Предлагаемое изобретение относится к области ортопедической стоматологии и может применяться в различных областях жизни человека, в том числе в области медицины при лечении заболеваний зубов, требующих замены зуба на протез.
Далее в тексте заявителем приведены термины, которые необходимы для облегчения однозначного понимания сущности заявленных материалов и исключения противоречий и/или спорных трактовок при выполнении экспертизы по существу.
Имплантат - в настоящем описании под имплантатом подразумевается только часть вставного зуба, вводимая в челюсть пациента. Абатмент и коронка не включено заявителем в данное определение.
Абатмент - надкостный элемент протезирования, надежно соединяющий коронку с имплантатом (https://abatmenty.ru/spravochnik/chto-takoe-abatment).
Адгезия - сцепление поверхностей разнородных твёрдых и/или жидких тел (https://ru.wikipedia.org/wiki/Адгезия). В настоящем описании заявителем под адгезией подразумевается сцепление поверхности имплантата и кости.
Электролит - вещество, проводящее электрический ток вследствие диссоциации на ионы, что происходит в растворах и расплавах, или движения ионов в кристаллических решётках твёрдых электролитов (https://ru.wikipedia.org/wiki/Электролит).
Контрэлектрод - в настоящем описании заявителем под контрэлектродом подразумевается электрод, имеющий заряд, противоположный заряду имплантата.
Конусность - отношение диаметра окружности основания конуса к его высоте для полных конусов или отношение разности диаметров двух торцевых поперечных сечений конуса к расстоянию между ними для усеченных конусов (https://ru.wikipedia.org/wiki/Конусность ).
Повышение адгезии имплантатов к костной ткани имеет существенное значение для качества имплантации. Из исследованного уровня техники выявлены следующие технологии увеличения адгезии (https://dzen.ru/media/smile_at_once/poverhnosti-zubnyh-implantov-v-chem-raznica-61403a0d7cfd0b1910116f83 ):
- пескоструйная обработка;
- химическое травление;
- электролитическая обработка (анодирование).
Сущностью пескоструйной обработки является обработка поверхности потоком воздуха с добавлением абразивных элементов в виде частиц песка, керамики, гидроксиапатита или титана. В результате соударения частиц и поверхности имплантата происходит либо вдавливание абразива в поверхность, либо образование микросколов.
Недостатками пескоструйной обработки являются:
- недостаточная адгезия (в сравнении с другими методами);
- попадание частиц абразива в организм (так как невозможно выполнить идеальную постобработку и убрать все вдавленные частицы с поверхности).
Сущностью химического травления является погружение имплантата в сильную кислоту (обычно соляную или серную). В результате, так как химическая реакция растворения проходит неравномерно, то на поверхности образуется неровная поверхность.
Недостатками данного способа являются:
- данный способ небезопасен для сотрудников (так как используются сильные кислоты);
- невозможность проведения при комнатной температуре (кислотное травление рекомендуется проводить при нагреве; также это дополнительно повышает угрозу для персонала).
Сущностью электролитической обработки (анодирования) является получение на поверхности имплантата пористой оксидной плёнки. Для анодирования к имплантату прикладывают положительное напряжение, к контрэлектроду (обычно в его роли используют саму электролитическую ванну) отрицательное и между ними должен быть электролит. В результате воздействия на электролит электрического тока выделяется кислород и электроны, которые воздействуют на титан и вызывают образование неровностей и оксидной плёнки на нём. Так как плёнка пористая, то она обладает высокой адгезией с костной тканью.
Недостатком анодирования является использование сильных кислот в качестве электролитов, что небезопасно для сотрудников.
Все вышеперечисленные методы увеличения адгезии необходимы для успешной остеоинтеграции. Суть процесса остеоинтеграции сводится к тому, что человеческий организм не воспринимает имплантат как инородное тело и костная ткань обрастает вокруг имплантата, тем самым ещё прочнее закрепляя его в кости. Для успешной остеоинтеграции необходимо выбрать подходящий материал, а также максимально увеличить площадь контакта кости и имплантата. Именно для этой цели и служит образование неровностей на поверхности имплантата, или, другими словами, повышение адгезии имплантата и кости. (Иванов П.В. и др. Современные представления об остеоинтеграции дентальных имплантатов. Известия Высших учебных заведений. Поволжский регион (2018)).
При изготовлении внутрикостной части стоматологического имплантата особенно важны следующие требования к качеству изделий:
- высокий показатель адгезии имплантата и костной ткани;
- простота процедуры изготовления имплантата;
- безопасность процесса изготовления для сотрудников.
Выявленные заявителем из исследованного уровня техники способы не решают эти проблемы в полной мере.
Из исследованного уровня техники выявлено изобретение по патенту EP3117795A1 «Зубной имплантат с прогрессивной резьбой» «Dental implant with progressive thread». Сущностью является способ изготовления зубного имплантата, имеющего апикальный конец и коронарный конец, включающий: получение исходного материала цилиндрической или конической формы; нанесение по меньшей мере одного первого контура разреза для установки нижнего предела глубины, которая увеличивается от коронарного конца к апикальному концу; и нанесение по меньшей мере одной траектории разреза вдоль, по крайней мере, части первой траектории разреза, чтобы установить верхний и нижний предел глубины.
