Изобретение относится к управлению технологическими процессами в цветной металлургии, в частности к производству соды и поташа при переработке нефелинового концентрата.
Цель изобретения - повышение качества соды за счет стабилизации удельного рас- хода двойных солей на единицу концентрированного раствора.
Поскольку количество двойной соли в технологическом обороте целиком зависит от оставшейся в растворе после выпаривания соды, стабилизация количества двойных солей в обороте означает стабилизацию содержания соды (а не плотности) в жидкой фазе суспензии. Поскольку двойные соли после кристаллизации и отделения от маточного раствора в центрифугах, смешиваются в смесителе с концентрированным содопо- ташным раствором и растворяются в нем, разница между плотностью концентрированного раствора и того же раствора после растоорения в нем двойных солей является косвенной оценкой содержания соды в жидкой фазе содовой суспензии. Стабилизацией этой разницы обеспечивается
N3
48 W
Ј
стабилизация состава маточника кристаллизации соды.
Стабилизация разности плотностей возможна при воздействии на производительность концентрирующих выпарных батарей по перерабатываемому раствору или воздействием на подачу пара в батареи. Динамические свойства объекта по первому каналу управления предпочтительнее. Однако по условиям согласования нагрузок производительность ктэнцёнтрирующих батарей часто ограничивают предельно допустимыми значениями. В этих случаях для обеспечения стабилизации разности плотностей целесообразно воздействовать на расход пара.
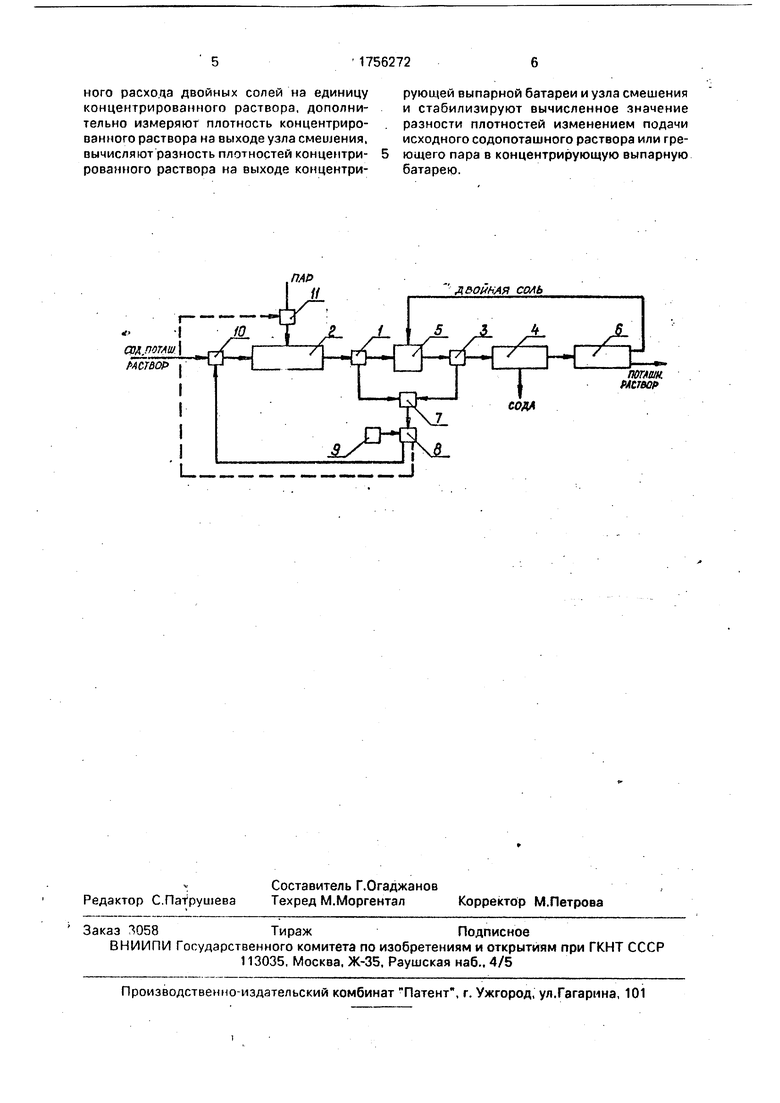
На чертеже приведена система управления процессом выделения соды из содо- поташного раствора, воздействием на расход раствора, упариваемого в концентрирующих выпарных батареях(воздействие на расход греющего пара показан пунктирной линией).
Система включает плотномер 1, установленный на выходе концентрирующей выпарной батареи 2, плотномер 3, установленный перед узлом выделения соды 4 на выходе смесителя 5, в котором растворяют в концентрированном растворе двойную соль, образующуюся на выходе узла 6 выделения двойных солей, сумматор 7, на входы которого подключены выходы плотномеров 1 иЗ, цифровой регулятор 8, подключенный к выходу сумматора 7, задатчик 9, выход которого подключен ко второму входу цифрового регулятора 8, локальные системы 10 и 11 стабилизации расхода упариваемого раствора или расхода пара, соединенные с выходом цифрового регулятора 8. В качестве плотномеров можно использовать приборы типа ПР1025. локальные системы 10 или 11 могут быть реализованы измерителями расхода типа ДМ, корректирующими устройствами типа РП2УЗ и исполнительными механизмами типа МЭО- 63, соединенными с поворотными заслонка- ми. Для реализации сумматора 7, цифрового регулятора 8 и задатчика 9 может быть использован микропроцессорный контроллер типа Ремикант-120.
