Изобретение относится к металлургии, а именно к комплексной термической обработке инструмента сборного, паяного, клее- носборного, в частности к медицинскому стоматологическому инструменту типа игольчатых зондов, и может найти применение также в приборостроении и электротехнике для изготовления слесарного сборного инструмента.
Цель - повышение ударной вязкости рабочей части, коррозионной стойкости и технологичности инструмента за счет увеличения срока службы и сокращения времени его очистки в процессе эксплуатации. Предусматривается также повышение ресурса работы и надежности соединения рабочей части с корпусом-державкой.
Способ включает изготовление рабочей части из пружинной нержавеющей стали ВО
с последующей алмазной заточкой, выглаживанием, гибкой и вакуумным отпуском при 420-430иС в течение 5-15 минут, а корпуса- державки из титанового сплава ВТ 1-0 с нарезкой резьбы и нанесением продольных канавок глубиной 0,3-0,5 мм и обработку зоны резьбы ионно-плазменным методом при температуре 720-740°С в течение 5- 10с. При этом после каждой переточки рабочей части инструмента предусматривается ионно-плазменный отпуск в течение 10-15 с и нанесение на хвостовик рабочей части герметика АН-7 при сборке инструмента.
Сущность предложенной технологии изготовления и обработки в следующем:
высокопрочная нержавеющая пружинная проволока ВО, заточенная и полированная до класса чистоты поверхности Ra 0,25 мкм, при вакуумном отпуске при 420430°С в течение 5-15 мин сохраняет оптимальное сочетание прочности и вязкости, имеет максимальные упругие и коррозионные свойства, что позволяет существенно повысить эксплуатационные характеристики рабочей части инструмента;
титановый сплав ВТ 1-0 для изготовления корпуса-державки высоко технологичен, хорошо обрабатывается резанием, обеспечивает высокую коррозионную стойкость без дополнительного покрытия и в упрочненном ионноплазменным способом в зоне резьбовой части при 720-740°С в течение 5-10 с сохраняет повышенную контактную прочность и антифрикционные свойства резьбы. Державки при этом имеют меньший, вес, удобны в работе, а продольные канавки 0,3-0,5 мм позволяют ускорить очистку поверхности от загрязнений, повышают полноту удаления жировых налетов при промывке и обезжиривании.
1 В результате достигается сокращение металлоемкости сборного инструмента в 2- 2,5;раза, сокращается трудоемкость изготовления за счет сокращения операций штамповки, гальванического хромирования, запрессовки в 1,5-2 раза, исключается хрупкое разрушение рабочей части, достигается многократное использование рабочей части и корпуса-державки. Надежность крепления рабочей части обеспечивается резьбой и фиксацией с применением анаэробных герметиков типа АН-7.
При практическом осуществлении способа на медицинском инструменте-зондах зубных стоматологических штыковых, серповидных и отогнутых по ТУ 64-1-1238-78 использованы серийные материалы - проволока пружинная ВО по ГОСТ 17143-72 и титановый сплав ВТ 1-0 по ОСТ 1.90173-75.
Изобретение иллюстрируется примерами.
Пример. Зонды зубные стоматологические штыковидные изготовляли и обрабатывали по предложенному методу. Рабочую часть изготовляли из нержавеющей проволоки ВО-12Х18Н10Т по ТУ 3-1002- 77 с пределом прочности при растяжении 1780 МПа.
После механической обработки, гибки с формированием чистовых размеров, геометрии и чистоты поверхности Ra 0,16- 0,25 по ГОСТ 2789-73. Отпуск проводили в вакуумной печи СГВ-2.4/15И2 в вакууме 10- 3 мм рт. ст. при 420°С в течение 15 мин.
Корпус-державку из титанового сплава ВТ 1-0 обрабатывали с формированием резьбовой части для установки иглы шты- ковидной и с нанесением продольных канавок глубиной 0,5 мм. После обработки
резьбовой части ручки ионно-плазменным потоком ПХК в течение 10 секунд при температуре разогрева 720°С соединение рабочей части и державки проводили с
нанесением герметика АН-7,
Испытания показали, что в сравнении с зондом штыковидным по ТУ 64-1-1238-78, изготовленным Можайским заводом медицинских инструментов, с рабочей час0 тью из игольной проволоки ИЗКА-У10А по ГОСТ 5468-60 и ручкой из латуни Л-63 по ГОСТ 15527-70, хромированных гальванически, инструмент, изготовленный по предложенному способу, по всем параметрам
5 превосходит инструмент по прототипу.
Так, ударная вязкость рабочей части повышается втрое, коррозионная стойкость повышается на 2 балла, исключается выкрашивание и хрупкий излом иглы, ресурс ра0 боты достигает 3700 ч против 960 ч при изготовлении по стандартному способу. Прочностные характеристики повышаются на 210-290 Мпа. Кратность использования рабочей части достигает 6-7 крат державка имеет
5 практически неограниченное применение, а затраты на материал снижаются вдвое.
