Изобретение относится к текстильному машиностроению, а именно к отделочному производству текстильной промышленности.
Известны способы прижима валов, заключающиеся в использовании гравитационных сил упругости твердых и газообразных тел.
Недостаток этих способов заключается в неизбежном прогибе валов и, как следствие, в неравномерности отжима ткани.
Известен способ прижима валов, принятый нами за прототип, заключающийся в том, что валы, изготовленные из ферромагнитных материалов, размещают в магнитном поле.
Однако этот способ имеет ряд существенных недостатков: низкую коррозионную стойкость ферромагнитных материалов: неэкономичность при необходимости ИМРТЬ большие усилия прижима; возможность прилипания к поверхности валов металлических частиц,
Цель изобретения -улучшение качества отжима И повышение производительности труда путем равномерного отжима и упрощения обслуживания.
Указанная цель достигается тем, что со- о гласно способу прижима валов, заключающемуся в размещении валов в магнитном поле, пропускают по валам электрические токи в противоположных направлениях, соотношение между величинами которых определяют уравнением
-1 -Т Вв sin OB GH + GB (}
4н Je BH -sin OH BH I гдеЗв, Зн силы тока в верхнем и нижнем валах соответственно;
GH, GB - вес нижнего и верхнего валов соответственно;
Вв, Вн индукция внешнего магнитного поля соответственно для верхнего и нижнего валов;
I -длина валов;
Qe , Он-углы наклона между направлением движения валов и силовыми линиями соответственно для верхнего и нижнего валов.
Вследствие того, что валы в красильно- отделочном оборудовании текстильного производства контактируют с агрессивными средами, они (валы) изготавливаются из коррозийно-стойких сталей, не относящихся к ферромагнетикам. Кроме того, эффекю
тивность устройств, реализующих способ- прототип, зависит от величины зазоров между полюсами электромагнитов и поверхностями валов, а также от коэффициента заполнения пространства ферромагнетиком. Чем больше зазоры, тем меньше эффективность, и наоборот. Именно поэтому изоляция ферромагнетиков слоем коррозийно-стойкого материала резко снижает эффективность всей конструкции. Если учесть, что поверхностный слой отжимных пар в КОО текстильной промышленности подвержен интенсивному износу и поверхность валов поэтому регулярно подвергается механической обработке, то, очевидно, это покрытие ферромагнитных валов в КОО не принесет желаемого результата.
Необходимо учесть и то, что один из валов отжимных пар, применяемых в КОО, покрыт слоем резины или полностью набран из ткани. Очевидно, что эти валы слабо взаимодействуют с магнитным полем.
В отличие от способа-прототипа, предложенный способ позволяет использовать для реализации коррозийно-стойкие стали и материалы и изолирующие покрытия любой толщины, поскольку величина магнитного поля внутри этих веществ остается практически неизменной, эффективность устройств, реализующих предлагаемый способ, не зависит от величин зазоров и коэффициентов заполнения.
Далее, сила прижима валов в предлагаемом способе зависит лишь от величины протекающего по валам тока при постоянных индукции внешнего магнитного поля и массах валов. Так удельное давление в жале валов при вертикальном расположении валов будет определяться соотношениями:
для верхнего вала:
FU BB -Эв sin «в + Go/1.(2)
для нижнего вала
F)5 В„ -Эн sin OH - GH/I,(3)
где Pi- удельное давление со стороны верхнего вала;
FX -удельное давление со стороны нижнего вала;
Вв. Вн - индукция магнитного поля;
Зв - сила тока в верхнем валу;
Зн - сила тока в нижнем валу;
GB, GH - вес верхнего и нижнего валов соответственно;
1 -длина валов,
Ов. Ян - углы наклона между направлениями движения валов и силовыми линиями соответственно для верхнего и нижнего валов.
Из условия равновесия валов ЈF 0 без учета сил трения в направляющих следует:
Вв 1В sin OB + Вн 1И sin OH - i.
Отсюда
1 -1 . Вв; sin OB GB + Сн
Н В Вн Sin Он ВН I Sin Ян
(4) Т.е., если удельное давление в жале валов определяется формулами (2) и (3), то соотношение между величинами токов в валах определяется уравнением (4). Именно это соотношение сил электрического тока
позволяет достичь равномерного отжима. Если сила тока1ц меньше необходимой величины, то нижний вал, компенсируя силу давления со стороны верхнего вала, прогнется вниз. Если сила токаЗн больше необходимой величины, то нижний вал под давлением силы Ампера прогнется вверх. И в том, и в другом случае нарушается равномерность отжима.