Таким образом, известное техническое решение представляет собой способ изготовления зубного имплантата в виде цилиндра или конуса, имеющего первичную и вторичную резьбы, перекрывающие друг друга.
Недостатком известного технического решения является недостаточная адгезия, которая осуществляется только за счёт увеличения площади поверхности перекрывающихся резьб.
Из исследованного уровня техники выявлено изобретение по патенту RU 2597750 «Способ изготовления внутрикостных стоматологических имплантатов с биоактивным покрытием». Сущностью заявленного изобретения является способ изготовления внутрикостного стоматологического имплантата, заключающийся в предварительной подготовке поверхности основы имплантата, изготовленного из титана, включающей механическую обработку титановой основы, с последующей механической полировкой, очисткой поверхности и химическим обезжириванием, отличающийся тем, что после обезжиривания полированную поверхность титановой основы сначала обрабатывают пучком ионов гелия с имплантацией ионов гелия в титановую основу и формированием пористой структуры на поверхности имплантата, затем поверхность имплантата со сформированной пористой структурой обрабатывают в вакуумной среде углекислого газа (СO2) пучком ионов инертного газа аргона с имплантацией ионов аргона (Ar+) в сформированную пористую структуру титана с образованием углеродной алмазоподобной беспористой пленки, при этом имплантацию ионов гелия проводят с энергией 100-200 кэВ и дозой 6⋅1017-6⋅1018 ион/см2, а имплантацию ионов аргона проводят с энергией 40-130 кэВ и дозой облучения 1,25⋅1016-3,1⋅1016 ион/см2.
Таким образом, известное техническое решение представляет собой способ изготовления внутрикостного стоматологического имплантата путём обработки титановой поверхности ионами гелия и затем ионами аргона с целью внедрения в титан ионов гелия и с целью образования пористой структуры.
Недостатками данного технического решения являются:
- малая глубина адгезии, так как поток ионов He+ имеет малую проникающую способность;
- необходимость использования вакуумного оборудования, ионизатора и разгонных устройств, что увеличивает сложность изготовления;
- недостаточная адгезия из-за образования алмазоподобной плёнки.
Из исследованного уровня техники выявлено изобретение по патенту RU 2185125 «Стоматологический остеоинтегрируемый имплантат с повышенными биоинертными свойствами». Сущностью является стоматологический остеоинтегрируемый имплантат, содержащий внекостную и внутрикостную части, выполненные из металлической основы с покрытием на внутрикостной части, отличающийся тем, что металлическая основа выполнена из упрочненного сплава титана марки ВТ 1-0, а покрытие выполнено из иодидного циркония с толщиной слоя 5-20 мкм.
Таким образом, известное техническое решение представляет собой способ изготовления имплантата, состоящего из внекостной и внутрикостной частей; причём внутрикостная ткань имеет покрытие из иодидного циркония для улучшения остеоинтеграции.
Недостатками известного технического решения являются:
- недостаточное обоснование остеоинтеграции - если имплантат будет иметь слои с разными свойствами, то остеоинтеграция будет происходить только с внешним слоем, который не является коррозиостойким;
- наличие йода в биоразлагаемом имплантате может привести к попаданию йода в организм, передозировке и отравлению йодом;
- йодид циркония растворим в воде, а также относится к группе стабильности 2 (вещество нестабильно при нагреве и бурно реагирует с водой), из-за чего такие имплантаты имеют ограничения по стерилизации.
Из исследованного уровня техники выявлено изобретение по патенту JP2000024006A «Внутрикостный зубной имплантат» «Intraosseous dental implant». Сущностью является внутрикостный зубной имплантат, имеющий по существу цилиндрическую или сужающуюся форму, содержащий самонарезающуюся резьбу на ее дистальном конце и стержень с внутренней резьбой на его проксимальном конце, при этом указанные дистальный и проксимальный концы содержат: переходную зону, непрерывную с проксимальным концом, имеющим среднее значение Rt примерно до 10 мкм, кроме того, имеющие среднее значение Rt между дальним концом и ближним концом примерно от 15 мкм до примерно 20 мкм; Между переходной зоной и дистальным концом среднее значение Rt не менее 25 микрон, покрытое гидроксилапатитом (HA) или титановым плазменным напылением (TPS) или без покрытия.
Таким образом, известное техническое решение имеет неравномерную шероховатость для улучшенной адгезии, причём шероховатость можно получить как механическим (пескоструйным, дисковым) методом, так и химическим (травление кислотой).
Недостатками известного технического решения являются:
- обработка пескоструйным аппаратом недостаточно безопасна, так как при не тщательной обработке может привести к попаданию в организм песчинок;
- механическая обработка, например наждачной бумагой, также небезопасна, так как может привести к попаданию в организм металлических осколков;
- метод травления опасен для сотрудников, изготавливающих имплантат;
- деление имплантата на зоны с разной шероховатостью усложняют процесс изготовления имплантата.
