Изобретение относится к измерительной технике, а именно к устройствам контроля режущего инструмента типа метчиков при заточке.
Известны устройства - штангенинстру- менты, содержащие корпус-рамку с базовой поверхностью и штангу с измерительной губкой, а также отсчетный механизм.
Однако с помощью известных устройств при контроле метчиков невозможно точно определить размер, определяющий длину режущего конуса, и установить форму последнего режущего профиля для принятия решения о дополнительной заточке с целью получения профиля предпочтительной формы..
Целью изобретения является повышение точности контроля заточки лезвия последнего режущего профиля метчика.
Наличие опорной, прозрачной пластины для установки устройства на переднюю поверхность контролируемого мётчика и сменной базовой губки в виде плоского резьбо- вого шаблона, ориентирующей устройство на резьбовой нитке метчика, позволяет установить положение передней поверхности мётчика относительно начала резьбовой нитки на торце инструмента и вид последнего режущего профиля метчика и принять решение о необходимости дальнейшей заточки.
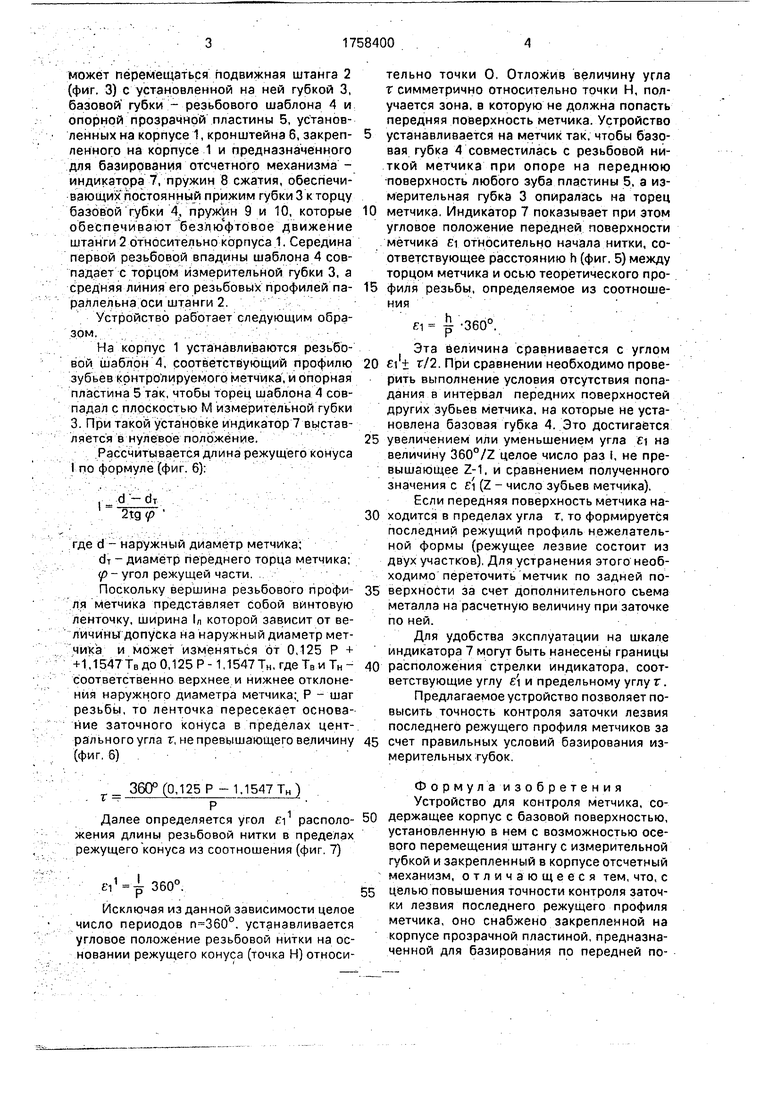
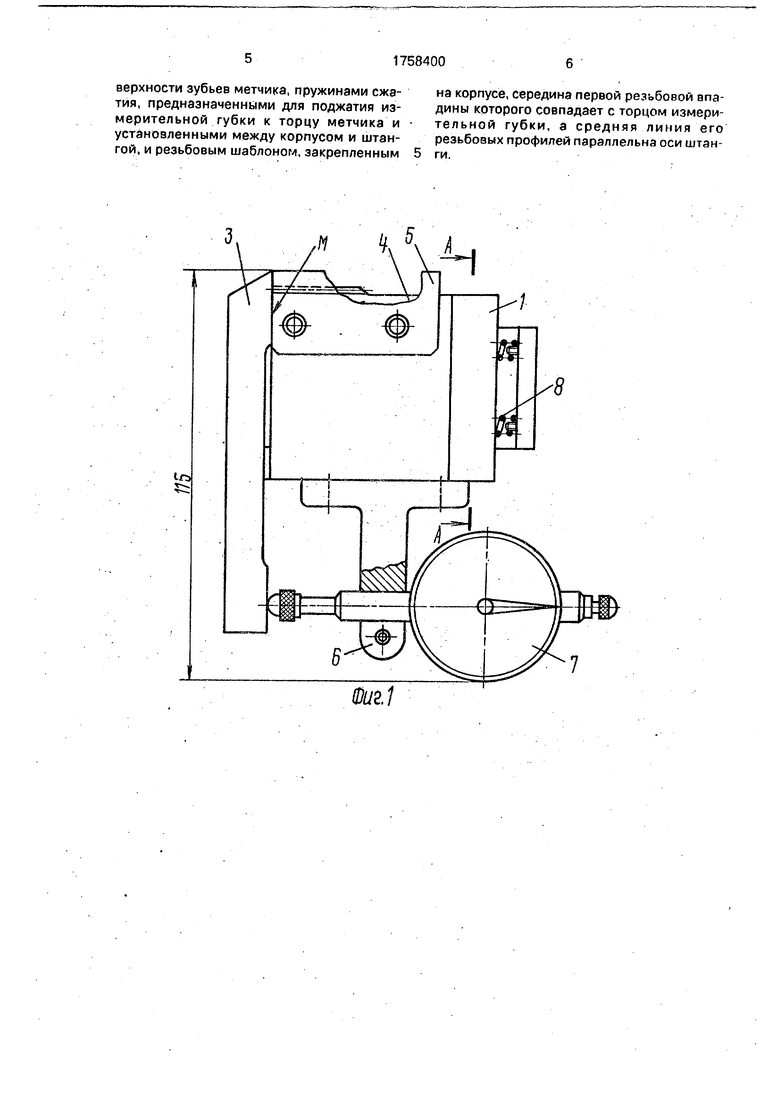
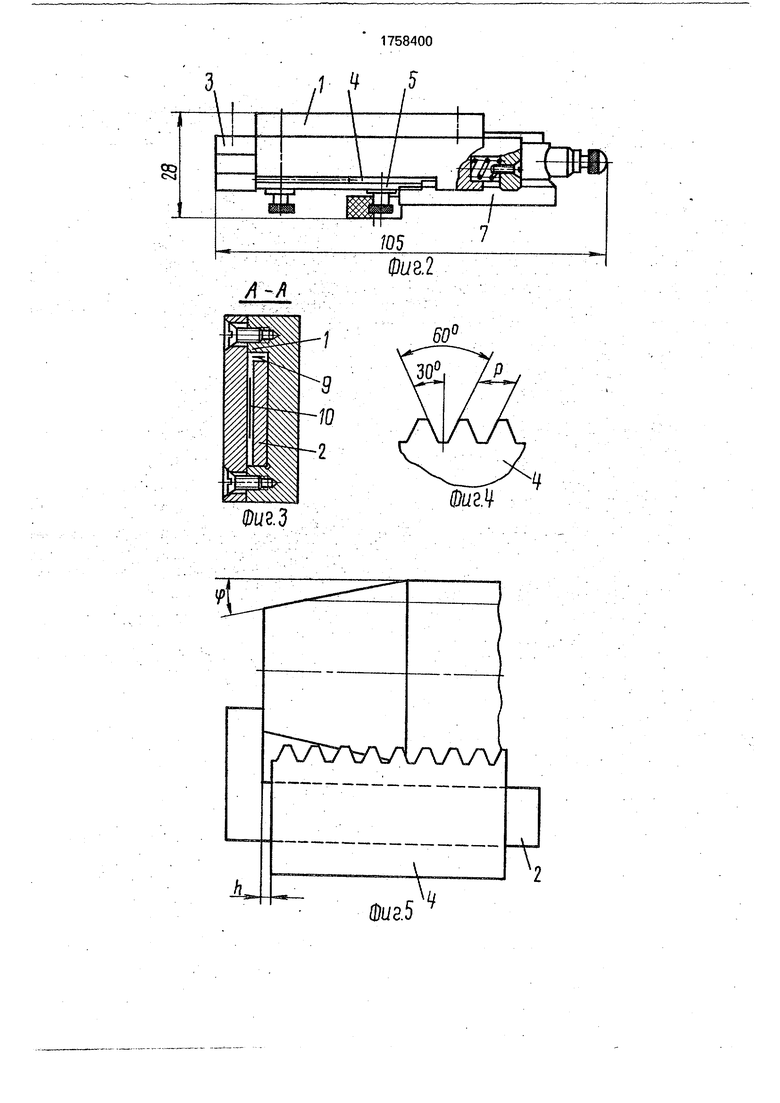
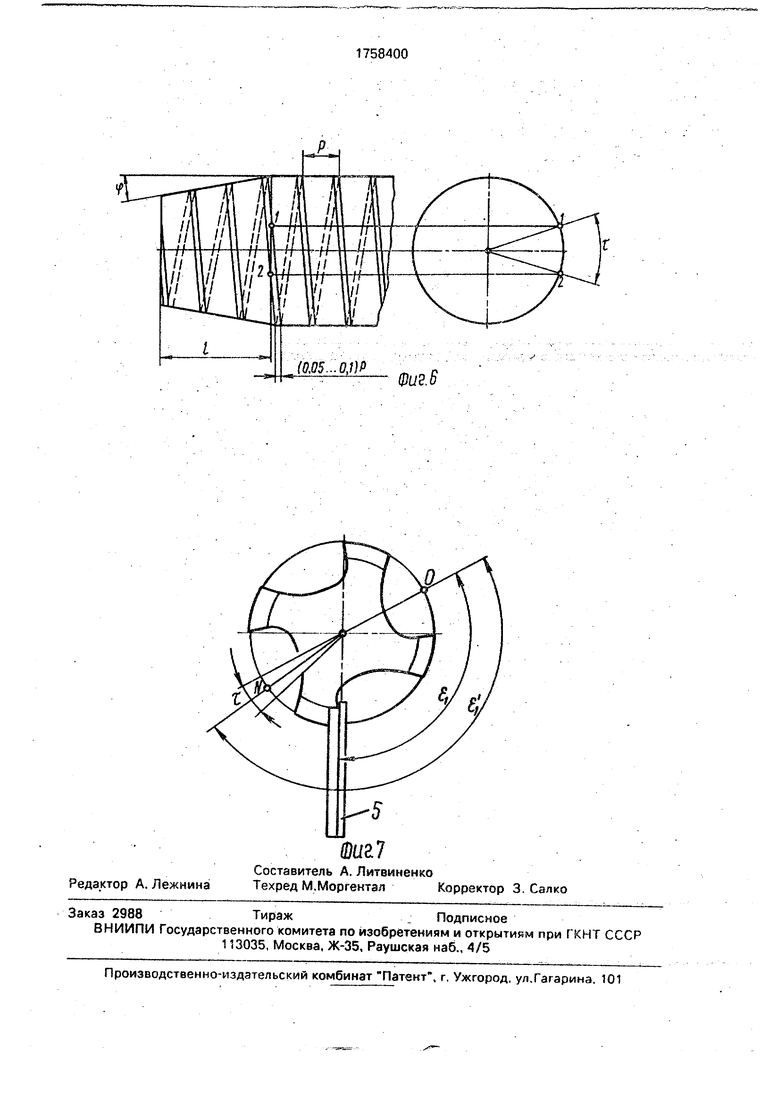
На фиг, 1 представлено предлагаемое устройство, общий вид; на фиг. 2 -то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - профиль резьбового шаблона устройства; на фиг. 5 - расположение устройства при измерении; на фиг. 6 - расчетная схема определения допустимых значений контролируемых параметров; на фиг, 7 - схема измерений метчика.
Устройство для контроля метчика состоит из корпуса-рамки 1 (фиг. 1), в котором
СП
оо
о о
может перемещаться подвижная штанга 2 (фиг. 3) с установленной на ней губкой 3, базовой губки - резьбового шаблона 4 и опорной прозрачной пластины 5, установленных на корпусе 1, кронштейна б, закрепленного на корпусе 1 и предназначенного для базирования отсчетного механизма - индикатора 7, пружин 8 сжатия, обеспечивающих постоянный прижим губки 3 к торцу базовой губки 4, пружин 9 и 10, которые обеспечивают безлюфтовое движение штанги 2 относительно корпуса 1. Середина первой резьбовой впадины шаблона 4 совпадает с торцом измерительной губки 3, а средняя линия его резьбовых профилей параллельна оси штанги 2.
Устройство работает следующим образом.
На корпус 1 устанавливаются резьбовой шаблон 4, соответствующий профилю зубьев контролируемого метчика, и опорная пластина 5 так, чтобы торец шаблона 4 совпадал с плоскостью М измерительной губки 3. При такой установке индикатор 7 выставляется в нулевое положение.