Так как сила прижима зависит от величины токов, протекающих по валам, то возможно применение источников с низким напряжением питания.
При этом валы в ходе технологического процесса не становятся магнитами, что исключает прилипание к поверхности валов металлических частиц.
Таким образом, сопоставительный анализ заявляемого способа с прототипом показывает, что заявляемое техническое
решение отличается от известного тем, что для равномерного прижима валов по ним пропускают электрические токи, причем в таких направлениях и в таком соотношении, что возникающие при этом силы прижимают
друг к другу валы с одинаковым удельным давлением по длине валов.
Поскольку величины электрических токов постоянны по длине валов, то при однородном внешнем магнитном поле на вал
будет действовать постоянное по всей длине усилие, т.е. принципиально можно получить идеальную равномерность отжима. Так как усилие зависит лишь от протекаемо- го тока (его величины), то вал может быть
изготовлен значительно меньшего диаметра, что опять же улучшает качество отжима. Так как уменьшение диаметра отжимных валов улучшает качество отжима, то возможно повышение скорости движения ткани, что
приведет к увеличению производительности оборудования. Кроме того, уменьшение диаметра валов упрощает обслуживание отжимных валбв, так как уменьшается их вес, что также приводит к повышению производительности труда.
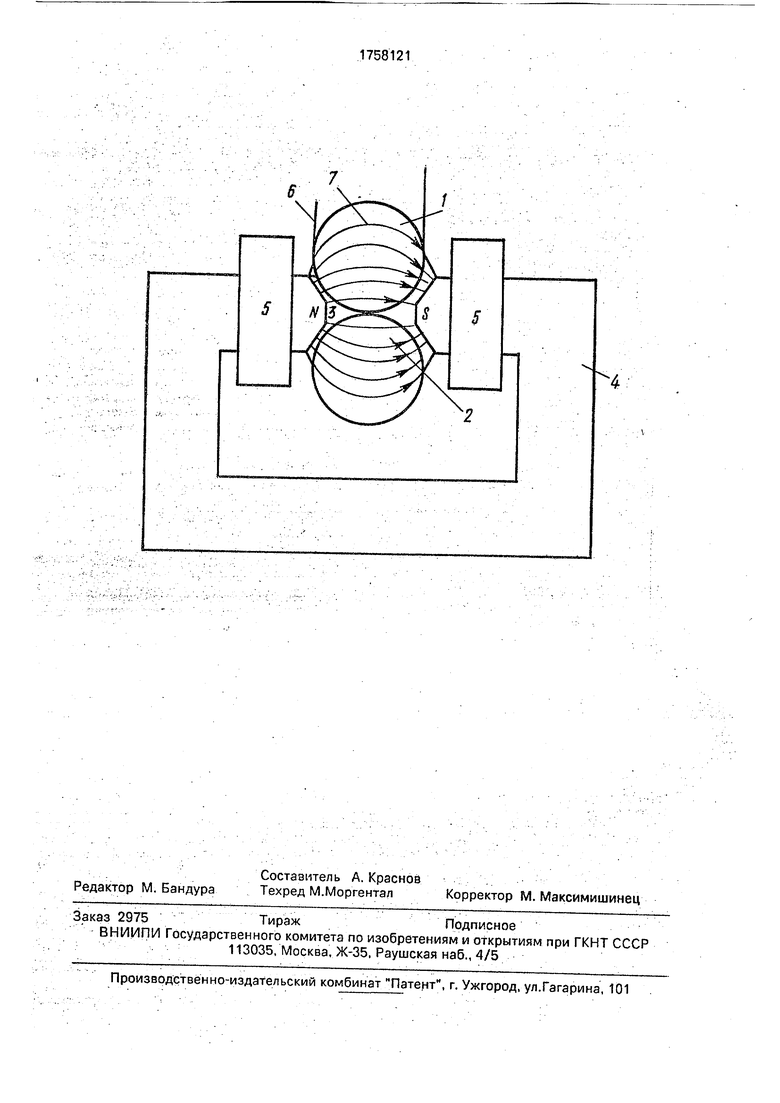
Предлагаемый способ можно осуществлять на одном из устройств, изображенном на чертеже.
