Изобретение относится к строителству и предназначено для изготовления многослойных, преимущественно трехслойных, панелей, используемых в различных областях строительства, а также в авиа- и судостроении.
Целью изобретения является упрощение технологии изготовлен ш путем создания давления, необходит-ioro для прессования конструкции, гофрами заполнителя и повьш ение прочности.
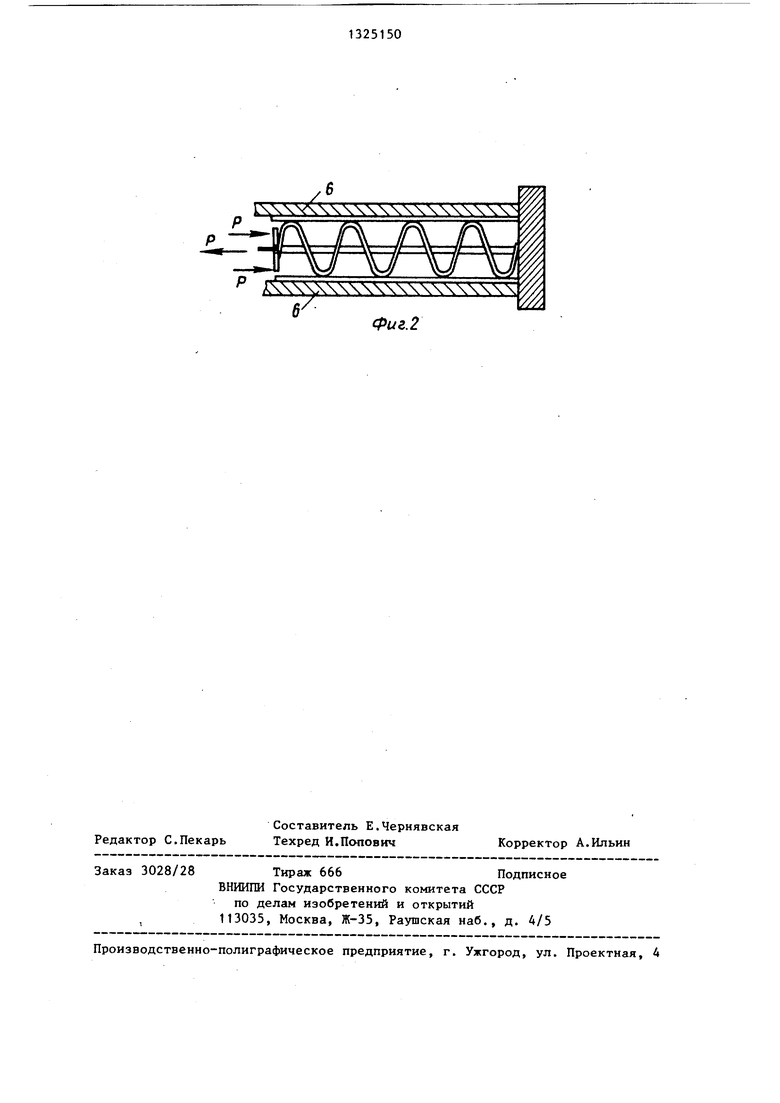
На фиг. 1 изображен фрагмент конструкции, изготовленной согласно предлагаемому способу, аксонометрия; на фиг. 2 - схема изготовления конструкции (давление, необходимое для прессования конструкции, создается гофрами заполнителя).
Способ изготовления трехслойной конструкции с гофрированным заполнителем осуществляют следующим оБра- зом.
в плоском упругом листе 1 пробивают отверстия 2 с заданным marcfM, через которые пропускают гибкую затяжку 3, Па гибкую затяжку 3 надевают составные распорные элементы А, например, в виде бус, устанавливаемые через каждую пару соседних отверстий На листы 1 заполнителя наносят параллельные полосы адгезионного материала по обеим сторонам листа в местах образования вершин гофров, после чего лист укладьгаают между двумя обшивками 5 (фиг. 1). Возможно изготовление заполнителя из отдельных упругих полос с отверстиями в кромках. Собранные таким образом пакеты устанавливают между двумя неподвиж- ньми формующими пластинами 6, расстояние между которыми равно высоте изготавливаемой конструкции. С помощью натяжного устройства выбирается длина гибкой затяжки 3, которая затягивается до упора вершин образующихся гофр в обшивки 5,а распорных элементов 4 в складки гофров. Распорные элементы 4 необходимы для образования равномерных гофр.
