Изобретение относится к порошковой металлургии и может быть использовано при изготовлении алмазно-абразивного инструмента.
Известно устройство для прессования порошкообразных материалов, содержащее расходный бункер, лоток, транспортер, вибросито и загрузочную камеру, представляющую собой кольцевую полость, в дне которой выполнены емкости для загрузки порошка. Порошок из бункера попадает в кольцевую полость и заполняет емкости на ее дне, после чего подвергается прессованию. Устройство позволяет повысить надежность, точность дозирования комкующегося порошка благодаря тому, что транспортер и сито направляют дополнительную порошковую смесь в полость емкостей до их полного заполнения порошком.
При вращении пресс-форма имеет радиальное биение, которое может .достигать значительной величины, особенно когда устройство было в использовании длительное время. Алмазные круги имеют узкий кольцевой слой от 2 мм и выше. Соответственно и пресс-форма имеет такой же узкий паз, куда должен попасть порошкообразный материал, например алмазная шихта. При изготовлении алмазного инструмента на заявляемом устройстве предусматривается загрузка пресс-формы предварительно отвешенной порции-навески шихты либо компонентов шихты. Поэтому даже небольшие биения пресс-формы приводят к тому, что шихта неполностью попадает в полость пресс-формы, нарушается равномерность, объем и вес заполняющего полость материала и это все отражается на стабильности свойств инструмента, т.е. на его качестве.
-4 01 Ю СЛ
Ш
Цепью изобретения является повышение качества изделий за счет увеличения планомерности заполнения порошкообразным материалом кольцевой полости пресс- формы.
Для этого устройство для прессования изделий мз порошкообразных материалов преимущественно кольцевой формы, содержащее пресс-форму с полостью для порошка, стол для размещения пресс-формы, привод его вращения и приспособление для заполнения пресс-формы в виде расходного бункера и лотка для подачи порошка, расположенного над полостью пресс-формы, дополнительно снабжено ориентирующим приспособлением в виде воронки, расположенной между выходом лотка и полостью и жестко соединенного с ней Г-образного следящего щупа, установленного в полости пресс-формы и подпружиненного снаружи с возможностью перемещений вместе с воронкой.
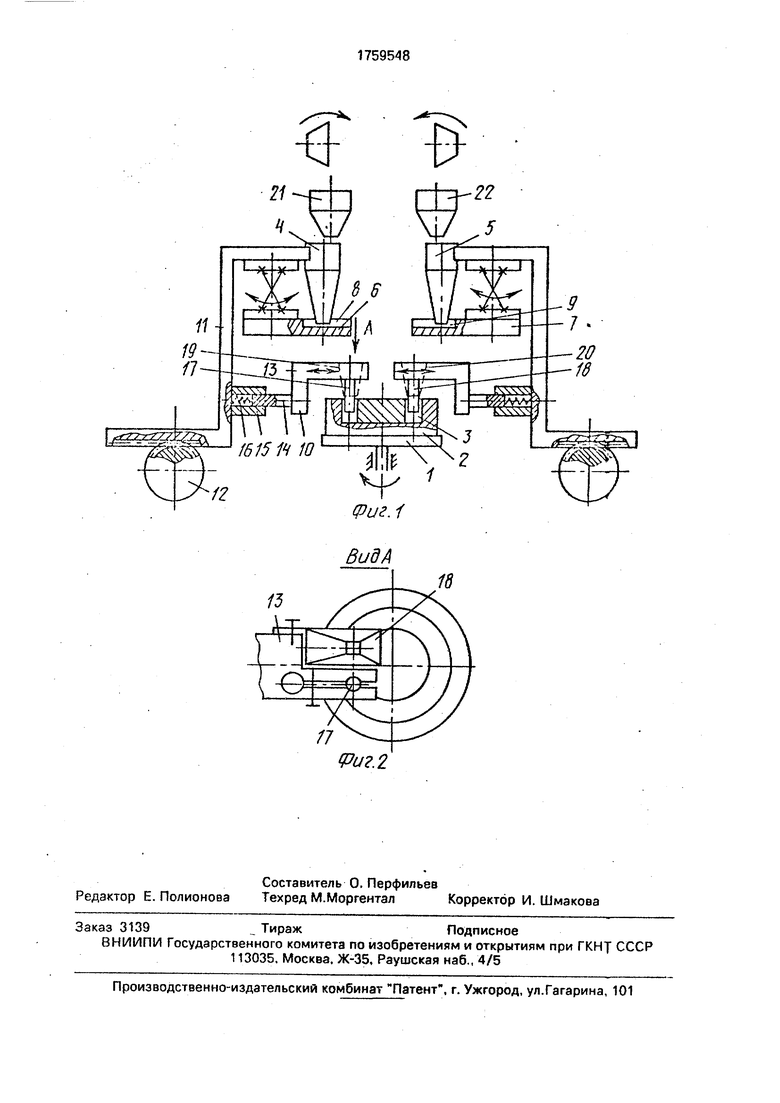
На фиг.1 изображено предлагаемое устройство: на фиг.2 - вид А на фиг.1.