Сигналы от измерителей плотности 1 и 3 поступают в сумматор 7, формирующий разность плотностей и передающий ее в качестве измеряемой величины в цифровой регулятор 8. Регулятор 8 формирует пропорционально отклонению разности измеренных плотностей от задания, передаваемого в регулятор задатчиком 9, величину управляющего воздействия - задание на расход упариваемого раствора (греющего пара).
Задание на расход поступает в локальную систему 10 стабилизации расхода раствора (пара 11), формирующего поток упариваемого раствора (пара), поступающего в концентрирующую батарею. Выбор периода отработки информации цифровым регулятором 8 зависит от инерционности объекта управления.
Пример. Пусть номинальный расход
раствора в концентрирующую выпарную батарею равен Он 100 м3/ч, плотность концентрированного раствора р - 1,28 т/м3, плотность раствора после растворения в нем двойной соли/ 2 1,40 т/м3, а заданная
разность плотностей А/э 0,12 т/м , т.е. задание поддерживается точно.
Предположим, что в связи с изменением условий теплопередачи в узле выделения соды (например, из-за инкрустации теплопередающих поверхностей) количество выделяемой из раствора соды уменьшилось, Из-за этого увеличилось количество двойной соли, поступающей в смеситель 5. При этом плотность на выходе смесителя возросла до/52 1,43. Пусть также цифровой регулятор 8 реализует пропорциональный закон управления.
В этом случае система следующим образом реализует последовательность действий: в сумматоре 7 определяют измеряемую разность плотностей
0,15,
(D
в регуляторе 8 формируют задание на расход упариваемого раствора Qp пропорционально разности измеренных плотностей
V QH + Kn()
100+ 300(0,12-0,15) 91 м3/ч.
Формула изобретения
Способ управления производством одностадийного выделения соды из исходного содопоташного раствора, включающий концентрирование раствора в концентрирующей выпарной батарее, смешение
концентрированного раствора с возвратными двойными солями, выделение соды и двойных солей, измерение плотности концентрированного раствора на выходе кон- центрирующей выпарной батареи и регулирование подачи исходного содопоташного раствора и греющего пара в концентрирующую выпарную батарею, отличающийся тем, что, с целью повышения качества соды за счет стабилизации удольного расхода двойных солей на единицу концентрированного раствора, дополнительно измеряют плотность концентрированного раствора на выходе узла смешения, вычисляют разность плотностей концентрированного раствора на выходе концентрирующей выпарной батареи и узла смешения и стабилизируют вычисленное значение разности плотностей изменением подачи исходного содопоташного раствора или греющего пара в концентрирующую выпарную батарею.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 1999 |
|
RU2163885C2 |
| СПОСОБ УПАРИВАНИЯ АЛЮМИНАТНЫХ РАСТВОРОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092215C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНЫХ РАСТВОРОВ | 1997 |
|
RU2115621C1 |
| Способ управления процессом упаривания в концентрирующей выпарной батарее | 1982 |
|
SU1066623A1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 1994 |
|
RU2084401C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 2004 |
|
RU2264985C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 2000 |
|
RU2185324C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВЫПАРИВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ В МНОГОКОРПУСНОЙ ВЫПАРНОЙ УСТАНОВКЕ (МВУ) | 2001 |
|
RU2209106C1 |
| Способ автоматического управления процессом выпаривания | 1982 |
|
SU1036337A1 |
| Способ автоматического управления работой выпарной установки | 1972 |
|
SU446282A1 |
Изобретение относится к управлению производством соды и поташа при переработке нефелинового концентрата, и позволяет повысить качество соды при одностадийном цикле ее получения, включающем последовательно соединенные узлы концентрирования содопоташного раствора в концентрирующей выпарной батарее, смещения концентрированного раствора с возвратными двойными солями и выделение соды и двойных солей. Способ управления процессом одностадийного выделения соды из содопоташного раствора заключается в измерении плотности концентрированного раствора на выходе концентрирующей батареи и узла смешения, вычислении разности плотностей концентрированного раствора на выходе концентрирующей выпарной батареи и узла смешения и стабилизации вычисленного значения разности плотностей изменением подачи исходного содопоташного раствора или греющего пара в концентрирующую батарею. При этом стабилизируется удельный расход двойных солей на единицу концентрированного раствора итем самым стабилизируется содержание соды в жидкой суспензии. 1 ил.
ПАР
И
д&оймя соль
СОМ
| Способ автоматического регулирования процесса выпаривания многокомпонентных растворов | 1972 |
|
SU441940A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Александров В | |||
| В | |||
| и др | |||
| Автоматизированная система управления процессом упаривания содопоташных растворов | |||
| - Цветные металлы, 1980 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
