Изобретение относится к технологии разделения жидкостей и газов и может быть использовано для очистки технологических сред от инородных включений.
Известен способ изготовления гофрированного фильтровального элемента, включающий гофрирование пакета, содержащего фильтрующий материал, размещенный между слоями конструкционного материала, и формирование фильтровального элемента, при котором внутренний слой конструкционного материала крайнего левого гофра размещают над слоем конструкционного материала крайнего правого гофра, затем производят герметизацию продольного шва фильтрующего материала путем сварки крайних гофр одновременно с внешним слоем конструкционного материала (Авторское свидетельство SU №1761202 А1. Способ изготовления гофрированного фильтрующего элемента. - МКИ5: В 01 D 27/06. - Бюл. №34, 15.09.92).
Известен способ изготовления фильтровального элемента, включающий укладку фильтрующего материала между подложками, гофрирование полученного пакета одновременным сжатием каждого гофра в направлении гофрирования и термофиксацию вершин каждого гофра фильтровального элемента с температурой, равной температуре размягчения материала подложки (Патент RU №2050930 С1. Способ изготовления патронного фильтровального элемента. - МКИ6: В 01 D 27/06, 63/00, 67/00. - Бюл. №36, 27.12.95). Данный способ принят за прототип.
Недостатком известных способов является сложность в их осуществлении, связанная с термофиксацией вершин гофров фильтровального элемента, из-за разности в коэффициентах термоусадки конструкционного и фильтрующего материалов, что вызывает упругие напряжения между слоями фильтровального элемента.
Известно устройство для изготовления изделий сложного профиля из композиционного материала, включающее формообразующую оправку из ряда шарнирно соединенных в местах изменения формы элементов в виде параллелограмма, соединенных между собой по всем граням шарнирами, которые образованы слоем герметичной ткани, приклеенной на нижнюю поверхность этих элементов, и средства изменения положения этих элементов в пространстве, выполненные в виде герметичных рукавов, соединенных с системой подачи рабочей среды под давлением, расположенных на слое ткани в зоне зигзагообразных линий выступов гофров (Авторское свидетельство SU №1706148 А1. Устройство для изготовления изделий сложного профиля из композиционного материала. - МКИ6: В 29 С 59/00, В 29 D 9/00//B 29 К 105:08, В 29 L 9:00. - Бюл. №33, 27.11.96). Недостатком известного устройства является сложность его конструкции из-за наличия в нем вакуумного мешка с дренажным материалом, герметизирующего валика и герметичных рукавов, соединенных с системой подачи рабочей среды под давлением, расположенных на слое ткани в зоне зигзагообразных линий выступов зигзагообразных гофров, что исключает возможность термофиксации вершин гофров фильтровального элемента.
Известно устройство для изготовления фильтровального элемента с зигзагообразными гофрами, содержащее корпус коробчатой формы, дно и откидывающаяся крышка которого выполнены в виде двух параллельно расположенных плит, между краями которых перпендикулярно плитам установлена пара боковых стенок с размещенными по концам торцовыми стенками, одна из последних выполнена нажимной с выступом, перемещаемой штоком привода вдоль направляющего паза к другой противоположной опорной стенке, две системы пуансонов, выполненные из плоских формующих элементов, шарнирно соединенных между собой с возможностью изменения угла между формующими элементами под воздействием сжатия от штока привода, причем вершины каждой системы пуансонов контактируют с дном и крышкой, соответственно, и с заготовкой фильтровального элемента, расположенной между системами пуансонов (Авторское свидетельство SU №1690903 А1. Устройство для гофрирования листового материала. - МКИ5: В 21 D 13/02. - Бюл. №42, 15.11.91). Данное устройство принято за прототип.
Недостатком известного устройства, принятого за прототип, является отсутствие возможности термофиксации вершин гофров фильтровального элемента.
Основной задачей, на решение которой направлены заявленные способ изготовления фильтровального элемента и устройство для его осуществления, является возможность изготовления однослойного фильтровального элемента с зигзагообразными гофрами из полимерного термопластичного фильтрующего материала.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является расширение технологических возможностей однослойных фильтровальных элементов с зигзагообразными гофрами, изготовленных гофрированием полимерного термопластичного фильтрующего материала.
