Изобретение относится к способам ремонта деталей с помощью сварки и может быть использовано при ремонте металлических конструкций и других изделий с трещинами.
Целью изобретения является повышение качества ремонта и расширение технологических возможностей способа.
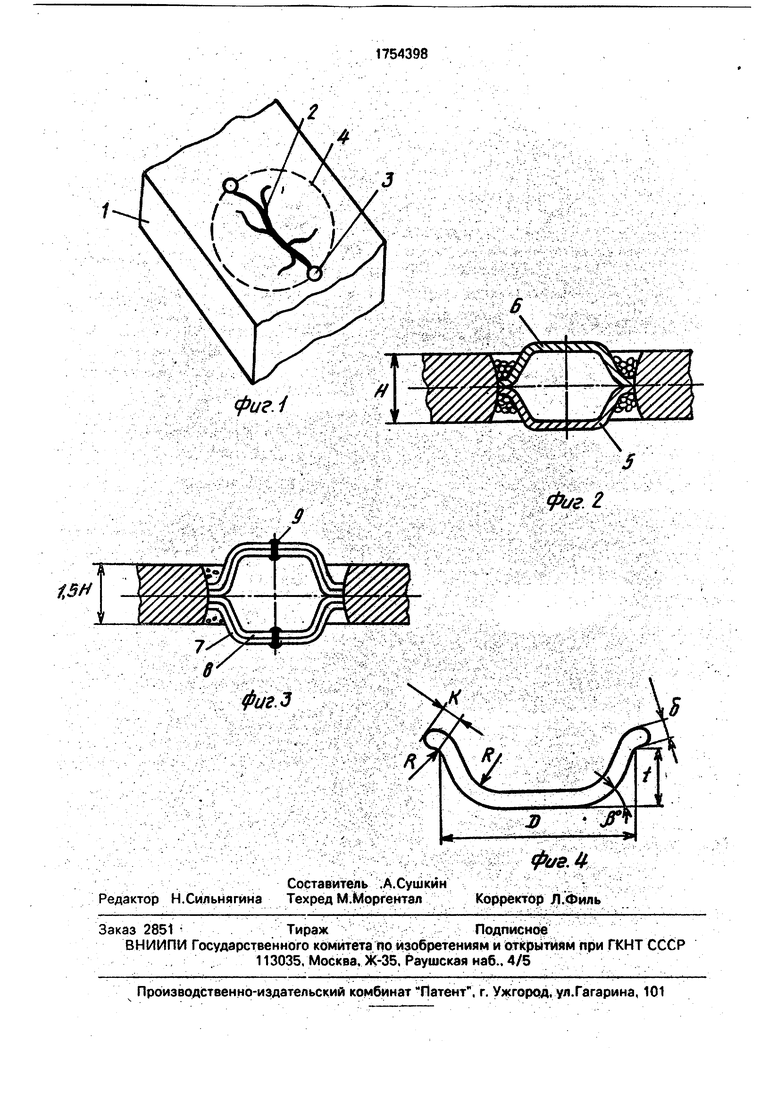
На фиг.1 изображена подлежащая ремонту деталь с трещиной; на фиг.2- сечение отремонтированной детали толщиной Н; на фиг.З - сечение отремонтированной детали толщиной 1.5Н; на фиг.4 - чашеобразный элемент.
Способ осуществляют следующим образом.
В металлической конструкции 1 с трещиной 2 засверливают ее концы 3, а затем радиусом, равным половине длины трещины, проводят окружность 4, центром которой является середина трещины 2. По окружности 4 сверлят отверстия с минимальным шагом, затем удаляют дефектную зону, подготавливают кромки разделки под обварку, подготавливают основной 5 и дополнительный 6 набор тонколистовых элементов из идентичных чашеобразных элементов 7 и 8. Чашеобразные тонколистовые элементы 7 и 8 с бортами, расположенными под углом, близким к прямому, собирают в наборы с помощью, например, заклепок 9 с превышением бортов каждого внутреннего элемента 8 по отношению к борту наружного элемента 7. В центральной части разделки приваривают сначала кромки основного набора тонколистовых элементов, а затем после установки оппозитно ему дополнительного набора из идентичных чашеобразных элементов осуществляют приварку кромок дополнительного набора аналогично основному.
