Изобретение относится к станкостроению, а именно к устройствам для закрепле- ния заготовок на шпинделе анка с последующей коррекцией положения их осей.
Целью изобретения является расширение технологических возможностей путем обеспечения угловой коррекции оси заготовки.
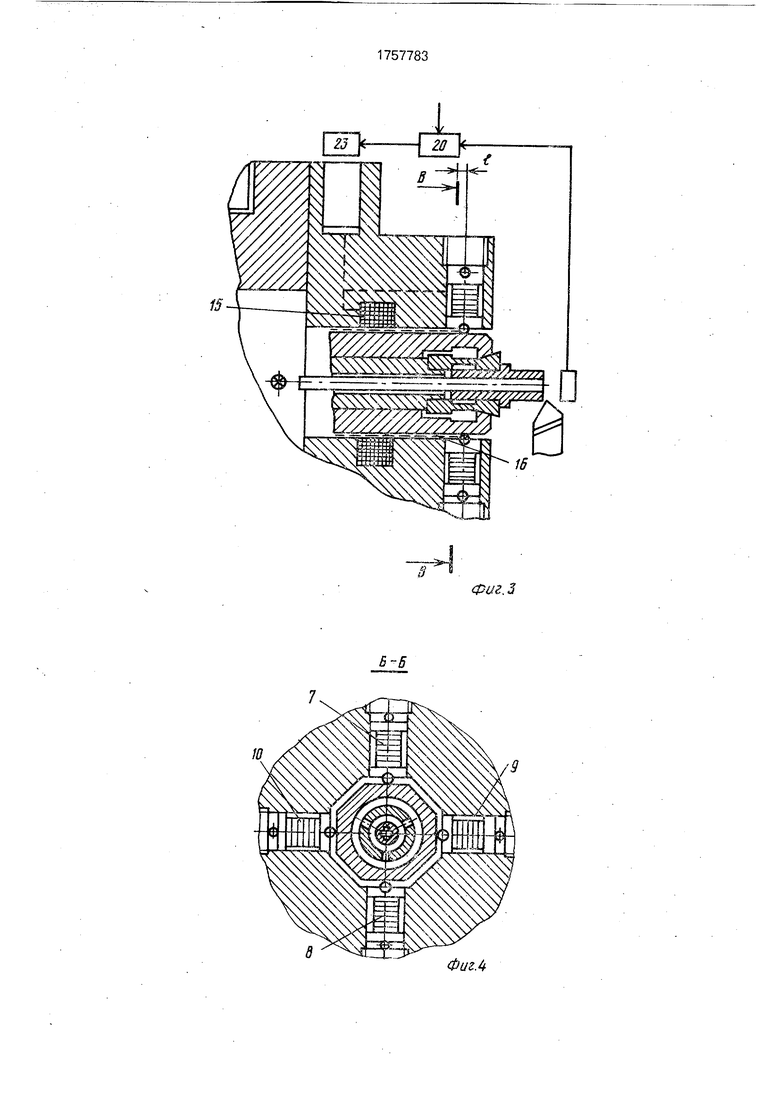
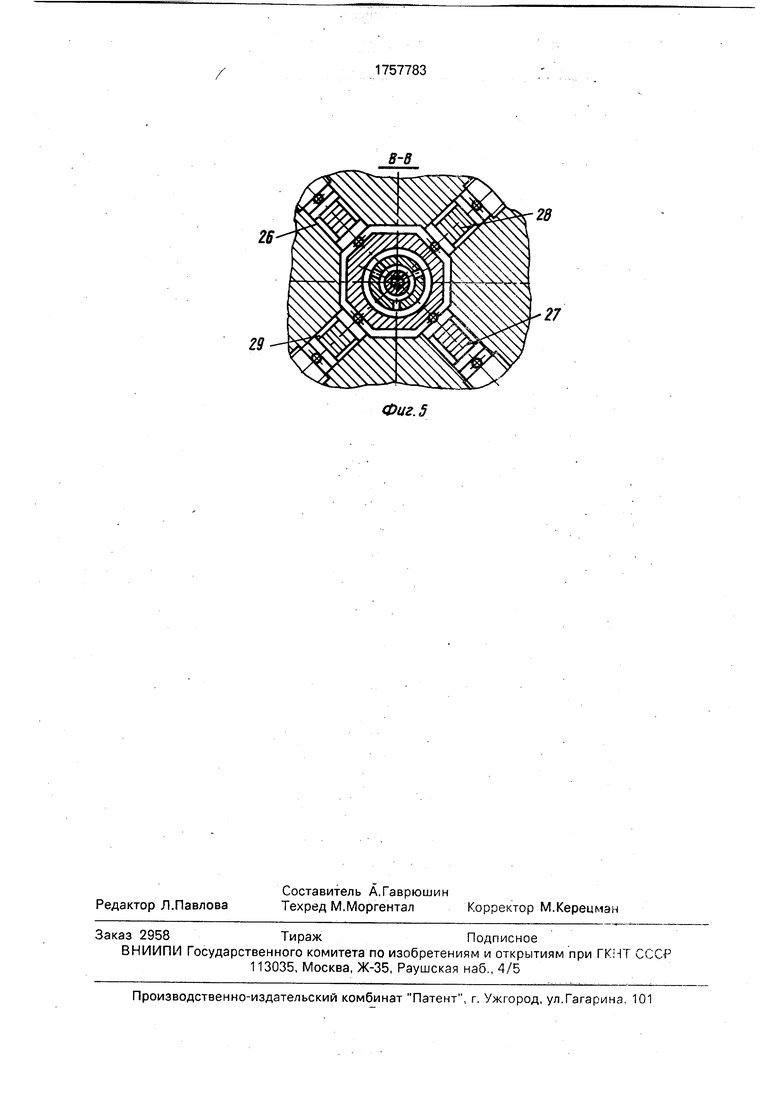
На фиг. 1 показан осевой разрез устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - осевой разрез устройства для варианта с бесконтактным блоком передачи управляющего сигнала; на фиг. ч - разрез Б-Б нз фиг. 1; на фиг, 5 - разрез 3-В на фиг. 3.
Центрирующее устройство содержит патрон 1, выполненный в виде фланца, который жестко крепится к шпинделю станка 2. В восьми отверстиях, выполненных по окружности патрона, разбитых на четыре пары, две из которых расположены в передней части патрона и перпендикулярно друг другу и оси вращения, а две другие также перпендикулярны друг другу и оси вращения и отстоят на определенном расстоянии I от первых двух пар, что позволяет производить угловую коррекцию, размещены восемь пакетов пьезспластин 3, 4, 5, б, 7, 8, 9, 10, разбитых на пары и включенных параллельно навстречу друг другу (например, 3,4; 5, 6 и т.д.), с силовводящими элементами 11, и образующих механизм центрирования, и винты 12, которые осуществляют силовое замыкание через шарики 13, служащие для центральной установки, через силовводм щие элементы 11 (механизмы предварительного натяжения) с пакетами пьезопластин 3-10 на цанговый зажим 14, наружная поверхность корпуса которого выполнена плоской с восьмигранным профилем. Во внутреннем кольцевом пазу патрона заложена обмотка электромагнита 15, предназначенная для управления реологической жидкостью 16, которая служит для придания дополнительной жесткости фиксации цангового зажима 14, Реологическая жидкость 16 заливается в зазор между внутренними стенками патрона 1 и наружной поверхностью цангового зажима 14, при установке последнего, и не вытекает за счет остаточной