Изобретение относится к металлургии, в частности к изготовлению и термической обработке тонколезвийного одно- и двухстороннего из нержавеющих, упрочняемых термической обработкой нержавеющих сталей, и может найти применение в медицинской промышленности, а также в приборостроении и электронике.
Известно изготовление изделий из нержавеющей стали, включающее горячую пластическую деформацию с регламентированной скоростью и отжиг (А.с. 576 343, кл. С 21 D 1/78 аналог).
Недостатки способа в неприменимости к закаливающимся на повышенную твердость мартенситным сталям, в сложности осуществления для тонколезвийного и мелкоразмерного инструмента.
Известен другой способ термомеханической обработки нержавеющих сталей, включающий деформацию при 900-1200оС с последующим упрочнением формообразованием в режимах сверхпластичности (Бернштейн М.Л. и др. Сталь, 1989, N 2, с. 84-88 аналог).
Способ имеет аналогичные недостатки, не позволяет достичь достаточной прочности и износостойкости, велика металлоемкость изготовления концевого инструмента.
Известен способ термической обработки нержавеющих сталей мартенситного класса, включающий нормализацию после деформации и двухкратный отпуск при 675-695оС (А.с. 1 539221 аналог).
Технология сложна в осуществлении, низка прочность и износостойкость при повышенной пластичности и вязкости, неудовлетворительна коррозионная стойкость и жесткость концевого инструмента.
Наиболее близким заявляемому является способ обработки малоуглеродистых нержавеющих сталей с закалкой после механической обработки от 950оС и дискретную закалку с последующим старением и повторную закалку с отпуском при 250-270оС в течение 2 ч (А.c. 1 516 497 прототип).
Цель повышение прочности, коррозионной стойкости и класса чистоты поверхности при снижении трудоемкости.
Предложенный способ включает гибку механически обработанных заготовок концевого инструмента и последующее формообразование рабочей части при зонном нагреве с одновременной закалкой с нагревом со скоростью 100-500оС/с до 990-1120оС, охлаждение со скоростью 30-450оС/с и отпуск после доводки геометрии рабочей части при температурах 310-360оС в течение 40-60 мин.
Предусматривается также нагрев токами высокой частоты концевой рабочей части инструмента для формообразования и закалки на длине 0,5 концевой части в течение 10-15 с, а также охлаждение в подкладной матрице или в расплаве селитры при 180-280оС или погружением в жидкий азот. При этом отпуск проводят в вакууме или в вакууме с одновременным ионно-плазменным напылением нитрида титана.
Разработанные режимы позволяют для ряда коррозионностойких и нержавеющих сталей за минимальное время провести нагрев для закалки, совмещая его с горячей деформацией с минимальной деформации и окислении, а регламентированная скорость охлаждения определяет оптимальное соотношение прочности и вязкости рабочей части.
Вакуумный отпуск в выбранном интервале температур исключает повышенную хрупкость, обеспечивает высокую коррозионную стойкость поверхности при заданной твердости рабочей части и корпуса.
В результате обработки эксплуатационные свойства повышаются в 2-3 раза, а удельные расходы на механическую и термическую обработку в стоимости инструмента снижаются в 1,3 раза.
Практически способ осуществлен при изготовлении трех видов инструмента для стоталогии-штопферов и штопфер-гладилок, гладилок с круглой головкой из сталей 09Х16Н4Б, ВНС-17, 14Х17Н2, использованы калиброванные прутки диаметром 6-8 мм серийного производства. Зонный нагрев проводили на установках ВЧИ-10, ВЧГ-67 в петлевых одновитковых индукторах поочередно одной и второй сторон инструмента, охлаждение вели в масле ВМ-3, в расплаве натриевой и калиевой селитр, в ванночках из нержавеющей стали 12Х18Н10Т в печах СШОЛ-М, а также в криостатах с жидким азотом при зонном погружении нагретой части инструмента.
Для отпуска использованы вакуумные шкафы СНВЛ-4.4.4./3,5 и при одновременном напылении нитридов установка МИР-2М.
