10
30
Изобретение относится к способам ремонта герметичных емкостей с применением сварки и может быть использовано при ремонте трубопроводов, резервуаров,сосудов, корпусов судов и т.д. преимущественно большой толщины.
Цель изобретения - повышение работоспособности сварного соединения.
На фиг., Т представлено ремонтируемое место емкости,разрез; на фиг. 2 - то же, вид сверху.
Ремонт емкости осуществляется следующим образом.15
На дефектное место 1 в емкости 2 накладьшают заплату 3, между заплатой 3 и емкостью 2 образуют -полость 4. Полость 4 может быть образована путем вьтолнения -на торцах 5 скосов 20 6. Полость 4 заполняют самотвердеющей смесью, в качестве которой может быть использован бетон.После затвер- . девания бетона по периметру заплаты
3 устанавливают полоски 7 из металла, 25 аналогично по составу свариваемому,
которые привариваются- к заплате и емкости, герметичными щвами 8 и 9. При необходимости быстрой герметизации поврежденного места 1 перед заполнением полости 4 бетоном запла- та 3 может быть предварительно приварена к емкости 2 герметизирующим швом 10.
При проведении ремонта в полевых условиях, когда наиболее удобно поль- зоваться ручной дуговой сваркой штучны1 и электродами, угол скоса кромок (А целесообразно не менее 35, а толщину необработанной части кромки торца 5 заплаты 3 не менее 1/3 от общей толщины заплаты.
При малой толщине стенки емкости и заплаты приварка заплаты может быть осуществлена угловым швом без применения промежуточного элемента.
Предлагаемый способ ремонта ем- кости позволяет повысить долговечность в условиях воздействия циклических нагрузок по сравнению с известным в,5-6 раз. 1
При исш 1тании его повторно-статическим внутренним рабочим давлением на участке повреждения емкости было обнаружено, что разрушение шва 55 10, аналогично как и в известном способе, происходит при 6000-7000 циклах, однако образовавшаяся сквозная трещина по шву 10 гаснет в полости.
35
40
45
ВО
10
0952 2
В швах 8 и 9 не происходит образова-- ВИЯ дефектов, во-первых,ввиду отсутствия источников трещинообразования (концентраторов), каковым у шва 10 является щелевой зазор, образованный между внутренней поверхностью заплаты 3 и емкостью 2, во-вторых, бетон в полости 4 исключает деформацию стенки емкости на данном участке, поэтому это обстоятельство способствует также увеличению надежности сварного соединения.
0
5
0
5
5
5
0
5
О
Пример, На дефектное место размером 2x6 см у трубы01420x18 мм со сквозным повреждением накладывают заплату размером 12x4 см.Накладываемая заплата имеет скос по торцам йа величину 1,5 см.По скоку выполняется шов электродом УОНИ 13/55 (материал трубы и заплаты - сталь . 17ГС), Образованное пространство между скошенной поверхностью и трубой заполняется бетоном, после полного затвердевания которого выполняется сварное соединение с применением промежуточного элемента из основного металла толщиной около 0,5 см. Испытания отремонтированной трубы повторнф-стати- ческим внутренним рабочим давлением показывают наличие герметичности . при базе испытания 42000-45000 циклов, что в 5-6 раз превьш1ает долговечность при данных испытаниях трубы, отремонтированной по известному способу.
Формула изобретения
1,Способ ремонта емкостей, при котором на поврежденное место емкости накладывают заплату и приваривают ее по периметру к стенке емкости герметичным швом, отличающийся тем,что, с целью повышения работоспособности сварного соединения, между заплатой и стенкой емкости создают полость и перед сваркой заполняют указанную полость самотвердеющим наполнителем,
2,Способ по п, 1, отличающийся тем,что полость между заплатой и стенкой емкости создают путем выполнения на торцах заплаты скосов.
3,Способ по п. 1, отличающийся тем,что после заполнения полости самотвердеющим наполнителем по периметру заплаты устанавливают
промежуточные элементы в виде металлических полос и приваривают их соответственно к кости.