Из исследованного уровня техники была выявлена полезная модель RU 128097 «Внутрикостный имплантат». Сущностью заявленной полезной модели является внутрикостный имплантат цилиндрической формы из титанового сплава ТВ6 с основанием в виде наружной спирали, отличающийся тем, что на внешней стороне спирали выполнены элементы микроретенции в виде микропористой с пористостью 60÷70% поверхности, образованной глухими отверстиями квазисферической формы, диаметром 80÷140 мкм и глубиной 60÷100 мкм, расположенными плотно друг к другу. Внутрикостный имплантат по п.1, отличающийся тем, что микропористая поверхность выполнена плазменно-электролитическим анодным травлением в электролите с содержанием 2% фтористого аммония NHF и 2 мас.% NaOH в дистиллированной воде с добавлением химически пассивного порошка кальций-фосфата Са3(PO4)2, размеры частиц которого определяют микрогеометрию пористой структуры.
Таким образом, в известном техническом решении увеличена адгезия титановых имплантатов с помощью сверления глухих отверстий сверхмалого диаметра с плотным расположением друг к другу; а также с помощью анодного травления в электролите.
Недостатками известного технического решения являются:
- излишняя трудоёмкость при сверлении отверстий диаметром несколько десятков мкм, причём плотно друг к другу;
- недостаточная адгезия, так как сложно выполнить реализацию данного сверления;
- использование токсичных химических элементов, таких как фторид аммония и гидроксид натрия, что опасно для сотрудников.
В качестве прототипа было выбрано изобретение по патенту RU 2753135 «Способ изготовления металлокерамических зубных протезов». Сущностью прототипа является способ изготовления металлокерамических зубных протезов с упрочненной адгезией между каркасом-основой и облицовочным покрытием протеза, включающий отливку каркаса - основы зубного протеза из разрешенного и допущенного для применения в стоматологии для изготовления металлокерамических изделий сплава металлов, очистку отлитого каркаса - основы протеза от окислов, нанесение на каркас - основу зубного протеза облицовочного керамического покрытия из разрешенного и допущенного для применения в стоматологии для изготовления металлокерамических изделий керамического материала, отличающийся тем, что до нанесения облицовочного покрытия металлический каркас - основу зубного протеза подвергают создающей шероховатость поверхности каркаса - основы обработке воздействием электролитно-плазменного электрического разряда, для обработки металлический каркас-основу присоединяют проводом к одному из полюсов источника тока и помещают в реактор с электролитом, реактор оснащают присоединенным к другому полюсу того же источника тока контрэлектродом, на каркас - основу протеза и контрэлектрод от источника тока подают постоянное или переменное электрическое напряжение величиной от 30 до 400 вольт и обеспечивают возникновение электролитно-плазменного электрического разряда между каркасом - основой протеза и электролитом, каркас - основу протеза подвергают воздействию электролитно-плазменного электрического разряда в течение от 5 до 600 секунд и создают шероховатость поверхности металлического каркаса - основы протеза зуба, после чего каркас - основу протеза отмывают в дистиллированной воде, сушат, на шероховатую поверхность каркаса - основы протеза наносят керамическое облицовочное покрытие, каркас - основу протеза зуба и его керамическое покрытие совместно обжигают при температуре на 20°С ниже температуры плавления сплава, из которого изготовлен металлический каркас - основа протеза зуба, очищают, припасовывают и устанавливают во рту пациента.
Таким образом, в прототипе описан плазменно-электролитный способ обработки основы (в заявленном техническом решении использован термин «абатмент») для улучшения адгезии между металлической основой (абатментом) и керамической коронкой.
Недостатком прототипа является недостаточная адгезия, так как происходит обработка только абатмента, в отличие от заявленного технического решения, где обработке подвергается имплантат, то есть внутрикостная часть, что улучшает адгезию.
Техническим результатом заявленного технического решения является разработка способа изготовления внутрикостного стоматологического имплантата, суммарно устраняющего недостатки прототипа и аналогов, а именно, позволяющего достигнуть:
- высокого показателя адгезии имплантата и костной ткани;
- простоты процедуры изготовления имплантата;
- безопасности процесса изготовления для сотрудников.
Сущностью заявленного технического решения является способ изготовления внутрикостного стоматологического имплантата, заключающийся в том, что берут пруток из титана, подвергают его токарно-фрезерной обработке до размеров, соответствующих размеру зуба, вырезают на нём внешнюю и внутреннюю резьбу, получают имплантат, очищают от заусениц; в электролитическую ванну заливают раствор электролита на основе раствора хлорида натрия; проводами соединяют отрицательную клемму источника напряжения и имплантат, положительную клемму и контрэлектрод; имплантат помещают в раствор электролита так, чтобы была погружена только внешняя резьбовая часть; закрывают крышку электролитической ванны; на источнике напряжения настраивают рабочее постоянное напряжение от 30 до 300 В; формирование на резьбовой части неровностей реализуют за счёт поверхностных разрядов, приводящих к локальному точечному оплавлению и возникновению лунок диаметром от 1 до 60 мкм; затем напряжение отключают, имплантат извлекают, провод отключают от имплантата; имплантат промывают дистиллированной водой.
Заявленное техническое решение проиллюстрировано Фиг.1 - Фиг.3.