Устройство состоит из стола 1, имеющего возможность вращательного движения, на котором устанавливается пресс-форма 2 с кольцевой полостью 3 для заполнения.ее абразивной массой, состоящей из связки и алмазно-абразивных зерен. Устройство также содержит расходные бункера А и 5, вибролотки 6 и 7 с канавками 8 и 9 для раздельного перемещения компонентов массы и ориентирующее приспособление 10.
Ориентирующее приспособление, вибролоток и расходный бункер связаны общей стойкой 11, которая имеет привод 12 прямолинейного перемещения (колесо-рейка) для возможности переналаживания устройства на другой размер кольцевого паза пресс- форм. Ориентирующее приспособление выполнено в виде Г-образного следящего щупа, содержащего Г-образную державку 13, имеюа ую шток 14, входящий во втулку 15. закрепленную на стойке 11. Шток 14 подпружинен пружиной 16, дающей возможность штоку перемещаться по оси совместно с державкой 13.
На верхней полочке Г-образной державки жестко закреплены пальцы 17 и 18, входящие в полость пресс-формы, и воронки 19 и 20, выходные отверстия которых расположены над полостью пресс-формы, а входные полости - под выходом лотка.
Устройство работает следующим образом.
Предварительно отвешенные на весах, встроенных в устройство, навески компонентов массы - связки и алмазов поступают через бункеры 21 (алмазы) и 22 (связка) в расходные бункера 4 и 5. Из расходных бункеров компоненты массы поступают в пазы
8 и 9 на вибролотках 6 и 7 и далее через воронки 19 и 20 компоненты массы попадают в полость пресс-формы, наслаиваются друг на друга при вращении пресс-формы, образуя алмазоносное кольцо с равномерно
0 распределенными по объему компонентами. При вращении пресс-форма имеет радиальное биение. Входящие в полость пресс-формы пальцы 17 и 18 ориентирующего приспособления благодаря тому, что
5 державки, в которых закреплены пальцы, подпружинены, имеют возможность осевого перемещения и поэтому отслеживают движение полости пресс-формы. Так как воронки 19 и 20 жестко закреплены на держзв0 ке, то они вместе с пальцами также отслеживают движение пресс-сЬоомы. т.е. воронки нижним концом всегда находятся над полостью пресс-формы, обеспечивая точное попадание порошкообразных компонентов в
5 полость пресс-формы, независимо от точности исполнения самого устройства и пресс- -формы и устройства в целом.
Таким образом, устройство повышает точность, стабильность и равномерность за0 полнения материалом кольцевой полости пресс-формы, следовательно равномерность распределения шихты в объеме пресс-формы, а в результате повышается качество алмазного инструмента, изготзв5 ливаемого с помощью этого устройства.
Формула изобретения Устройство для прессования изделий из порошковых материалов преимущественно
0 кольцевой формы, содержащее пресс-форму с полостью для порошка, стол для размещения пресс-формы, привод его вращения и приспособление для заполнения пресс- формы в виде расходного бункера и лотка
5 для подачи порошка, расположенного над полостью пресс-формы, отличающееся тем, что, с целью повышения качества изделий за счет увеличения равномерности заполнения пресс-формы, оно снабжено
0 ориентирующим загрузочным приспособлением, расположенным между выходом лотка и полостью пресс-Формы и выполненным в виде воронки и щупа, жестко закрепленных на одном плече Г-образной державки,
5 при этом другое плечо державки подпружинено для обеспечения одновременного радиального перемещения щупа с воронкой, а щуп расположен в полости пресс-формы для слежения за ее перемещением.
#
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смешения и заполнения пресс-формы абразивной массой | 1990 |
|
SU1759618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2309816C2 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Металлическая связка на основе железа для алмазного инструмента | 1989 |
|
SU1689053A1 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| Способ изготовления алмазного инструмента | 1989 |
|
SU1662820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1991 |
|
RU2008188C1 |
| Способ изготовления алмазного инструмента | 1990 |
|
SU1738629A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
Изобретение относится к порошковой металлургии. Навески компонентов порошковой массы - алмазов и связки поступают соответственно через бункеры в расходные бункеры и из них в пазы на вибролот- кзх, а далее через воронки - в полость пресс-формы, наслаиваются друг на друга при вращении пресс-формы, образуя алмазоносное кольцо. Входящие в полость пресс-формы пальцы Г-образного следящего щупа ориентирующего приспособления за счет лодпружинивания щупа имеют возможность радиальных перемещений и отслеживают вместе с воронками движения полости пресс-формы, обеспечивая точное попадание порошка в полость. 2 ил.
1Ъ
Риг. 2
Фиг.1
ВидА
| Дозирующее устройство для прессования порошка | 1975 |
|
SU730469A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