Указанный технический результат достигается тем, что в известном способе изготовления фильтровального элемента, включающем гофрирование и термофиксацию вершин гофров фильтровального элемента в сжатом состоянии, согласно предложенному техническому решению фильтровальный элемент изготавливают из полимерного термопластичного фильтрующего материала с образованием зигзагообразных гофров, а термофиксацию осуществляют одновременным нагревом всех вершин зигзагообразных гофров с обеих сторон заготовки фильтровального элемента до температуры, равной температуре размягчения фильтрующего материала, с последующим охлаждением.
Указанный технический результат достигается тем, что в известном устройстве изготовления фильтровального элемента с зигзагообразными гофрами, содержащем корпус коробчатой формы, дно и откидывающаяся крышка которого выполнены в виде двух параллельно расположенных плит, между краями которых перпендикулярно плитам установлена пара боковых стенок с размещенными по концам торцовыми стенками, одна из последних выполнена нажимной с выступом, перемещаемой штоком привода вдоль направляющего паза к другой противоположной опорной стенке, две системы пуансонов, выполненные из плоских формующих элементов, шарнирно соединенных между собой с возможностью изменения угла между формующими элементами под воздействием сжатия от штока привода, причем вершины каждой системы пуансонов контактируют с дном и крышкой, соответственно, и с заготовкой фильтровального элемента, расположенной между системами пуансонов, согласно предложенному техническому решению
дно и откидывающаяся крышка корпуса снабжены нагревательными элементами, способными нагревать вершины зигзагообразных гофров одновременно с обеих сторон сжатой гофрированной заготовки фильтровального элемента;
нагревательные элементы расположены на площади окончательно сжатой гофрированной заготовки фильтровального элемента, на уровне внутренних поверхностей дна и крышки;
нагревательные элементы выполнены в виде индукторов с радиаторами принудительного охлаждения вершин зигзагообразных гофров;
оно снабжено системой терморегулирования нагрева и охлаждения нагревательных элементов;
боковые стенки выполнены подвижными с возможностью перемещения навстречу друг другу, по меньшей мере, на длину сжатия торцов заготовки фильтровального элемента при формообразовании зигзагообразных гофров, а нажимная стенка выполнена телескопической с изменением длины на величину перемещения боковых стенок;
на торце боковых стенок выполнены выступы, которыми стенки перемещаются в направляющих пазах опорной стенки корпуса;
выступ нажимной стенки выполнен в основании, которым она перемещается в направляющем пазу дна корпуса;
приводы перемещения нажимной и боковых стенок корпуса связаны между собой механизмом координированного перемещения их относительно друг друга по закону смещения торцов заготовки при сжатии зигзагообразных гофров;
оно снабжено ограничителем перемещения нажимной стенки, установленным на длине окончательно сжатой гофрированной заготовки, который связан с переключателем подачи энергии с привода перемещения стенок на нагревательные элементы и обратно;
шарниры формующих элементов систем пуансонов, контактирующие с дном и крышкой корпуса, выполнены из эластичного теплопроводного материала.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа изготовления фильтровального элемента и устройства для его осуществления, отсутствуют. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности "новизна".
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствуют условию патентоспособности "изобретательский уровень".
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку способ изготовления фильтровального элемента и устройство для его осуществления предназначены для изготовления фильтровального элемента с зигзагообразными гофрами и решают одну и ту же задачу.