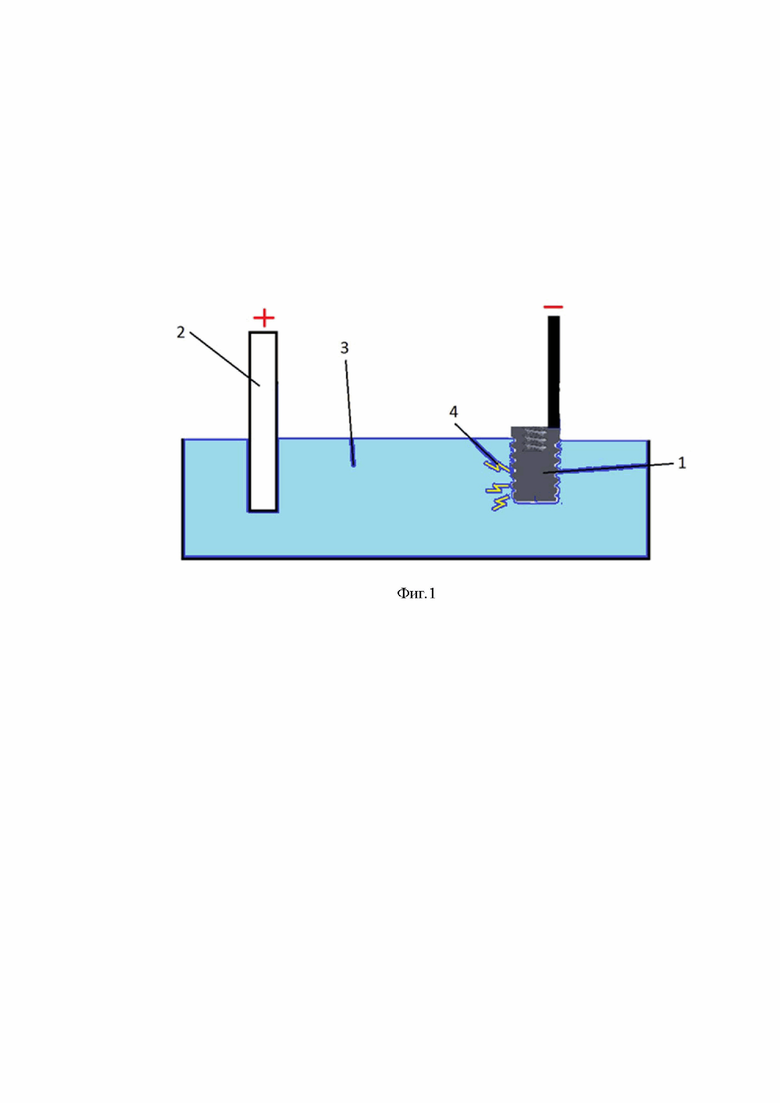
На Фиг.1 приведена схема, поясняющая процесс обработки, где:
1 - имплантат;
2 - контрэлектрод;
3 - раствор электролита;
4 - микроразряды.
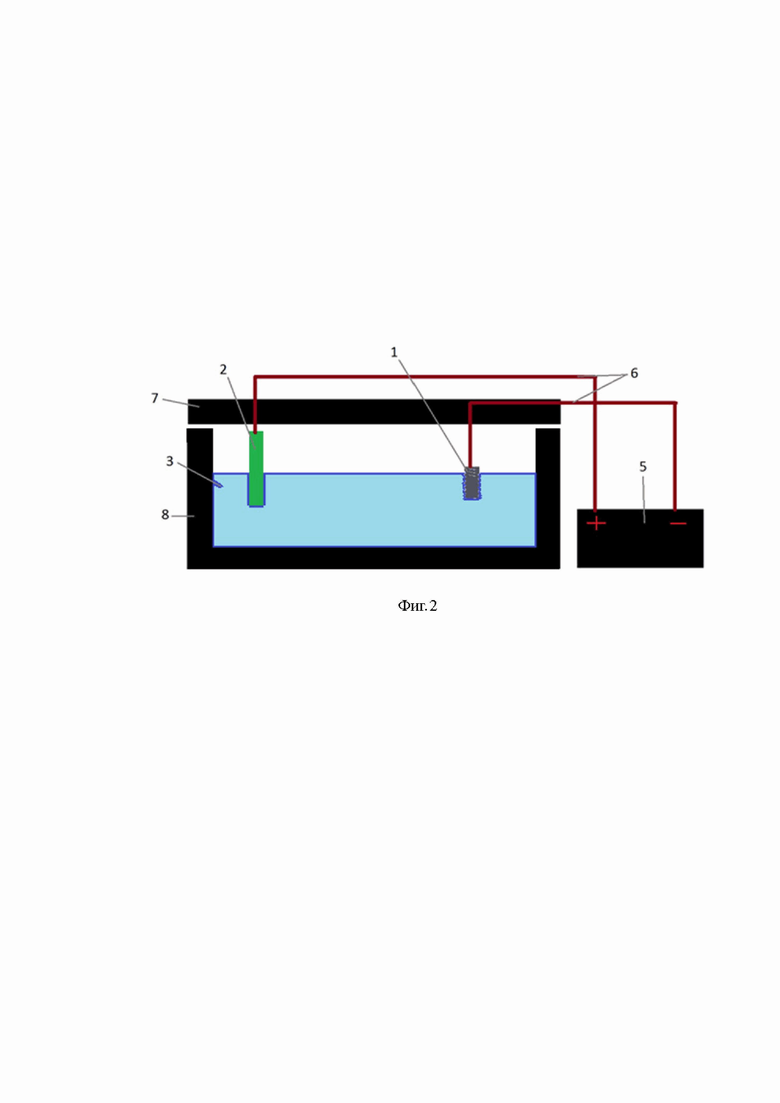
На Фиг.2 схематично представлено устройство, на котором осуществляется заявленный способ, где:
5 - источник напряжения;
6 - провода;
7 - крышка;
8 - электролитическая ванна.