При работе конструкции в зоне действия незначительных сжимающих нагрузок для уменьшения веса конструкции возможно удаление распорных элементов 4 после отверждения конструкции, для чего распорный элемент 4 выполнен составным, например, в виде бус, который при удалении гибкой за- тязкки 3 высыпается самостоятельно. Далее прессуемое изделие в виде пакета из обшивок и заполнителя, помещенное между двумя неподвижными пластинами 6, отверждают,, Пример. Изготовляют фрагмент трехслойной конструкции с гофрированным заполнителем размером 1000 It 1000-30 мм. Гофрированный заполнитель представляет собой упругие листы, выполненные из стеклопластика
на основе ткани Т-10, пропитанной связующим ЭФ 32-301-16. Через отверстия в листе, пропускают гибкие затяжки из капронового шнура с распорными элементами, изготовленными из пенопласта. На листы заполнителя наносят параллельные полосы клея горячего отверждения УТ1-5 в местах образования вершин гофр. Далее прессуемое изделие в виде пакета из обшиков и
заполнителя, помещенное между двумя неподвижными пластинами, отверждают при t 160 ±5°С.
25
Формула изобретения
5
1. Способ изготовления трехслойной конструкции с Гофрированным заполнителем, включающий нанесение на упругий лист заполнителя параллельных полос адгезионного материала по обеим сторонам листа в местах образования вершин гофров, укладку листа между двумя обшивками, установку полученного пакета между формующими пластинами, расстояние между которыми равно высоте изготавливаемой конструкции, разведение обшивок с одновременной трансформацией плоского упругого листа заполнителя в гофрированный до прижатия обшивок к формующим пластинам и отверждение, отличающийся тем, что, с целью упрощения технологии изготовления путем создания давления, необr ходимого для прессования конструкции, гофрами заполнителя и повышения прочности, разведение обшивок осуществляют посредством трансформации плоского листа в гофрированный путем
стягивания листа предварительно пропущенными через отверстия в нем гибкими затяжками с насаженшз1ми на них распорными элементами до упора в распорные элементы.
г 2. Способ по п. 1, отличающийся тем, что после отверждения конструкции гибкие затяжки и распорные элементы извлекают из конструкции.
:/:
Редактор С.Пекарь
Составитель Е.Чернявская Техред И.Попович
Заказ 3028/28 Тираж 666Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2
Корректор А.Ильин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2029835C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| Способ изготовления трехслойных конструкций | 1980 |
|
SU992693A1 |
| Ячеистая панель | 1991 |
|
SU1791583A1 |
| Многослойная панель | 1980 |
|
SU968245A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
Изобретение предназначено для изготовления многослойных, преимущественно трехслойных, панелей. Цель изобретения - упрощение технологии изготовления за счет создания давления, необходимого для прессования конструкции, гофрами заполнителя и повьшение прочности. Способ изготовления трехслойных конструкций с гофрированным заполнителем состоит в нанесении на плоский упругий лист 1 заполнителя перед трансформацией параллельньк полос адгезионного материала с обеих сторон листа в местах образования вершин гофров,после чего лист укладывают между двумя обшивками 5 и полученные пакеты - между формующими пластинами. Затем лист 1 трансформируют в гофрированный путем стягивания через выполненные в нем отверстия гибкитс затяжек 3 с насаженными на них распорными элементами 4 до упора в распорные элементы. Затем конструкцию отверждают. 1 з.п. ф-лы. 2 ил.- с 9 сл СП ел
| Способ изготовления трехслойных конструкций | 1973 |
|
SU977638A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