заплате и стенке ем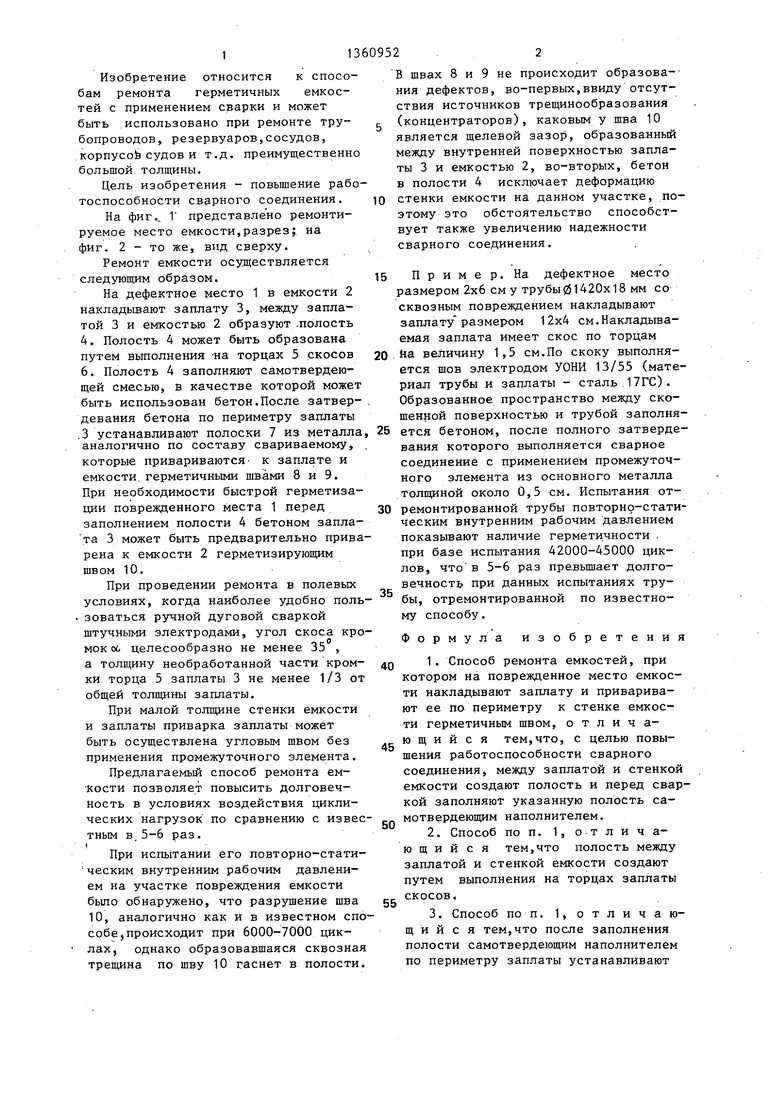
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ ремонта емкости | 1986 |
|
SU1419845A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| СПОСОБ РЕМОНТА ЕМКОСТЕЙ | 1991 |
|
RU2036766C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТИ | 1997 |
|
RU2125508C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |

Изобретение относится к способам ремонта герметичных емкостей с применением сварки и может быть использовано при ремонте трубопроводов ,резервуаров, сосудов,корпусов судов и т.п. преимущественно боль- шой толщины. Целью изобретения является повьшение работоспособности сварного соединения. При выполнении ремонта на дефектный участок 1 емкости 2 накладьшают заплату 3. На торцах 5 заплаты 3 выполнены скосы 6. Полость 4, образованную скосами 6 и емкостью 2, заполняют бетоном. После затвердевания бетона заплату 3 приваривают к емкости 2 швами 8 и 9 с помощью промежуточного элемента 7. 3 з.п. ф-лы, 2 ил. (Л Z О :о СП Фиг.1
| Способ запайки микроотверстий без слива взрывоопасных или токсичных продуктов из изделия | 1973 |
|
SU498113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Применение сварки при устранении дефектов на действующих трубопрово- дах | |||
| М.: ВНИИОЭНГ, 1982, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