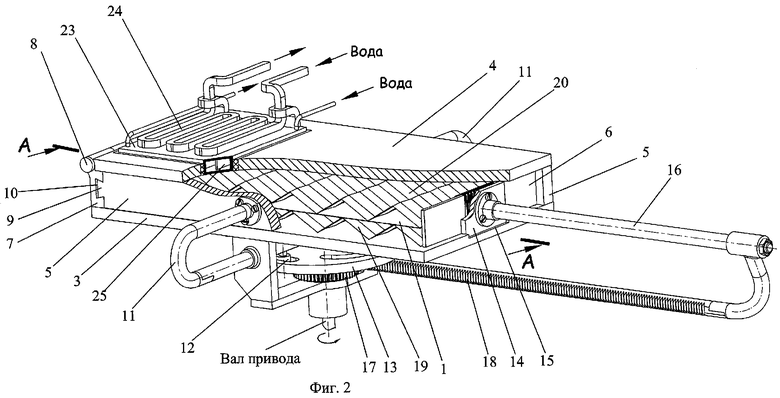
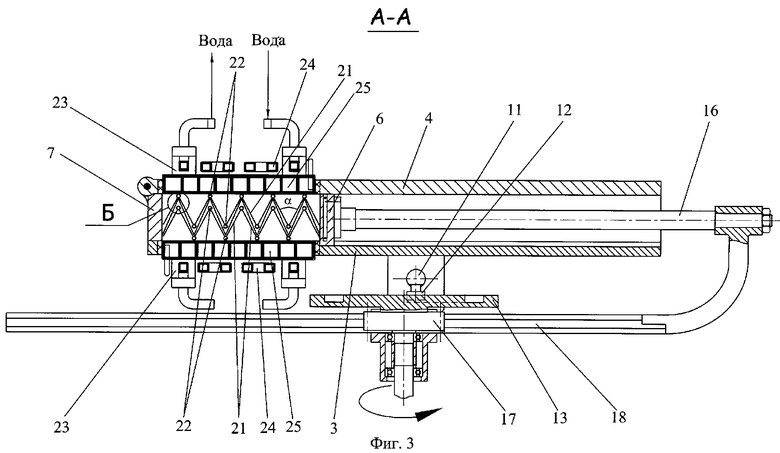
На фиг.1 показан общий вид фильтровального элемента с зигзагообразными гофрами; на фиг.2 - общий вид устройства для изготовления фильтровального элемента с зигзагообразными гофрами; на фиг.3 - то же, разрез А-А на фиг.2; на фиг.4 - узел Б на фиг.3.
Сущность предложенного способа изготовления фильтровального элемента заключается в следующем.
Фильтровальный элемент изготавливают из полимерного термопластичного фильтрующего материала, на котором выполняют зигзагообразные гофры путем сжатия заготовки 1 до рабочего положения гофров в фильтровальном элементе с последующей их термофиксацией (Фиг.1). Термофиксацию осуществляют одновременным нагревом всех вершин 2 зигзагообразных гофров с обеих сторон заготовки 1 фильтровального элемента до температуры, равной температуре размягчения фильтрующего материала, затем заготовку охлаждают до температуры, равной температуре окружающей среды, и снимают усилие сжатия.
Устройство для изготовления фильтровального элемента с зигзагообразными гофрами состоит из корпуса коробчатой формы, имеющего дно 3 и откидывающуюся крышку 4, которые выполнены в виде двух параллельно расположенных плит (Фиг.2). По краям дна 3 и крышки 4 перпендикулярно им установлена пара боковых стенок 5, с одного конца которых размещена нажимная стенка 6 для заготовки 1, а с другого - опорная стенка 7. Дно 3 жестко соединено с опорной стенкой 7, а последняя с помощью шарнира 8 соединена с откидывающей крышкой 4, которая фиксируется в рабочем положении фиксатором (условно не показан). На торце боковых стенок 5 выполнены выступы 9, которыми стенки 5 установлены в направляющих пазах 10, выполненных в опорной стенке 7, с возможностью одновременного перемещения навстречу друг другу, по меньшей мере, на длине сжатия торцов заготовки 1 при формообразовании зигзагообразных гофров под воздействием штоков 11, соединенных с толкателями 12, расположенными в пазах дискового кулачка 13. На стенке 6 выполнен выступ 14, который перемещается в направляющем пазу 15, выполненном в дне 3. Стенка 6 перемещается под усилием штока 16, передаваемым от привода (условно не показан) через зубчатое колесо 17 на зубчатую рейку 18. Соединение зубчатой реечной передачи и кулачкового привода образует механизм одновременного координированного перемещения нажимной 6 и боковых 5 стенок по закону сжатия зигзагообразных гофров. Приводы нажимной и боковых стенок корпуса могут быть связаны между собой и другими механизмами, состоящими, например, из зубчатой реечной передачи с винтовыми парами переменного шага или шаговых приводов от систем программного управления. Внутри корпуса эквидистантно обеим сторонам заготовки 1 с опорой на дно 3 и крышку 4 свободно размещены две системы пуансонов, нижняя 19 и верхняя 20, состоящие из плоских формообразующих элементов 21, соединенных друг с другом по всем сторонам шарнирами 22 с возможностью взаимного проникновения при уменьшении угла α между формообразующими элементами 21 под воздействием усилия сжатия со стороны стенок 5 и 6 (Фиг.3). Шарниры 22 формообразующих элементов 21, контактирующие с дном 3 и крышкой 4 корпуса, выполнены из эластичного теплопроводного материала (Фиг.4). Дно 3 и крышка 4 снабжены нагревательными элементами 23, способными нагревать вершины 2 окончательно сжатых зигзагообразных гофров через шарниры 22 одновременно с обеих сторон гофрированной заготовки 1. Нагревательные элементы 23 выполнены в виде индукторов 24 с радиаторами 25 для охлаждения вершин 2 зигзагообразных гофров и расположены на уровне внутренних поверхностей дна 3 и крышки 4 с обеих сторон заготовки на площади, ограниченной контуром окончательно сжатой гофрированной заготовки 1. Нагревательные элементы 23 термоизолированы от остальной части дна 3 и крышки 4. Устройство снабжено системой терморегулирования нагрева и охлаждения нагревательных элементов 23 (условно не показана). Нажимная стенка 6 выполнена телескопической с изменением длины с обоих концов, по меньшей мере, на длину сжатия торцов заготовки 1 фильтровального элемента при формообразовании зигзагообразных гофров. Устройство снабжено ограничителем перемещения (условно не показан) нажимной стенки 6 на длине окончательно сжатой гофрированной заготовки 1, связанным с переключателем энергии (условно не показан) с привода стенок 5 и 6 на нагревательные элементы 23 и обратно.