намагниченности реологической жидкости 16. В цанговом зажиме 14 зажимается обрабатываемая режущим инструментом 17 оправка 18 с оптическим изделием, например, световодом 19. Для линз с резьбовой оправкой в качестве рабочего органа может быть использована втулка с восьмигранной плоской наружной поверхностью и с внутренним резьбовым посадочным отверстием. Управляющее напряжение, необходимое для совмещения геометрической оси оптического изделия 19 с осью вращения и напряжение для электромагнитной обмотки подается от блока управления 20
через блок передачи, который может быть выполнен контактным в виде контактов 2, поджатых к токоведущим дорожкам 22, расположенных на периферии патрона и электрически изолированных от последнего или
0 бесконтактным 23 с индуктивной, емкостной или оптической связью. Определение положения геометрической оси оптического изделия, а та же се угловое расположение осуществляется с помощью источника света
5 24 (например, лазера) и приемника 25, или с помощью других оптических приборов. Угловая коррекция положения геометрической оси осуществляется за счет разнесения пар пьезопакетов на расстояние I, Расстоя0 ние обусловлено геометрическими параметрами пьезопластин и выбирается минимальным. Две пары отверстий с пакетами пьезопластин 26-27, 28-29,,отстоящих на расстояние I от двух передних пар могут
5 быть расположены под углом 45° относительно вертикальной оси, что позволяет уменьшить расстояние I и увеличить угловое смещение оси оптического изделия. Для смещения оптического изделия в вертикальQ нем направлении управляющее напряжение одинаковой величины и знака подается на пары пьезопластин 3-4, 7-8; для смещения з горизонтальном направлении- нл пары 5-6, 9-10: для углового смещения - на
пару 3-4 подается напряжение одного знака, а на пару 7-8 другого. В случае расположения двух пар пьезопакетов 26-27; 20-29 под углом 45° (фиг. 3) относительно двух других 7-8; 9-10 для смещения оптического