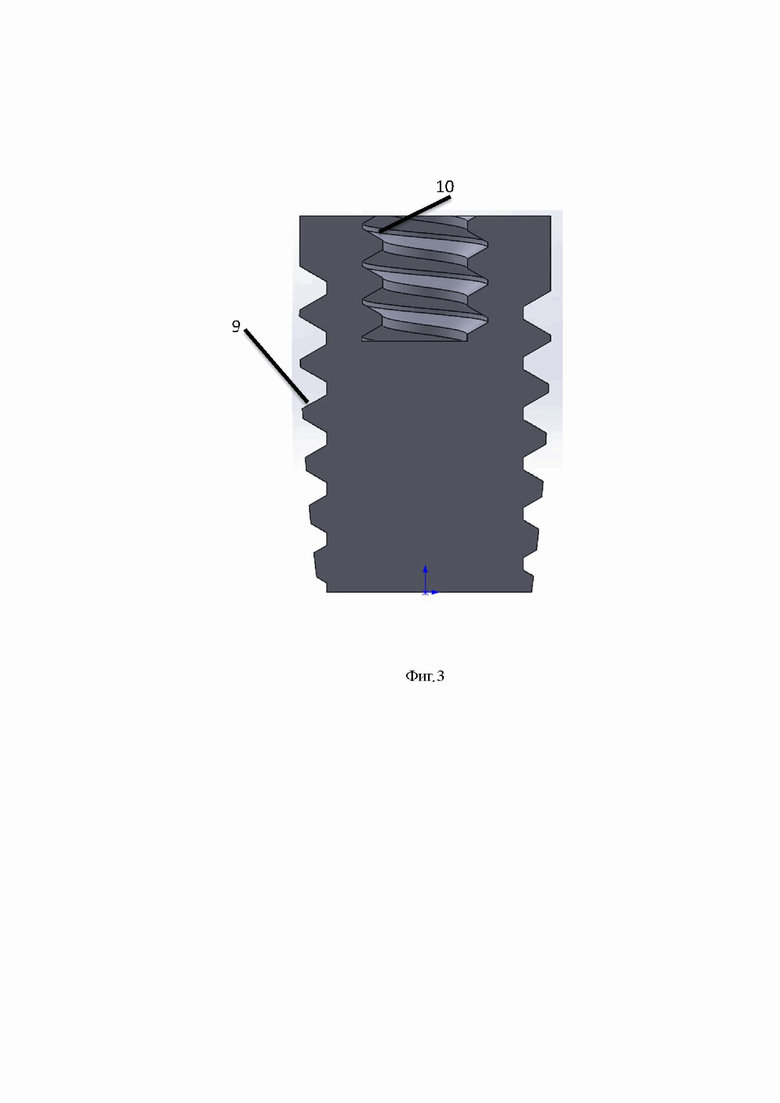
На Фиг.3 представлен схематичный внешний вид внутрикостного стоматологического имплантата, получаемого по заявленному способу, где:
9 - внешняя резьба;
10 - внутренняя резьба.
Далее заявителем приведено описание заявленного технического решения.
Заявленное техническое решение позволяет получать внутрикостные стоматологические имплантаты (Фиг.3) с высоким показателем адгезии между костью и титановым имплантатом, благодаря наличию неровностей на поверхности имплантата. Имплантат представляет собой усечённый конус с малой конусностью и имеет две резьбы: внешнюю резьбу (9) для фиксации в челюсти и внутреннюю резьбу (10) для соединения абатмента и имплантата. Конструкция имплантата, изображённая схематично на Фиг.3, известна как таковая: RU2766753 «Зубной имплантат с частичным проникновением через слизистую оболочку и протезный узел, содержащий такой имплантат», WO2012065718A1 «Dental implant system and method for producing a dental implant system», CA2643036A1 «Ceramic/metallic dental abutment» и другие. Заявленный способ прост, так как требует минимума дополнительного оборудования, при этом процесс занимает несколько минут или даже секунд, и безопасен для персонала, так как в нём используется электролит на основе водного раствора хлорида натрия (поваренной соли).
Заявленное техническое решение реализуется на установке (Фиг.2) и поясняется схемой процесса обработки (Фиг.1).