П р и м е р 1. Штопфер-гладилки двухсторонние диаметром корпуса 6,5 мм и длиной 110 мм из стали 09Х16Н6 после механической обработки конусной части и гибки по шаблону нагревали на длине 19 мм со скоростью 250оС/с в одновитковом индукторе до температуры 990оС и штамповали в подкладных штампах рабочую часть поочередно плоскую гладилку и сферический штопфер, каждый раз охлаждая со скоростью 30оС/с, а затем доводили до чистоты Ра 0,60 мкм и отпускали в вакууме при 350оС в течение 60 мин.
В результате обработки прочностные характеристики рабочей части были 1090-1100 МПа прочность при растяжении, ударная вязкость составила 75-80 Дж/см2. Коррозионная стойкость повысилась до 0,0008 мм/год, класс чистоты поверхности после электрополирования составил Ра0,032 мкм, что на порядок выше серийных стандартизованных их хромистой стали с гальваническим хромированием по СТ-613 М-00-00.
Износостойкость повысилась в 4 раза при снижении трудоемкости изготовления и обработки в 2,9 раза.
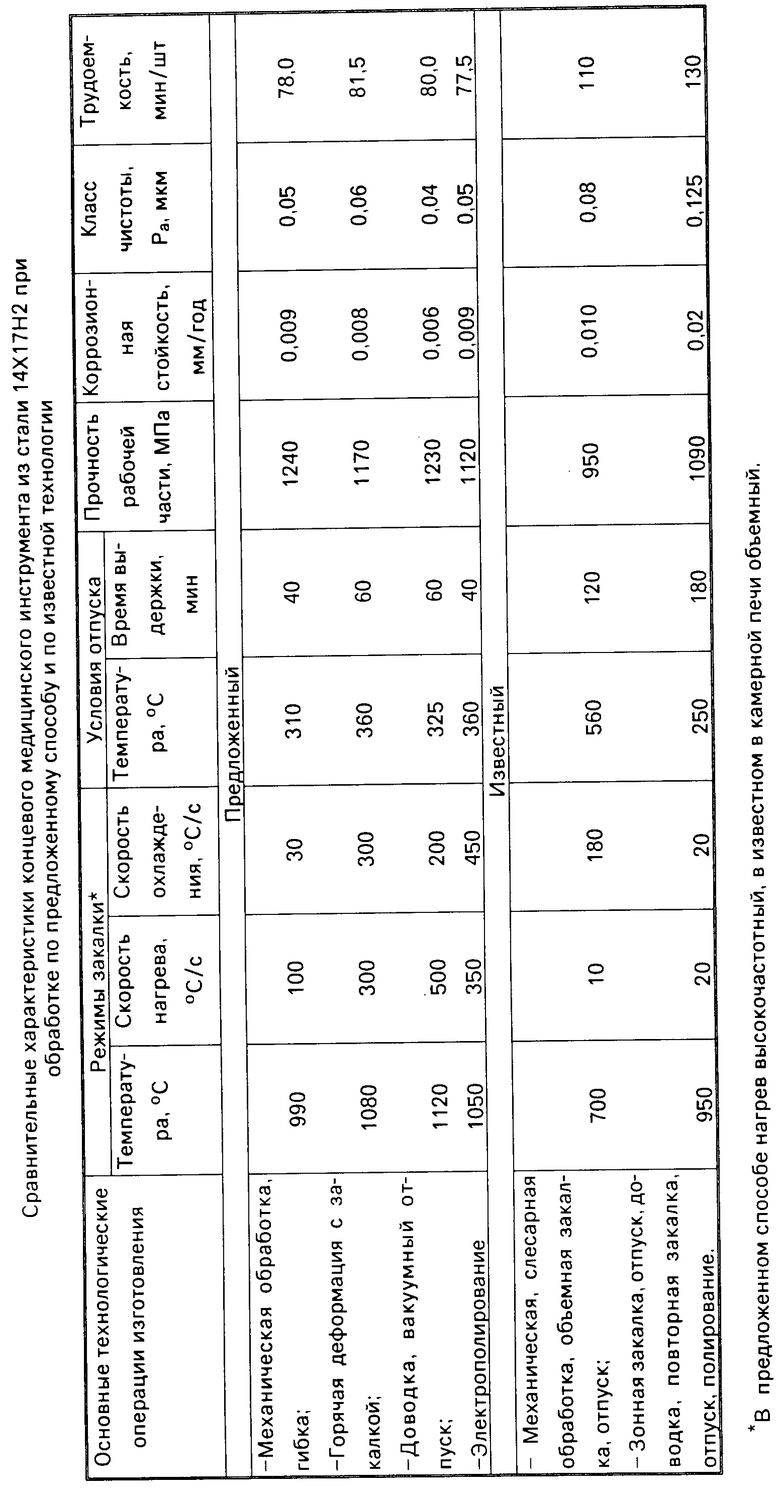
В табл. 1 приведены сравнительные характеристики концевого инструмента с односторонними полусферическими лопат- ками из стали 14Х17Н2 при обработке по предложенному и известному способам.