Валы 1 и 2 установлены в зазоре 3 маг- нитопровода 4. на котором размещены катушки 5, между валами 1 и 2 размещена ткань 6.
Способ осуществляется следующим образом.
По катушкам 5 пропускают электрический ток. вследствие чего в зазоре 3 образуется магнитное поле, силовые линии 7 которого пронизывают валы 1 и 2. По валу 1 пропускают электрический ток, направленный на наблюдателя (изображен на схеме точкой), а на валу 2 пропускают электрический ток от наблюдателя (изображен на схеме крестом). Силы токов в валах соотносятся между собой согласно уравнению (1). В соответствии с правилом левой руки на валы будут действовать силы F, сжимающие валы. Пусть нам требуется обеспечить удельное давление в жале валов 10 кН/м и пусть индукция магнитного поля равна 1000 Тл, причем одинаковая для обоих валов, а направление прижима перпендикулярно магнитным силовым линиям. Тогда при весе валов GB GH 5 кН и длине валов I 2 м согласно(2) сила тока, идущего по верхнему валу должна быть равна
I-1 GB
В Вв Sin 7В I
Зя
а„
10нН/мх2м-5кН
7,5 А.
ЮООТл х 2м Сила тока, идущего по нижнему валу, определится из соотношения (3)
л К GH
н Вн sin a
1 - 10 кН//м х 2 м + 5 кН 19 , д JH 1000Тлх2м™ &А
или из соотношения (1)
чGH +0в +1 Вв OB
JH Вн I sin а В„ sin OH
ч 5кН+5кН ,,,е ЮООТл
Н knnn т- „ о .. + 7,5 А X
12.5 А.
1000Тлх2м ЮООТл Экономический эффект достигается за счет улучшения качества отжима, уменьшения металлоемкости валов, облегчения обслуживанияиувеличенияпроизводительности труда и оборудования.
Формула изобретения
Способ прижима валов, заключающийся в воздействии на валы магнитным полем, отличающийся тем, что, с целью повышения качества прижима, по валам в противоположных направлениях пропускают электрические токи, соотношение между величинами которых определяют из выражения
,, т Вв sin Ов GH +Ge
н в Вн sin OH Вн I sin а где Je и JH - силы тока соответственно в верхнем и нижнем валах,
GB и GH - вес соответственно нижнего и верхнего валов;
В8 и Вн - индукция внешнего магнитного поля, в которое помещены соответственно верхний и нижний валы;
Оъ и OH - углы между силовой линией и направлением движения соответственно верхнего и нижнего валов;
I - длина валов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отжима ткани | 1990 |
|
SU1747570A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ ВАЛОВ | 2013 |
|
RU2528557C2 |
| Электрогидравлическая конвейерная машина полного цикла для стирки ковровых изделий с дезинфицирующим эффектом | 2022 |
|
RU2784966C1 |
| Устройство для отжима текстильного материала | 1976 |
|
SU626135A1 |
| СТАБИЛИЗИРОВАННЫЙ ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА | 2013 |
|
RU2542711C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОГЕНЕРАТОРОМ | 2013 |
|
RU2537394C1 |
| ДРОССЕЛЬ ВЫСОКОЧАСТОТНЫЙ | 2017 |
|
RU2668990C1 |
| Способ измерения статических механических напряжений | 1977 |
|
SU623119A1 |
| УСТРОЙСТВО ДЛЯ ОТЖИМА ТЕКСТИЛЬНОГО МАТЕРИАЛА | 1972 |
|
SU428047A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ СИЛОВОГО ВЗАИМОДЕЙСТВИЯ ФЕРРОМАГНИТНЫХ ТОРОИДОВ | 2009 |
|
RU2405164C1 |
Сущность изобретения: для обеспечения постоянства прижима по всей длине валов по ним в противоположных направлениях пропускают электрические токи, величины которых определяют по соответствующему выражению, 1 ил.
| Бельцов В.М | |||
| Технологическое оборудование отделочных фабрик текстильной промышленности | |||
| Л., 1974, с.22-32 | |||
| Распределительная головка вращающегося вакуумного фильтра | 1985 |
|
SU1255167A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