Установка состоит из:
- источника напряжения (5), на котором генерируется постоянное напряжение, величиной от 30 до 300 В (пояснение приведено далее);
- контрэлектрода (2), представляющего собой графитовый электрод;
- проводов (6), соединяющих отрицательную клемму источника напряжения (5) с имплантатом (1) и положительную клемму с контрэлектродом (2);
- электролитической ванны (8);
- крышки (7).
Поставленные цели и заявленный технический результат достигаются путём использования электролитической обработки, где в качестве электролита используется раствор хлорида натрия (поваренной соли).
Изготовление имплантата (1) проводят по стандартной технологии:
- берут титановый пруток; подвергают токарно-фрезерной обработке до размеров, соответствующих размеру зуба, вырезают на нём внешнюю и внутреннюю резьбу, получают имплантат (1);
- затем имплантат (1) подвергают электролитической обработке: имплантат (1) и контрэлектрод (2) погружают в электролитическую ванну (8) с раствором электролита (3) на основе хлорида натрия, при этом контрэлектрод (2) погружают наполовину, а имплантат (1) только резьбовой частью; к имплантату (1) подключают отрицательную клемму, а к контрэлектроду (2) положительную; подают высокое напряжение (пояснение приведено далее).
При этом высокое напряжение вызывает образование микроразрядов, локально оплавляющих поверхность имплантата (2), вызывая образование неровностей на поверхности. Эти неровности повышают адгезию между титановым имплантатом и костью.
Далее заявителем приведено теоретическое обоснование происходящих в заявленном способе процессов.
При подаче напряжения в системе катод-анод-электролит (далее полагаем, что катод- это имплантат (1), а анод - это контрэлектрод (2)) между имплантатом (1) и контрэлектродом (2) протекает электрический ток. Для повышения электропроводности рекомендуется использовать в качестве электролита (3) раствор солей хлора. Так как соли хлора являются сильными электролитами, то есть они быстро и полностью диссоциируют на ионы, повышая электропроводимость.
При высоких напряжениях вблизи имплантата (1) (так как электрический ток идёт от анода к катоду) возникают микроразряды (4), которые точечно оплавляют поверхность имплантата (1).
В качестве контрэлектрода (2) лучше всего использовать неразрушающиеся под действием электролиза материалы, например, графит.
Из уровня техники (патент RU 2753135 «Способ изготовления металлокерамических зубных протезов») известно, что использование, например, 10% раствора NaCl в качестве раствора электролита (3) и напряжения 200 В приводит к образованию за 30 секунд покрытия с неровностями размером 50-60 мкм. В общем виде, время обработки до такого результата зависит от площади поверхности и напряжения. Но так как размеры зубных имплантатов примерно равны, то можно сказать, что время обработки линейно зависит от напряжения. Причём угол наклона зависит от многих факторов, таких как размер электролитической ванны (8), расстояние от имплантата (1) до контрэлектрода (2) и т.д., поэтому точное значение не указывается. Стоит отметить, что при напряжении менее 30 В время обработки слишком большое, а при напряжении более 300 В происходит электрический пробой, который создает поры с худшей адгезией. Поэтому рекомендуется использовать напряжение от 30 до 300 В.
Повышение адгезии происходит за счёт того факта, что в кости есть неровности и в имплантате были получены неровности. Две неровные поверхности имеют лучшее сцепление друг с другом, чем неровная поверхность и гладкая.
Далее заявителем приведена последовательность действий заявленного способа по изготовлению внутрикостного стоматологического имплантата.
Получение имплантата (1).
Шаг 1. Берут пруток из титана.
Шаг 2. Пруток из титана подвергают токарно-фрезерной обработке до необходимых размеров для получения имплантата подходящей геометрии, затем вырезают в нём внешнюю и внутреннюю резьбы в соответствии со схематичным изображением на Фиг.3.
Шаг 3. Очищают изделие от заусениц. Получают имплантат (1).
Повышение адгезии.
Шаг 1. Заливают в электролитическую ванну (8) до середины раствор электролита (3) на основе раствора NaCl.
Шаг 2. Соединяют проводами (6) отрицательную клемму источника напряжения (5) и имплантат (1), а также положительную клемму и контрэлектрод (2).
Шаг 3. Помещают имплантат (1) и контрэлектрод (2) в раствор электролита (3) так, чтобы в раствор электролита (3) была погружена только внешняя резьбовая часть имплантата (1).
Шаг 4. Закрывают электролитическую ванну (8) крышкой (7).
Шаг 5. Настраивают на источнике напряжения (5) рабочее постоянное напряжение от 30 до 300 В и включают установку. При этом формирование на резьбовой части неровностей реализуют за счёт поверхостных микроразрядов, приводящих к локальному точечному оплавлению и возникновению микролунок диаметром от 1 до 60 мкм.
Шаг 6. Через определённое время, зависящее от напряжения, отключают напряжение и в резиновых перчатках извлекают имплантат (1), после чего отключают провод (6) от имплантата (1).
Шаг 7. Имплантат промывают в проточной дистиллированной воде. Заявленный способ завершён.
Далее заявителем приведены примеры осуществления заявленного технического решения.
Пример 1. Изготовление внутрикостного стоматологического имплантата клыка верхней челюсти с напряжением 30 В.