П р и м е р 2. Наконечники медицинские гинекологические из прутков диаметром 5 мм стали 12Х17Н5М3 нагревали зонно после слесарной обработки и гибки на длине 25 мм токами высокой частоты со скоростью 500оС/с до температуры 1100оС и охлаждали после формообразования в подкладных матрицах со скоростью 280оС/с в масле.
Механически доведенные по рабочей части наконечники отпускали при 400оС в течение 45 минут в вакууме 10-2 мм рт.ст.
Обработка позволила повысить прочностные характеристики на 25-30% износостойкость повысилась в 2,1 раза, а коррозионная стойкость была не хуже 2 балла по ГОСТ 13819-73, класс чистоты после электрополирования повысился до Ра0,025 мкм по ГОСТ 2789-73.
В сравнении со стандартными наконечниками исключено отслаивание защитного покрытия, коррозионного разрушения поверхности не наблюдалось при испытаниях в морской воде в течение 1250 ч, эксплуатационные характеристики повысились в 3,5 раза.
П р и м е р 3. Зонды изогнутые медицинские гинекологические из стали коррозионностойкой 03Х11Н10М2Т, серебрянки диаметром 5,15 мм обрабатывали по предложенному способу.
Вначале вели гибку механически обработанного зонда по шаблону, а затем нагревали рабочую часть со скоростью 400оС/с до 1000оС и проводили формообразование в матрицах разъемных из стали 4X5МФС с последующей закалкой переносом в жидкий азот от температур деформации. Отпуск проводили в вакууме при скорости нагрева 100оС/мин при 360оС в течение 60 минут.
Обработка позволила получить прочность рабочей части 1360-1410 МПа, ударную вязкость 55-60 Дж/см2 при повышенной коррозионной стойкости. Износостойкость зондов повысилась в 5 раз при снижении трудоемкости изготовления и обработки в 2 раза, исключены типичные для стандартного инструмента виды износа нарушение коррозионностойкого покрытия, изгиб рабочей части в переходной зоне, повышена на 2 класса чистота обработки рабочей части.
Таким образом, разработанный способ технологичен и эффективен при изготовлении высокопрочного концевого инструмента различных типоразмеров и конфигу- раций.
Способ изготовления концевого медицинского инструмента из нержавеющей стали включает механическую обработку, гибку при комнатной температуре, нагрев со скоростью 100 - 500°С/с до 990 - 1120°С, формирование при этой температуре штамповкой рабочей части с ее последующей закалкой со скоростью охлаждения 30 - 450°С/с, доводку, вакуумный отпуск при 310 - 360°С в течение 40 - 60 мин при степени вакуума 10-2-10-4 мм рт.ст. В процессе вакуумного отпуска возможно напыление на рабочую часть нитрида титана или нитрида циркония. Отпуск с ионноплазменным напылением нитрида титана рекомендуется проводить при 370 - 440°С в течение 5 - 7 мин. В способе может быть предусмотрен высокочастотный и вакуумный нагрев, а охлаждение в расплаве селитры или жидком азоте. 7 з.п. ф-лы, 1 табл.
| Способ изготовления медицинского инструмента из нагартованной нержавеющей стали | 1990 |
|
SU1770397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