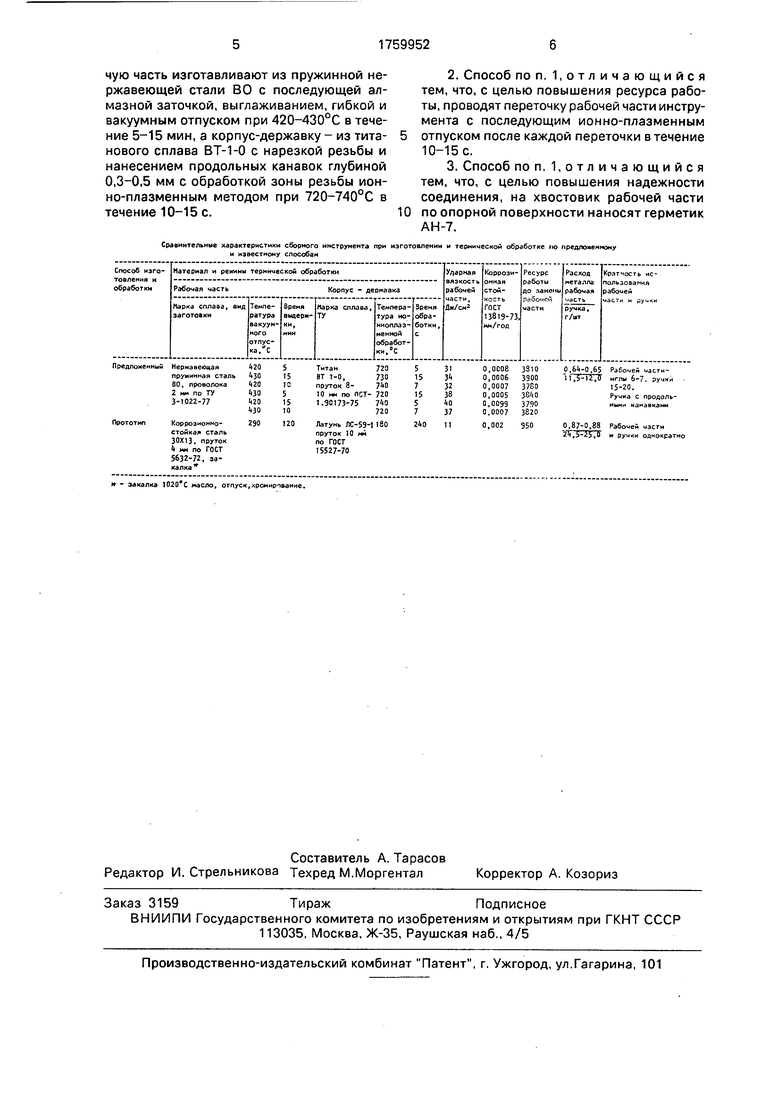
В таблице приведены сравнительные свойства зондов серповидных, изготовленных и обработанных по предложенному и
0 известному способу.
Клинические испытания зондов в МСЧ-2 Янтарь показали высокую надежность зондов, качество подготовки повысилось и упростилось удаление загрязнений с ручки
5 зонда, улучшилась комфортность работы облегченным инструментом, снизилась вероятность травмирования тканей при лечении.
Таким образом, предложенный способ
0 применим в медицинской промышленности, приборостроении и электронике для сборного монтажного инструмента, он высоко технологичен, прост в осуществлении и эффективен в применении, позволяет
5 экономить материал и трудоемкость в расчете на каждую единицу сборного инструмента..
Формула изобретения
1.Способ изготовления и обработки
0 сборного инструмента, преимущественно стоматологических зондов, прямых и фигурных, включающий механическое изготовление рабочей части и корпуса-державки с последующей термообработкой и их соеди5 нением, отличающийся тем, что, с целью повышения ударной вязкости рабочей части, коррозионной стойкости и технологичности инструмента за счет увеличения срока службы и сокращения времени его очистки в процессе эксплуатации, рабочую часть изготавливают из пружинной нержавеющей стали ВО с последующей алмазной заточкой, выглаживанием, гибкой и вакуумным отпуском при 420-430°С в течение 5-15 мин, а корпус-державку - из титанового сплава ВТ-1-0 с нарезкой резьбы и нанесением продольных канавок глубиной 0,3-0,5 мм с обработкой зоны резьбы ион- но-плазменным методом при 720-740°С в течение 10-15 с.
0
2.Способ по п. 1,отличающийся тем, что, с целью повышения ресурса работы, проводят переточку рабочей части инструмента с последующим ионно-плазменным отпуском после каждой переточки в течение 10-15 с.
3.Способ поп. 1,отличающийся тем, что, с целью повышения надежности соединения, на хвостовик рабочей части по опорной поверхности наносят герметик АН-7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки медицинского инструмента из титановых сплавов | 1990 |
|
SU1744148A1 |
| Способ изготовления деталей повышенной износостойкости запорного узла клиновой задвижки | 2021 |
|
RU2777828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО МЕДИЦИНСКОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2034046C1 |
| Способ создания микро- и нанорельефной биоинертной поверхности на имплантатах из титана и титановых сплавов | 2018 |
|
RU2679604C1 |
| Способ изготовления внутрикостного стоматологического имплантата | 2023 |
|
RU2804201C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2390578C2 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
Использование: в приборостроении, при сборке в электронике, а также в инструментальной промышленности. Сущность изобретения: рабочую часть инструмента изготавливают из пружинной нержавеющей стали ВО, проводят алмазную заточку, выглаживание, гибку и вакуумный отпуск при 420-430°С в течение 5-15 мин, а корпус-державку - из титанового сплава BT-l-G с нарезкой резьбы и нанесением продольных канавок глубиной 0,3-0,5 мм с обработкой зоны резьбы ионной плазмой при 720- 740°С в течение 5-10 с. Для повышения ресурса работы инструмента проводят переточку его рабочей части с плазменным отпуском после каждой переточки в течение 10-15 с, а при соединении рабочей части с ручкой-державкой на хвостовик рабочей части по опорной поверхности наносят герме- тик АН-7. Изготовление и обработка сборного медицинского инструмента по способу позволяет повысить ударную вязкость рабочей части, коррозионную стойкость и технологичность инструмента за счет увеличения срока службы и сокращения времени очистки в процессе эксплуатации. 1 табл. сл с
Сравнительные характеристики сборного инструмента при изготовлении и термической обработке по предложенному и известному способам
к - закалка масло, отпуск,/ромирование.
| Нефтяной конвертер | 1922 |
|
SU64A1 |