Шаг 1. Взяли пруток из титана, например, марки ВТ 6, например, диаметром 8 мм.
Шаг 2. Пруток из титана установили в токарно-фрезеровальный станок, например, MML 2550 M 17036 фирмы MetalMaster, и обточили до размеров, например, диаметр 7 мм и длина 27 мм, затем вырезали в нём внешнюю и внутреннюю резьбы.
Шаг 3. Очистили изделие от заусениц, например, шлифовальной бумагой. Получили имплантат (7)
Повышение адгезии.
Шаг 1. Залили до середины в электролитическую ванну (8) раствор электролита (3) на основе раствора NaCl, например, концентрацией 10 %.
Шаг 2. Соединили проводами (6) отрицательную клемму источника напряжения (5), например, Тетрон-30001Е фирмы Тетрон, и имплантат (1), а также положительную клемму и контрэлектрод (2), например, из графита. Использовали, например, провода с «крокодильчиками».
Шаг 3. Поместили имплантат (1) и контрэлектрод (2) в раствор электролита (3) так, что в раствор электролита (3) погружена только внешняя резьба. Расстояние между импдантатом (1) и контрэлектродом (2), например, 5 см.
Шаг 4. Закрыли установку крышкой (7).
Шаг 5. Настроили на источнике напряжения (5) рабочее напряжение, например, постоянное напряжение 30 В, и включили установку.
Шаг 6. Через определённое время, зависящее от напряжения, например, с заданными условиями это 30 секунд, отключили напряжение и в резиновых перчатках вынули имплантат (1), после чего отключили провод (6) от имплантата (1).
Шаг 7. Имплантат промыли в проточной воде. Заявленный способ завершён: был получен имплантат с усреднённым размером неровностей 1 мкм.
Пример 2. Изготовление внутрикостного стоматологического имплантата клыка верхней челюсти с напряжением 150 В.
Шаг 1. Взяли пруток из титана, например, марки ВТ 6, например, диаметром 8 мм.
Шаг 2. Пруток из титана устанавили в токарно-фрезеровальный станок, например, MML 2550 M 17036 фирмы MetalMaster, и обточили до размеров, например, диаметр 7 мм и длина 27 мм, затем вырезали в нём внешнюю и внутреннюю резьбы.
Шаг 3. Очистили изделие от заусениц, например, шлифовальной бумагой. Получили имплантат (7)
Повышение адгезии.
Шаг 1. Залили до середины в электролитическую ванну (8) раствор электролита (3) на основе раствора NaCl, например, концентрацией 10 %.
Шаг 2. Соединили проводами (6) отрицательную клемму источника напряжения (5), например, Тетрон-30001Е фирмы Тетрон, и имплантат (1), а также положительную клемму и контрэлектрод (2), например, из графита. Использовали, например, провода с «крокодильчиками».
Шаг 3. Поместили имплантат (1) и контрэлектрод (2) в раствор электролита (3) так, что в раствор электролита (3) погружена только внешняя резьба. Расстояние между импдантатом (1) и контрэлектродом (2), например, 5 см.
Шаг 4. Закрыли установку крышкой (7).
Шаг 5. Настроили на источнике напряжения (5) рабочее напряжение, например, постоянное напряжение 150 В, и включили установку.
Шаг 6. Через определённое время, зависящее от напряжения, например, с заданными условиями это 30 секунд, отключили напряжение и в резиновых перчатках вынули имплантат (1), после чего отключили провод (6) от имплантата (1).
Шаг 7. Имплантат промыли в проточной воде. Заявленный способ завершён: был получен имплантат с усреднённым размером неровностей 30 мкм.
Пример 3. Изготовление внутрикостного стоматологического имплантата клыка верхней челюсти с напряжением 300 В.
Шаг 1. Взяли пруток из титана, например, марки ВТ 6, например, диаметром 8 мм.
Шаг 2. Пруток из титана устанавили в токарно-фрезеровальный станок, например, MML 2550 M 17036 фирмы MetalMaster, и обточили до размеров, например, диаметр 7 мм и длина 27 мм, затем вырезали в нём внешнюю и внутреннюю резьбы.
Шаг 3. Очистили изделие от заусениц, например, шлифовальной бумагой. Получили имплантат (7)
Повышение адгезии.
Шаг 1. Залили до середины в электролитическую ванну (8) раствор электролита (3) на основе раствора NaCl, например, концентрацией 10 %.
Шаг 2. Соединили проводами (6) отрицательную клемму источника напряжения (5), например, Тетрон-30001Е фирмы Тетрон, и имплантат (1), а также положительную клемму и контрэлектрод (2), например, из графита. Использовали, например, провода с «крокодильчиками».
Шаг 3. Поместили имплантат (1) и контрэлектрод (2) в раствор электролита (3) так, что в раствор электролита (3) погружена только внешняя резьба. Расстояние между импдантатом (1) и контрэлектродом (2), например, 5 см.
Шаг 4. Закрыли установку крышкой (7).
Шаг 5. Настроили на источнике напряжения (5) рабочее напряжение, например, постоянное напряжение 300 В, и включили установку.
