Изобретение предназначено для изготовления трехслойных элементов, преимущественно сборных оболочек.
Известен способ изготовления трехслойных конструкций с гофрированным заполнителем, по которому разведение обшивок осуществляется посредством трансформации плоского листа в гофрированный путем стягивания листа предварительно пропущенным через отверстия в ней гибкими затяжками,
Недостатком известного способа является сложность технологии и низкая прочность соединения листового материала с обшивками.
Наиболее близким является способ возведения сводчатой конструкции, включающий- сборку плит с пустотами на гибких затяжках в монтажные блоки, приведение их в проектное арочное положение, закрепление затяжек и стыкование блоков вдоль оси свода.
Недостатком его является недостаточная жесткость и несущая способность из-за надежности стыковочных узлов плит.
Цель изобретения - повышение жесткости и несущей способности конструкции и упрощение возведения,
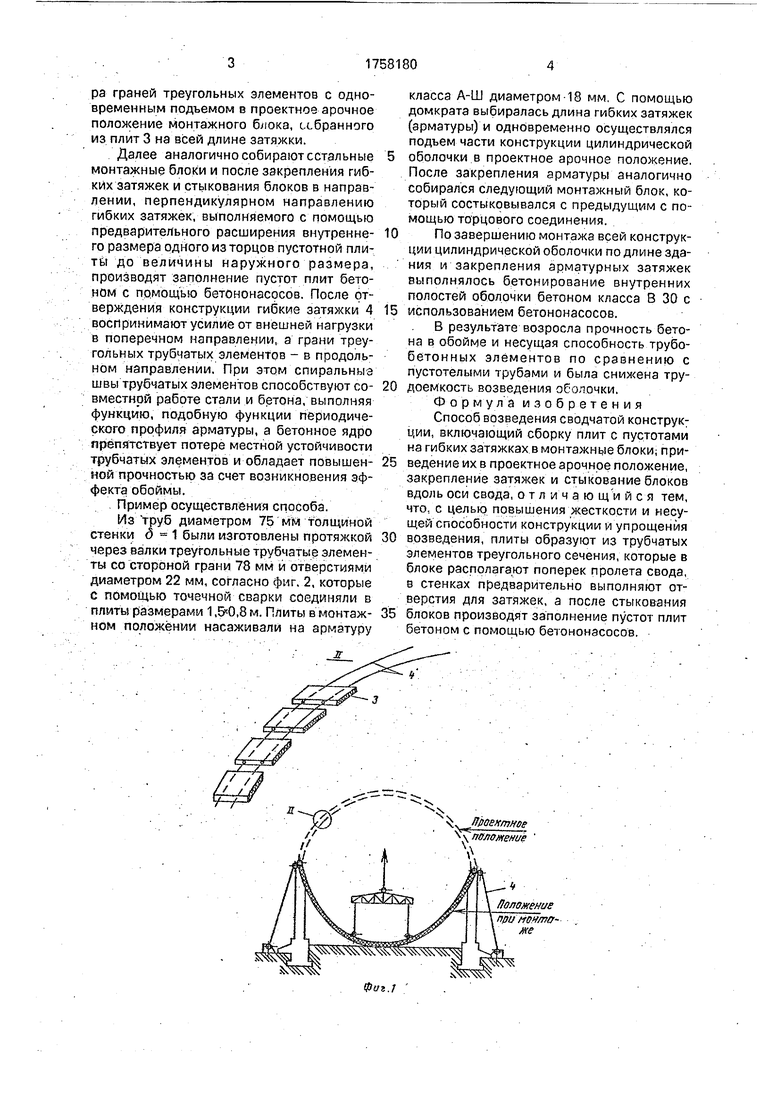
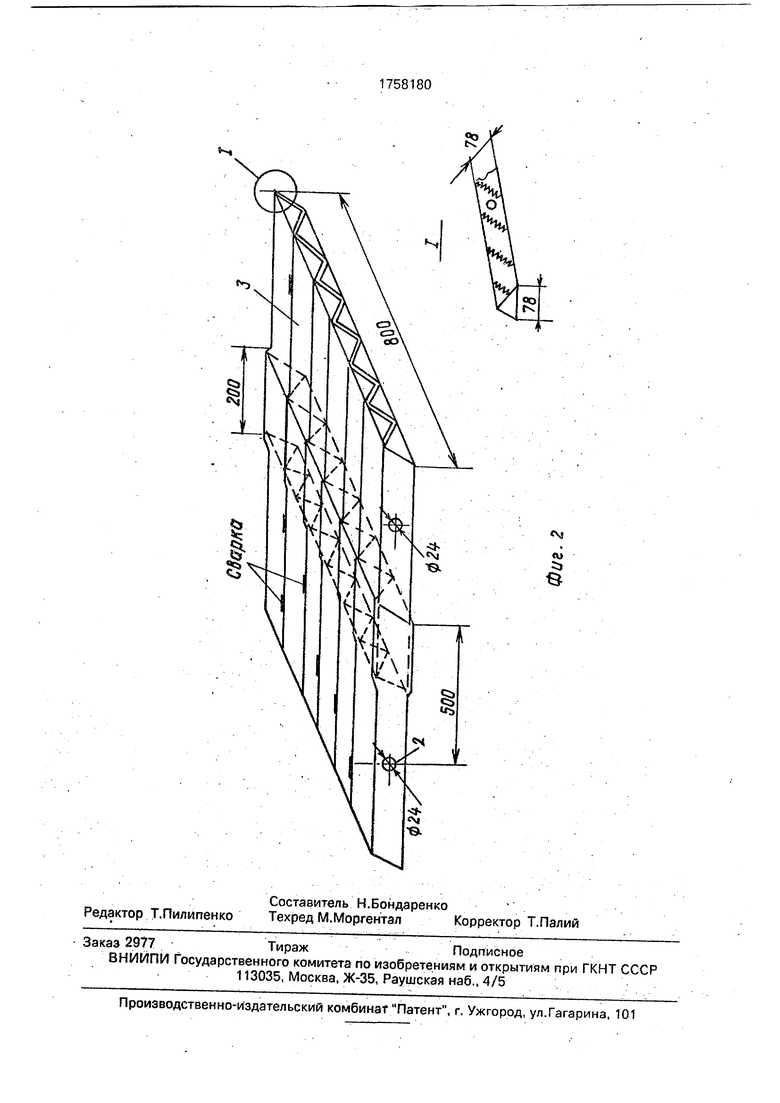
Способ возведения сводчатой конструкции поясняется на фиг, 1; на фиг, 2 - изображена плита из трубчатых элементов треугольного сечения.
