(21)4104097/25-27
(22)13.08.86
(46) 30.04,88. Кюл. № 16,
(75) В.Н.Троепольский
(53)621.791.753 (088.8)
(56)Авторское свидетельство СССР № 96084, кл. В 23 Р 6/04, 1953.
(54)СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИИ С ТРЕЩИНОЙ
(57)Изобретение относится к технологии ремонта металлических конструкций с помощью сварки и может быть использовано при ремонте толстостенных изделий с трещиной. Цель - снижение остаточных напряжений в процессе ремонта. Удаляют дефектный металл
с трещиной с образованием разделки. Устанавливают в разделку заплату в виде тонких, не более 2 мм стальных листов, набираемых в пакет. Листы выполняются с бортами, расположенными под углом, близким к прямому. Корт каждого последующего по высоте набора листа превышает борт предьщу- щего листа на высоту катета шва. Заплату укрепляют прихватками и накладывают швы по периметру. Провариваемые борта поочередно перемещаются под действием усадочных сил в сторону кромок разделки и способствуют уменьшению сварочных .напряжений и вероятности образования трещин в процессе ремонта. 1 ил.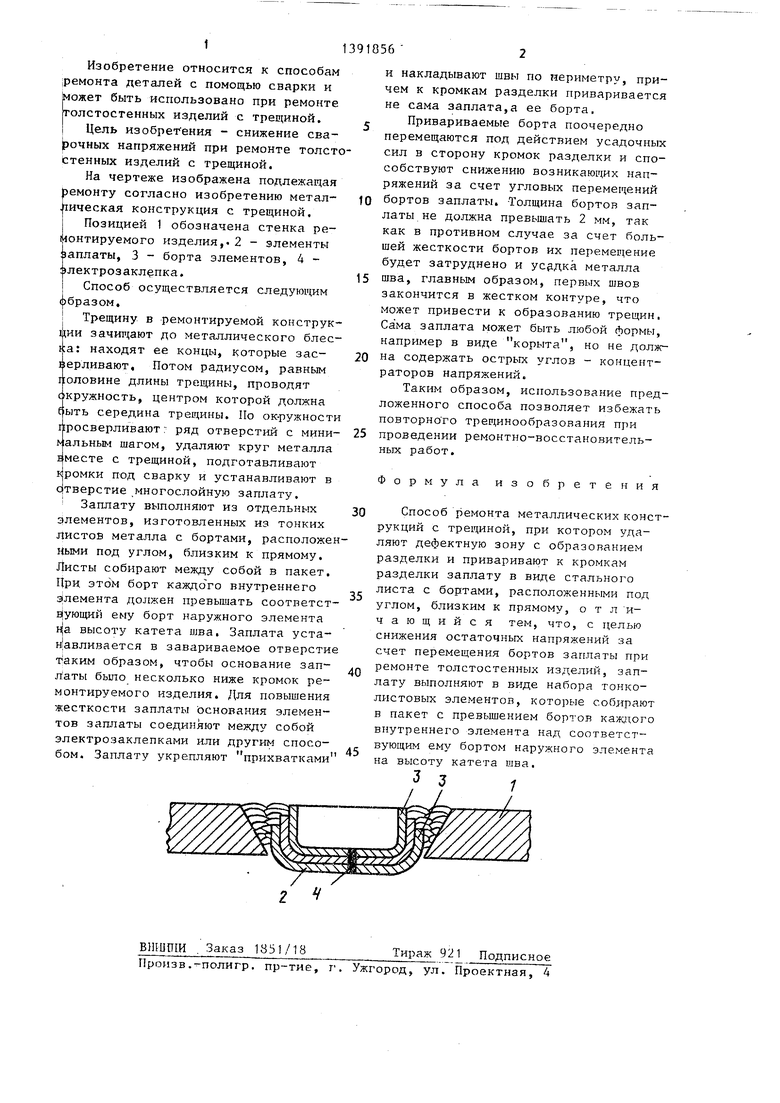
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта металлических конструкций с трещиной | 1990 |
|
SU1754398A1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Способ ремонта конструкций | 1988 |
|
SU1539035A1 |
| СПОСОБ РЕМОНТА ЕМКОСТЕЙ | 1991 |
|
RU2036766C1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
СО
со
00
ел
С5
Изобретение относится к способам ремонта деталей с помощью сварки и Иожет быть использовано при ремонте ролстостенных изделий с трещиной. I Цель изобрет ения - снижение сва- |рочных напряжений при ремонте толстостенных изделий с трещиной.
На чертеже изображена подлежащая ремонту согласно изобретению метал- |1ическая конструкция с трещиной. i Позицией 1 обозначена стенка ре- |Ионтируемого изделия,. 2 - злементы
{аплаты, 3 - борта элементов, 4 - лектрозаклепка.
I Способ осуществляется следующим фбразом,
i Трещину в ремонтируемой конструк- 1|1ии зачшчают до металлического блес- lia: находят ее концы, которые зас- верливают, Потом радиусом, равным 1|оловине длины трещины, проводят Окружность, центром которой должна ыть середина трещины. По ок-ружности просверливают: ряд отверстий с мини- (альным шагом, удаляют круг металла вместе с трещиной, подготавливают KJpOMKn под сварку и устанавливают в С тверстие многослойную заплату. Заплату выполняют из отдельных элементов, изготовленных из тонких листов металла с бортами, расположеными под углом, близким к прямому. Листы собирают между собой в пакет. При этбм борт каждого внутреннего з|лемента должен превышать соответствующий ему борт наружного элемента Ца. высоту катета шва. Заплата уста- н авливается в завариваемое отверсти образом, чтобы основание зап- л:аты было несколько ниже кромок ре-- монтируемого изделия. Для повышения жесткости заплаты основания элементов заплаты соединяют между собой электрозаклепками или другим способом. Заплату укрепляют прихватками
ВШиШИ . Заказ 1851/18
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
0
5
0
5
0
5
0
5
и накладывают швы по периметру, причем к кромкам разделки приваривается не сама заплата,а ее борта.
Привариваемые борта поочередно перемещаются под действием усадочных сил в сторону кромок разделки и способствуют снижению возникающих напряжений за счет угловых перемещений бортов заплаты. Толщина бортов заплаты не должна превышать 2 мм, так как в противном случае за счет большей жесткости бортов их перемещение будет затруднено и усадка металла шва, главным образом, первых швов закончится в жестком контуре, что может привести к образованию трещин, Сама заплата может быть любой формы, например в виде корыта, но не должна содержать острых углов - концентраторов напряжений.
Таким образом, использование предложенного способа позволяет избежать повторноТо трещинообразонания при проведении ремонтно-восстановитель- ных работ.
Формула изобретения
Способ ремонта металлических конструкций с трещиной, при котором удаляют дефектную зону с образованием разделки и приваривают к кромкам разделки заплату в виде стального листа с бортами, расположенными под углом, близким к прямому, о т л и- чающийся тем, что, с целью снижения остаточных напряжений за счет перемещения бортов заплаты при ремонте толстостенных изделий, заплату выполняют в виде набора тонколистовых элементов, которые собирают в пакет с превышением бортов каж;т;ого внутреннего элемента над соответствующим ему бортом наружного элемента на высоту катета шва.
Тираж 921 Подписное