Шаг 6. Через определённое время, зависящее от напряжения, например, с заданными условиями это 30 секунд, отключили напряжение и в резиновых перчатках вынули имплантат (1), после чего отключили провод (6) от имплантата (1).
Шаг 7. Имплантат промыли в проточной воде. Заявленный способ завершён: был получен имплантат с усреднённым размером неровностей 60 мкм.
Таким образом, можно сделать вывод, что заявителем достигнут заявленный технический результат, а именно: разработан способ изготовления внутрикостного стоматологического имплантата, устраняющий недостатки прототипа и аналогов, а именно, позволяющий достигнуть:
- высокого показателя адгезии, так как повышается адгезия имплантата и костной ткани, а не абатмента и коронки, как в прототипе;
- простоты процедуры изготовления имплантата;
- безопасности процесса изготовления для сотрудников.
Заявленное техническое решение соответствует условию патентоспособности «новизна», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность признаков, приведенная в независимом пункте формулы изобретения.
Заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность приведенных в независимом пункте формулы изобретения признаков и совокупность полученных технических результатов.
Заявленное техническое решение соответствует условию патентоспособности «промышленная применимость», предъявляемому к изобретениям, так как заявленное техническое решение возможно реализовать в промышленности посредством применения известных из уровня техники материалов, оборудование и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абатмента и абатмента балочной конструкции и абатмент, полученный заявленным способом (варианты) | 2023 |
|
RU2805818C1 |
| Способ изготовления металлокерамических зубных протезов | 2020 |
|
RU2753135C1 |
| Вдавливаемый дентальный имплантат для зубного протезирования и способ его установки | 2021 |
|
RU2782994C1 |
| Установка для формирования защитных декоративных покрытий на титане | 2022 |
|
RU2803717C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| Двухфазный геростоматологический имплантат с памятью формы | 2022 |
|
RU2798697C1 |
| Однофазный геростоматологический имплантат с памятью формы | 2022 |
|
RU2799130C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Способ использования дентального пористого внутрикостного-поднадкостничного имплантата | 2022 |
|
RU2797300C1 |
Изобретение относится к медицинской технике, а именно к способу изготовления внутрикостного стоматологического имплантата. В способе берут пруток из титана, подвергают его токарно-фрезерной обработке до размеров, соответствующих размеру зуба, вырезают на нём внешнюю и внутреннюю резьбу, получают имплантат, очищают от заусениц. В способе в электролитическую ванну заливают раствор электролита на основе раствора хлорида натрия. В способе проводами соединяют отрицательную клемму источника напряжения и имплантат, положительную клемму и контрэлектрод. В способе имплантат помещают в раствор электролита так, чтобы была погружена только внешняя резьбовая часть. В способе закрывают крышку электролитической ванны. В способе на источнике напряжения настраивают рабочее постоянное напряжение от 30 до 300 В. Формирование на резьбовой части неровностей реализуют за счёт поверхностных разрядов, приводящих к локальному точечному оплавлению и возникновению лунок диаметром от 1 до 60 мкм. Затем напряжение отключают, имплантат извлекают, провод отключают от имплантата. В способе имплантат промывают дистиллированной водой. Техническим результатом заявленного технического решения является разработка способа изготовления внутрикостного стоматологического имплантата, суммарно устраняющего недостатки прототипа и аналогов, а именно, позволяющего достигнуть высокого показателя адгезии имплантата и костной ткани, простоты процедуры изготовления имплантата, безопасности процесса изготовления для сотрудников. 3 ил.
Способ изготовления внутрикостного стоматологического имплантата, заключающийся в том, что берут пруток из титана, подвергают его токарно-фрезерной обработке до размеров, соответствующих размеру зуба, вырезают на нём внешнюю и внутреннюю резьбу, получают имплантат, очищают от заусениц; в электролитическую ванну заливают раствор электролита на основе раствора хлорида натрия; проводами соединяют отрицательную клемму источника напряжения и имплантат, положительную клемму и контрэлектрод; имплантат помещают в раствор электролита так, чтобы была погружена только внешняя резьбовая часть; закрывают крышку электролитической ванны; на источнике напряжения настраивают рабочее постоянное напряжение от 30 до 300 В; формирование на резьбовой части неровностей реализуют за счёт поверхностных разрядов, приводящих к локальному точечному оплавлению и возникновению лунок диаметром от 1 до 60 мкм; затем напряжение отключают, имплантат извлекают, провод отключают от имплантата; имплантат промывают дистиллированной водой.
| US 20200188553 A1, 18.06.2020 | |||
| Способ изготовления металлокерамических зубных протезов | 2020 |
|
RU2753135C1 |
| Способ изготовления дентального имплантата из нанотитана с использованием лазерного структурирования поверхности и наноструктурированного композитного покрытия и имплатат | 2019 |
|
RU2724437C1 |
| Alla R | |||
| K | |||
| et al | |||
| Surface roughness of implants: a review //Trends in Biomaterials and Artificial Organs | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| - Т | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - С | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Souza J | |||
| C | |||
| M | |||
| et al | |||
| Nano-scale modification of titanium implant surfaces to enhance osseointegration //Acta | |||