Пример осуществления способа изготовления фильтровального элемента.
Полимерный термопластичный фильтрующий материал, например нетканое полотно из лавсанового волокна, содержащей микропоры диаметром порядка долей микрометра, деформировали до образования зигзагообразных гофров, например, путем механической укладки и трансформирования его в складчатой матрице. Затем проводили термофиксацию одновременным нагревом всех вершин 2 зигзагообразных гофров с обеих сторон заготовки 1 при температуре 80°С, равной температуре размягчения фильтрующего материала, с которой выдерживали в течение 5 с, с последующим охлаждением до температуры окружающей среды в течение 12 с.
Предложенное устройство работает следующим образом.
На первом этапе выполняется подготовка устройства к работе. Стенки 5 и 6 корпуса находятся в крайних исходных положениях, а крышка 4 откинута вверх поворотом вокруг шарнира 8. На нижнюю систему пуансонов 19 укладывается листовая заготовка 1 фильтровального элемента. На листовую заготовку накладывается верхняя система пуансонов 20. Крышка 4 опускается и фиксируется параллельно дну с помощью фиксаторов и шарнира 8.
На втором этапе выполняется гофрирование заготовки 1. Под воздействием вращения вала привода приводится во вращение зубчатое колесо 17, которое передает поступательное перемещение через зубчатую рейку 18 и шток 16 нажимной стенке 6 с выступом 14 вдоль направляющего паза 15 в дне 3 и сжимают системы пуансонов 19 и 20 в направлении опорной стенки 7. Одновременно с зубчатым колесом 17 вращается кулачок 13 с размещенными в пазах толкателями 12, которые через штоки 11 передают поступательное перемещение боковым стенкам 5 с выступами 9 вдоль направляющих пазов 10 в опорной стенке 7 и сжимают системы пуансонов 19 и 20 в поперечном направлении на величину сжатия зигзагообразных гофров. При сжатии системы пуансонов 19 и 20 трансформируются, взаимно проникая друг в друга по мере уменьшения угла α между сторонами формообразующих элементов 21 и увеличения высоты между шарнирами 22, что приводит к гофрированию заготовки. С достижением полного формообразования зигзагообразных гофров срабатывает ограничитель перемещения нажимной стенки 6, расположенный на длине окончательно сжатой гофрированной заготовки 1, связанный с переключателем подачи энергии с привода штоков 11 и 16 стенок 5 и 6 на нагревательные элементы 23. С переключением энергии на нагревательные элементы происходит термофиксация вершин 2 зигзагообразных гофров, при котором посредством индукторов 24 нагреваются радиаторы 25 до температуры 110°С и через шарниры 22, выполненные из эластичного теплопроводного материала и контактирующие с радиаторами 25 на дне 3 и крышке 4 корпуса, одновременно нагреваются все вершины 2 зигзагообразных гофров с обеих сторон заготовки 1 до температуры размягчения фильтрующего материала, равной 80°С, с которой заготовка выдерживается в течение 5 с. Затем система терморегулирования нагрева и охлаждения нагревательных элементов 23 отключает подачу энергии на индукторы 24 и подается охлаждающая среда, например вода, в радиаторы 25 для последующего охлаждения с помощью их заготовки 1 в течение 12 с до температуры окружающей среды.