В трубчатых тонкостенйых спирально- шовных элементах 1 треугольного сечения, выполненных из стальной ленты, с помощью ТВЧ-сварки пробивают отверстv 2 с заданным шагом, после чего собирают их в пустотные плиты 3 при помощи ТВ Ч или иной сварки. Собранные таким образом плиты насаживают на закрепленные в монтажном положении гибкие затяжки 4, представляющие собой арматуру или стальные канаты. С помощью натяжного устройства выбирается длина гибких затяжек 4 до у поPL,
pa граней треугольных элементов с одновременным подъемом в проектное арочное положение монтажного блока, (..(.бранного из плит 3 на всей длине затяжки.
Далее аналогично собирают остальные монтажные блоки и после закрепления гибких затяжек и стыкования блоков в направлении, перпендикулярном направлению гибких затяжек, выполняемого с помощью предварительного расширения внутренне- го размера одного из торцов пустотной плиты до величины наружного размера, производят заполнение пустот плит бетоном с помощью бетононасосов. После отверждения конструкции гибкие затяжки 4 воспринимают усилие от внешней нагрузки в поперечном направлении, а грани треугольных трубчатых элементов - в продольном направлении. При этом спиральные швы трубчатых элементов способствуют со- вместнрй работе стали и бетона, выполняя функцию, подобную функции периодического профиля арматуры, а бетонное ядро препятствует потере местной устойчивости трубчатых элементов и обладает повышен- ной прочностью за счет возникновения эффекта обоймы.