г. изделия в вертикальном направлении управляющее напряжение подается ча пару 3-4, и с соответствующим коэффициенте.1, учитываемым в блоке управлений 20 на пары 26-27;. 28-29. Аналогично для других
к случаев перемещений.
Настройка устройства осущес-влйвтся следующим образом.
С помощью винтов 12, через шлрики 13, силовводящие элементы 11, пакеты пьезоп0 ластин 3-10 закрепляют -ДЕНГОВЫЙ зажим 14, выверяя при этом его ось вращения. После выверки устройство готово работе.
Для совмещения геометрической сси оптического изделия 19 и е угловой коррекции с осью вращения, включают врг.щг- ние шпинделя 2, с помощью оптических приборов опреде-яют оптическую ось изпе лия, которая не совпадает с осью вра.цан,,- из-з- неточности установки издепьи в оправа несовмзщения осей вращения энут
ренней и наружной поверхностей оправки. Величина рассогласования от приемника-датчика через блок управления, сравнения с заданной, и блок передачи подается ча пакеты пьезопластин 3-10 и под действием управляющего напряжения пакеты пьезопластин с силОБВОДЯЩИМИ элементами совершает перемещение цангового зажима, а за счет разнесения пар пьезопакетов на расстояние I и угловую коррекцию положения, осуществляя совмещение геометрической оси оптического изделия с осью вращения, как по перемещению, так и по углу. После этого подают управляющее напряжение на обмотку электромагнита 15, при этом меняется вязкость реологической жидкости, что приводит к дополнительному увеличе0
5
кию жесткости фиксации цангового зажима 14.
Формула изобретения Центрирующее устройство, содержащее коаксиально расположенные в корпусе цангу и справку, и фланец с механизмом центрирования, выполненным в виде блока, состоящего из двух п1экетов пьезопласт /н и механизмов предварительного натяжения, отличающееся тем, что, с цепью расширения технологических возможностей путем обеспечения угловой коррекции, оно снабжено дополнительным аналогичным блоком, расположенным параллельно, или повернутым относительно первого на угол 45°, при этом корпус цангового патрона выполнен восьмигранным.