На третьем этапе готовый фильтровальный элемент с зигзагообразными гофрами извлекается из устройства. Для этого охлаждающая среда удаляется из радиаторов 25 и стенки 5 и 6 отводятся с помощью механизма координированного перемещения в крайнее исходное положение. Крышка 4 откидывается, и снимается верхняя система пуансонов 20, затем из устройства удаляется фильтровальный элемент. Нижняя система пуансонов 19 растягивается и размещается на дне 3, на которую укладывается следующая листовая заготовка 1, на нее накладывается верхняя система пуансонов 20 в растянутом состоянии, после чего крышка 4 закрывается и цикл повторяется.
Предложенные способ и устройство для изготовления фильтровального элемента с зигзагообразными гофрами позволит значительно повысить качество фильтровальных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284916C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284238C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283766C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОУСТОЙЧИВОГО ФИЛЬТР-ЭЛЕМЕНТА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254997C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |

Изобретение относится к способам и устройствам для разделения жидкостей и может быть использовано для очистки технологических сред от инородных включений. Способ включает гофрирование и термофиксацию вершин зигзагообразных гофров фильтровального элемента из полимерного термопластичного фильтрующего материала в сжатом состоянии. Термофиксацию осуществляют одновременным нагревом всех вершин зигзагообразных гофров с обеих сторон заготовки фильтровального элемента до температуры, равной температуре размягчения фильтрующего материала, с последующим охлаждением. Устройство содержит корпус коробчатой формы и две системы пуансонов. Дно и откидывающаяся крышка корпуса выполнены в виде двух параллельно расположенных плит. Между краями плит перпендикулярно им установлена пара боковых стенок с размещенными по концам торцовыми стенками. Одна из стенок выполнена нажимной, перемещаемой штоком привода к другой противоположной опорной стенке вдоль направляющего паза. Системы пуансонов выполнены из плоских формующих элементов, шарнирно соединенных между собой с возможностью изменения угла между ними под воздействием сжатия от штока привода. Вершины каждой системы пуансонов контактируют с дном и крышкой, соответственно, и с заготовкой фильтровального элемента, расположенной между системами пуансонов. Дно и крышка корпуса снабжены нагревательными элементами, способными нагревать вершины зигзагообразных гофров одновременно с обеих сторон сжатой гофрированной заготовки фильтровального элемента. Изобретение позволяет расширить технологические возможности однослойных фильтровальных элементов с зигзагообразными гофрами, повысить их качество. 2 н. и 9 з.п. ф-лы, 4 ил.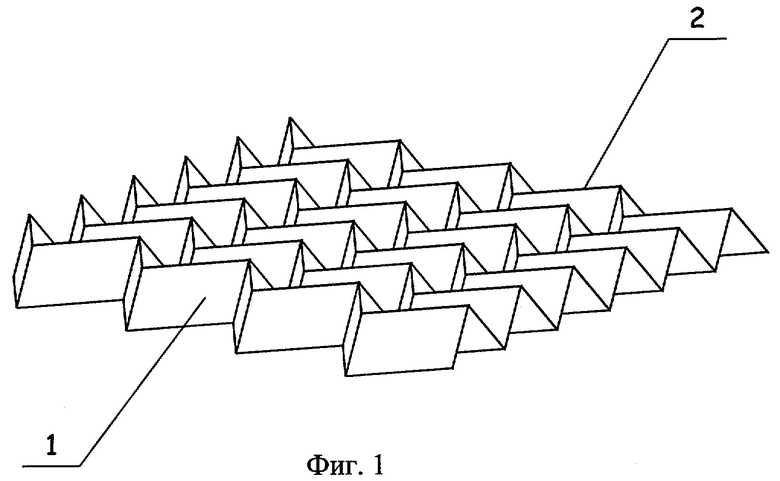
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА | 1992 |
|
RU2050930C1 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1690903A1 |
| Способ изготовления гофрированного фильтрующего элемента | 1990 |
|
SU1761202A1 |
| SU 1706148 A1, 27.11.1996 | |||
| US 4675138 А, 23.06.1987 | |||
| US 5000673 А, 19.03.1991 | |||
| US 4184966 А, 22.01.1980. | |||