Пример осуществления способа.
Из труб диаметром 75 мм толщиной стенки б 1 были изготовлены протяжкой через валки треугольные трубчатые элементы со стороной грани 78 мм и отеерстиями диаметром 22 мм, согласно фиг. 2, которые с помощью точечной сварки соединяли в плиты размерами 1,,8 м. Плиты в монтаж- ном положении насаживали на арматуру
класса А-Ш диаметром 18 мм. С помощью домкрата выбиралась длина гибких затяжек (арматуры) и одновременно осуществлялся подъем части конструкции цилиндрической оболочки в проектное арочное положение. После закрепления арматуры аналогично собирался следующий монтажный блок, который состыковывался с предыдущим с помощью торцового соединения.
По завершению монтажа всей конструкции цилиндрической оболочки по длине здания и закрепления арматурных затяжек выполнялось бетонирование внутренних полостей оболочки бетоном класса В 30 с использованием бетононасосов.
В результате возросла прочность бетона в обойме и несущая способность трубо- бетонных элементов по сравнению с пустотелыми трубами и была снижена трудоемкость возведения оболочки.
Формула изобретения
Способ возведения сводчатой конструкции, включающий сборку плит с пустотами на гибких затяжках в монтажные блоки, приведение их в проектное арочное положение, закрепление затяжек и стыкование блоков вдоль оси свода, отличающийся тем, что. с целью повышения жесткости и несущей способности конструкции и упрощения возведения, плиты образуют из трубчатых элементов треугольного сечения, которые в блоке располагают поперек пролета свода, а стенках предварительно выполняют отверстия для затяжек, а после стыкования блоков производят заполнение пустот плит бетоном с помощью бетононасосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ В СТЫКАХ ТРУБЧАТОЙ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ | 1934 |
|
SU46688A1 |
| СБОРНОЕ ЖЕЛЕЗОБЕТОННОЕ СВОДЧАТОЕ ПОКРЫТИЕ | 2005 |
|
RU2298069C1 |
| Железобетонный свод, собираемый из заранее изготовляемых плит | 1957 |
|
SU116298A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2005 |
|
RU2280121C1 |
| Покрытие сводчатой формы и способ его возведения | 1986 |
|
SU1413211A1 |
| Способ крепления выемочных выработок | 1991 |
|
SU1796024A3 |
| КОМПОЗИТНЫЙ НЕСУЩИЙ БЛОК И МОНТАЖНОЕ СОЕДИНЕНИЕ НЕСУЩИХ БЛОКОВ СБОРНОЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2519021C2 |
| Покрытие здания | 1989 |
|
SU1680897A1 |
| Одноэтажное рамно-панельное здание | 1989 |
|
SU1673702A1 |
| Конструкция усиления железобетонной многопустотной плиты перекрытия | 2015 |
|
RU2610951C1 |
Использование: для изготовления трехслойных сборных оболочек. Техническая сущность: в треугольных трубчатых тонкостенных элементах (3) пробивают отверстия с заданным шагом, после чего собирают их в пустотные плиты (П) при помощи сварки Собранные П насаживают на закрепленные в монтажном положении гибкие затяжки (ГЗ), представляющие собой арматуру млн стальные канаты. Далее аналогично собирают остальные части конструкции. Затем производят заполнение трубчатых Э и пустот П легких бетоном, После отверждения конструкции ГЗ воспринимают усилия от внешней нагрузки в поперечном направлении, а грани треугольных трубчатых Э- в продольном направлении,2 ил
лбло/нениё
1
Положение
при нонлюже
фаг.1
| Способ изготовления трехслойной конструкции с гофрированным заполнителем | 1985 |
|
SU1325150A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Сборно-разборное сводчатое сооружение | 1984 |
|
SU1308725A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