| название | год | авторы | номер документа |
|---|---|---|---|
| Центрирующее устройство | 1989 |
|
SU1673292A1 |
| Волоконно-оптическое устройство управления фазированной антенной решеткой | 1989 |
|
SU1755347A1 |
| Ультразвуковой контактный преобразователь | 1989 |
|
SU1772721A1 |
| Устройство для компенсации дисбаланса вращающейся сборочной единицы | 2019 |
|
RU2710399C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Способ определения толщины изделий и устройство для его осуществления | 1986 |
|
SU1422797A1 |
| Устройство для измерения геометрических размеров изделия | 1986 |
|
SU1366879A2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ определения коэффициента поглощения ультразвука | 1988 |
|
SU1649413A1 |
| Компактный пьезоэлектрический датчик | 1980 |
|
SU877795A1 |
Изобретение относится к области станкостроения, а более конкретно - к устройствам для закрепления заготовок на шпинделе станка с последующей коррекцией положения их осей. Целью изобретения является расширение технологических возможностей путем обеспечения угловой коррекции оси заготовки. Во фланце 1 размещены два блока пакетов пьезопластин, 21 расположенных попарно в каждом блоке Пакеты пьезопластин одного блока могут быть расположены параллельно пакетам другого блока, или повернуты на угол 45° В этом случае корпус цангового зажима 14 выполняется восьмигранным. Изделие 19 устанавливается и зажимается в цанговом зажиме через оправку 18. Положение оси изделия 19 определяется посредством источника света 24 и прибора 25. В случае отклонения оси изделия от оси вращения патрона подается сигнал в блок управления 20 и далее через блок передачи 21-22 в форме управляющего напряжения - к пье- зопластинам. Подавая напряжение к пье- зопластинам одного и другого блока можно совместить ось изделия с осью вращения в плоскости и в угловом положении. 5 ил. (Л с ел 00 СО 15 12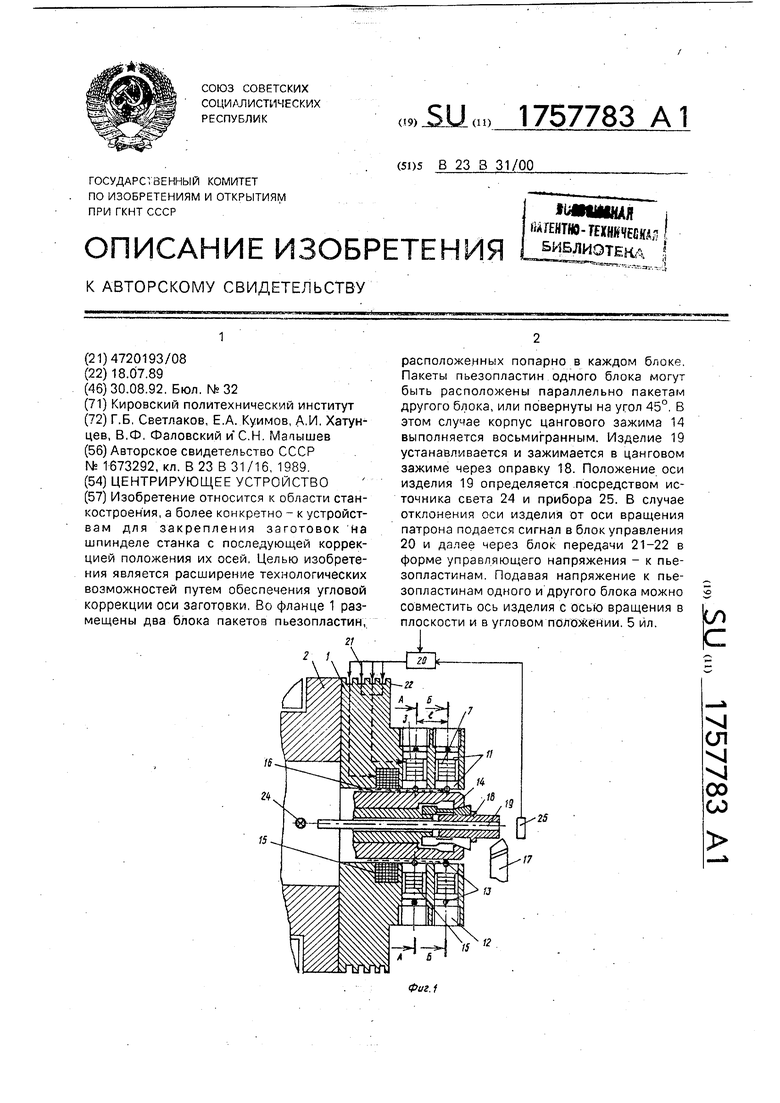
Фиг. 2
4
Фаг. 3
Фиг А
Фиг. 5
| Центрирующее устройство | 1989 |
|
SU1673292A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