Рассчитывается длина режущего конуса I по формуле (фиг. 6):
d - dT
где d - наружный диаметр метчика;
dT - диаметр переднего торца метчика;
(р-yron режущей части.
Поскольку вершина резьбового профиля метчика представляет собой винтовую ленточку, ширина 1л которой зависит от величины допуска на наружный диаметр метчика и может изменяться от 0,125 Р + +1,1547 Тв до 0,125 Р-1,1547ТН, гдеТвиТн- соответственно верхнее и нижнее отклонения наружного диаметра метчика;, Р - шаг резьбы, то ленточка пересекает основание заточного конуса в пределах центрального угла г, не превышающего величину (фиг. б)
тельно точки О. Отложив величину угла т симметрично относительно точки Н, получается зона, в которую не должна попасть передняя поверхность метчика. Устройство
устанавливается на метчик так, чтобы базовая губка 4 совместилась с резьбовой ниткой метчика при опоре на переднюю поверхность любого зуба пластины 5, а измерительная губка 3 опиралась на торец
метчика. Индикатор 7 показывает при этом угловое положение передней поверхности метчика Ј1 относительно начала нитки, соответствующее расстоянию h (фиг. 5) между торцом метчика и осью теоретического профиля резьбы, определяемое из соотношения
Ј1 Ј 360°.
Эта величина сравнивается с углом Јi ± г/2. При сравнении необходимо проверить выполнение условия отсутствия попадания в интервал передних поверхностей других зубьев метчика, на которые не установлена базовая губка 4. Это достигается увеличением или уменьшением угла Јi на величину 360°/Z целое число раз i, не превышающее Z-1. и сравнением полученного значения с Јi (Z - число зубьев метчика).
Если передняя поверхность метчика на- 0 ходится в пределах угла г, то формируется последний режущий профиль нежелательной формы (режущее лезвие состоит из двух участков), Для устранения этого необходимо переточить метчик по задней по- 5 верхности за счет дополнительного сьема металла на расчетную величину при заточке по ней.
Для удобства эксплуатации на шкале индикатора 7 могут быть нанесены границы 0 расположения стрелки индикатора, соответствующие углу Јi и предельному углу т. Предлагаемое устройство позволяет повысить точность контроля заточки лезвия последнего режущего профиля метчиков за счет правильных условий базирования измерительных губок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки метчика | 1985 |
|
SU1245419A1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик для нарезания глухих резьб | 1989 |
|
SU1815035A1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ УГЛОВ ФРЕЗ, РАЗВЕРТОК И ТОМУ ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1935 |
|
SU49267A1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
Изобретение относится к измерительной технике, а именно к устройствам контроля режущего инструмента типа метчиков при заточке. Цель изобретения - повышение точности контроля заточки лезвия последнего режущего профиля метчика. На корпусе устройства со штангой установлены резьбовой шаблон и прозрачная опорная пластина. При измерениях шаблон базируется по зубьям метчика, а измерительная губка штанга - по торцу мётчика. По показаниям индикатора определяют попадание последнего режущего профиля метчика в пределы угла, характеризующего пересечение ленточкой метчика основания заточного конуса.- ил.
360° (0,125 Р -1.1547Тн)
Р
Далее определяется угол п располо- жения длины резьбовой нитки в пределах режущего конуса из соотношения (фиг. 7)
360°.
Исключая из данной зависимости целое число периодов , устанавливается угловое положение резьбовой нитки на основании режущего конуса (точка Н) относи
Формула изобретения Устройство для контроля метчика, содержащее корпус с базовой поверхностью, установленную в нем с возможностью осевого перемещения штангу с измерительной губкой и закрепленный в корпусе отсчетный механизм, отличающееся тем, что, с целью повышения точности контроля заточки лезвия последнего режущего профиля метчика, оно снабжено закрепленной на корпусе прозрачной пластиной, предназначенной для базирования по передней поверхности зубьев метчика, пружинами сжатия, предназначенными для поджатия измерительной губки к торцу метчика и установленными между корпусом и штангой, и резьбовым шаблоногл, закрепленным
на корпусе, середина первой резьбовой впадины которого совпадает с торцом измерительной губки, а средняя линия его резьбовых профилей параллельна оси штанги.
to./
А -Л
Фм.З
Фиг.2
Фиг.4l/wv
t
Шиг5
Ч
ФМ.6
| Точность и производственный контроль в машиностроении | |||
| / Справочник под ред | |||
| А.КЖутая, Б.М.Сорочкина | |||
| Л.: Машиностроение, 1983, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Там же, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