Конструктивные размеры чашеобразных элементов (фиг.4) если они изготавливаются способом холодной штамповки,
(Л
С
V
ел
Сл)
ю
00
должны удовлетворять следующим рациональным соотношениям
t (3-5)5 ; D (10-12) 6 $ - 80-85°. где б - топщина листового материала тонколистового элемента, которая в зависимо- сти от толщины Н ремонтируемой конструкции составляет следующие значения
от 6 до 10 мм 6 0,6-1,0 мм
от 10 до 14 мм д 1,0-1,4 мм
от 14 до 20 мм д 1,4-1,8 мм ,1
от 20 до 24 мм д 1,8-2,1 мм
Чашеобразные элементы с высотой и диаметром 5 приходится штамповать уже в несколько приемов с промежу- точным отжигом, что удорожает процесс ремонта, а при меньших размерах высоты (5 и диаметра D 10(5 - из-за увеличивающейся жесткости контура препятствия возникают при перемещении бортов запла- ты при обварке, что ведет к потере гибкости системы, снижению качества ремонта.
Пример (осуществление способа). В металлической конструкции с трещиной длиной около 16 мм и изменяемой толщи- ной до 8 мм находят ее концы и засверлива- ют их. Затем радиусом, равным половине длины трещины 8 мм проводят окружность, по контуру которой просверливают отверстия диаметром ,6 мм с шагом между цен- трами отверстий 3 мм. После удаления круга с дефектной зоной пневмошлифовальной машиной подготавливают кромки разделки в соответствии с фиг.З. При толщине металлической конструкции с толщиной Н 8 мм выбирают толщину тонколистового элемента д 1 мм откуда конструктивные размеры чашеобразного элемента составляют следующие значения
t 5;R(1-2))a
t 3 мм; D 12 мм; R 1 мм; /3 85°;
Для перекрытия всей толщины металлической конструкции заплату выполняют из двух тонколистовых элементов, собранных при помощи заклепок в наборы: основ- пой и дополнительный. Сначала в центральной части разделки приваривают
кромки заплаты основного набора при помощи самозащитной проволоки на никелевой основе диаметром 1,0 мм с использованием полуавтомата А-547 у на режимах Uce. 17 в, ICB 110 А, затем оппо- зитно основному устанавливают дополнительный набор и приваривают кромки его заплаты аналогично основному набору.
Унификация, применение идентичных по размерам чашеобразных элементов основного и дополнительного наборов, позволяющая уменьшить расход используемых материалов в 1,3 раза, увеличение продольной и поперечной жесткости минимальным количеством применяемых материалов, распределения нагрузки, вызывающей термические деформации при приварке кромок бортов заплат, на большие площади, что уменьшает вероятность образования микротрещин, позволяет предлагаемому способу увеличить качество ремонта и расширить технологические возможности при его тиражировании и внедрении на ремонтных предприятиях.
Формула изобретения
1.Способ ремонта металлических конструкций с трещиной, при котором удаляют дефектную зону с образованием разделки и приваривают к кромкам разделки заплату в виде набора чашеобразных тонколистовых элементов с бортами, расположенными под углом, близким к прямому, и которые собирают в пакет с превышением бортов каждого внутреннего элемента, отличающий- с я тем, что, с целью повышения качества ремонта, набор тонколистовых элементов приваривают в центральной части разделки с последующей приваркой дополнительного набора оппозитно первому.
2.Способ по п.1,отличающийся тем, что, с целью расширения технологических возможностей способа, основной и дополнительный наборы тонколистовых элементов выполняют из идентичных чашеобразных элементов.
4
фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| Способ ремонта металлических конструкций с трещиной | 1986 |
|
SU1391856A1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| Способ ремонта емкостей | 1986 |
|
SU1360952A1 |
| СПОСОБ РЕМОНТА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2539889C2 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта корпусных деталей машин установкой заплат | 1986 |
|
SU1349919A1 |
Использование: ремонт деталей сваркой, в частности, ремонт металлических конструкций и других изделий с трещиной. Сущность изобретения: удаляют дефектную зону с образованием разделки и приваривают к кромкам разделки заплату в виде набора чашеобразных тонколистовых элементов с бортами, расположенными под углом, близким к прямому, затем элементы собирают в пакет с превышением бортов каждого внутреннего элемента. Набор тонколистовых элементов приваривают в центральной части разделки с последующей приваркой дополнительного набора оппозитно первому. При этом основной и дополнительные наборы тонколистовых элементов выполняют из идентичных чашеобразных элементов. 1 з.п.ф-лы. 4 ил.
1,5Н
&/г.2
&
фиг. Ц
| Способ ремонта металлических конструкций с трещиной | 1986 |
|
SU1391856A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
