Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано при производстве оцинкованной стальной полосы.
В последнее время оцинкованная тонколистовая сталь широко применяется в строительной индустрии и автомо1- бильной промышленности, а также бытовой технике.
Известен способ обработки горяче- оцинкованной стальной полосы, включающий нанесение цинкового покрытия, охлаждение, дрессиров ку.
Недостатком этого способа является то, что цинковоепокрытие в литом состоянии имеет ограниченную ,. пластичность и при последующей пластической деформации (дрессировка или правка с растяжением) образуются тре- щины в покрытии, так как деформация цинка, имеющего гексогональную кристаллическую решетку, происходит только по базисной плоскости (0001), т.е.параллельно направлению роста кристаллов. В связи с этим наступа - ет резкая анизотропность свойств деформированного цинка. При этом цинковое покрытие значительно прочнее поперек направления дрессировки, чем вдоль нее.
4
W
сл
3
Наиболее близким по технической сущности предлагаемому является способ обработки горячеоцинкованной стальной полосы, включающий нанесение цинкового покрытия, охлаждение до температуры 350-1бО°С и последующую пластическую деформацию оцинкованной полосы дрессировкой или правкой при этих температурах.
Основным недостатком этого способа является то, чтр при последующей пластической деформации (дрессировка или правка с растяжением) горячеоцинкованной стальной полосы при 160-350°С происходит деформационное старение стальной основы что приво- дит к значительному повышению прочностных свойств и снижению пластичности оцинкованной стальной полосы. Кроме того, при температуре более 1бО°С резко снижается эксплуатацион ная стойкость валков дрессировочного стана и потребует специальных мер для дополнительного охлаждения узлов дрессировочно-правильного агрегата (рабочие валки, деталей привода, подшипников и т.д.).
Целью настоящего изобретения является сохранение высокого уровня пластичности полосы.
Поставленная цель достигается тем, что в известном способе обработки горячеоцинкованной стальной полосы, включающем нанесение цинкового покрытия, охлаждение, пластическую деформацию оцинкованной стальной полосы производят при 100-l40QC.
Предлагаемый способ обработки оцинкованной стальной полосы осуществляется следующим способом. Горячекатан- ная или холоднокатанная стальная полоса подвергается оцинкованию на агрегате непрерывного горячего цинкования. После оцинкования полосу охлаждают до температуры 100-1 40 0 и при этих температурах производят пластическую деформацию (дрессировкой или правкой) теплой оцинкованной стальной полосы. В процессе пластической деформации (дрессировкой или правкой) оцинкованной стальной полосы при температуре 100-НО°С в стальной основе не накапливается s «-железе большего числа малоподвижных систем дислокаций с межузельны- ми атомами внедрения в решетке / -железа не происходит, в результате че313
го сохраняется высокий уровень пластичности полосы.й
В цинковом покрытии при 100-1 +0 С пластическая деформация происходит посредством скольжения не только по плоскости базиса, но и пирамидальной или призматической плоскостями. При этом происходит рост числа кристаплов, благоприятно ориентированных для деформации, что приводит к повышению пластичности цинкового покрытия. При температуре менее 100°С снижается пластичность цинкового покрытия,
так как деформация происходит посредством скольжения по одной плоскости (базисная ориентация 0001). При температуре более происходит интенсификация деформационного старения за счет образования атмосфер в результате взаимодействия межузель- ных атомов внедрения (углерода и азотаЬс движущимися дислокациями, возникшими в результате последовательного размножения дислокаций в процессе пластической деформации и это приводит к снижению пластичности и повышению прочностных свойств оцинкованной полосы. Пластическую деформацию оцинкованной стальной полосы при 100-1 +0°С можно осуществлять дрессировкой или правкой с растяжением со степенью деформации 0,5
3%.
Пример. Холоднокатанную стальную полосу толщиной 0,8 мм из стали марки ОбКП подвергали оцинкованию на агрегате непрерывного горячего цинкования. После нанесения циннового покрытия полосу охлаждали до 100 С и подвергали при этой тем-ре Пластической деформации дрессировкой с обжатием 0,8%.
Механические свойства оцинкованной стальной полосы: Ьг Н/мм2, fy 360 Н/мм2 , 35%.
П р и м е р 2. Горячекатанную стальную полосу толщиной 2,0 мм из стали марки 08КП подвергали оцинкованию на агрегате непрерывного горячего цинкования. После нанесения цинкового покрытия оцинкованную полосу охлаждали до температуры С и подвергали дрессировке с обжатием 1,2%.
Механические свойства оцинкованной стальной полосы: 250 Н/мм2, 6& 385 Н/мм2, .
Использование предлагаемого способа обработки оцинкованной стальной.
полосы обеспечивает по сравнению с существующими способами следующие преимущества .
1. Сохраняется высокий уровень пластичности при пластической деформации оцинкованной стальной полосы (100-ЙО°С).
2..Обеспечивается высокое качество
Формула изобретения 1. Способ получения оцинкованной стальной поносы, включающий нанесение цинкового покрытия, охлаждение, пластическую деформацию, отличающийся тем, что, с целью сохранения высокого уровня пластичности полосы, пластическую деформацинкового покрытия (отсутствие трещи- 10 ЦИю полосы производят при 100-ЙО С. нообразований, мелкокристаллическая
структура).
2.Способ по п.1, отличающий с я тем, что пластическую деформацию осуществляют дрессировкой
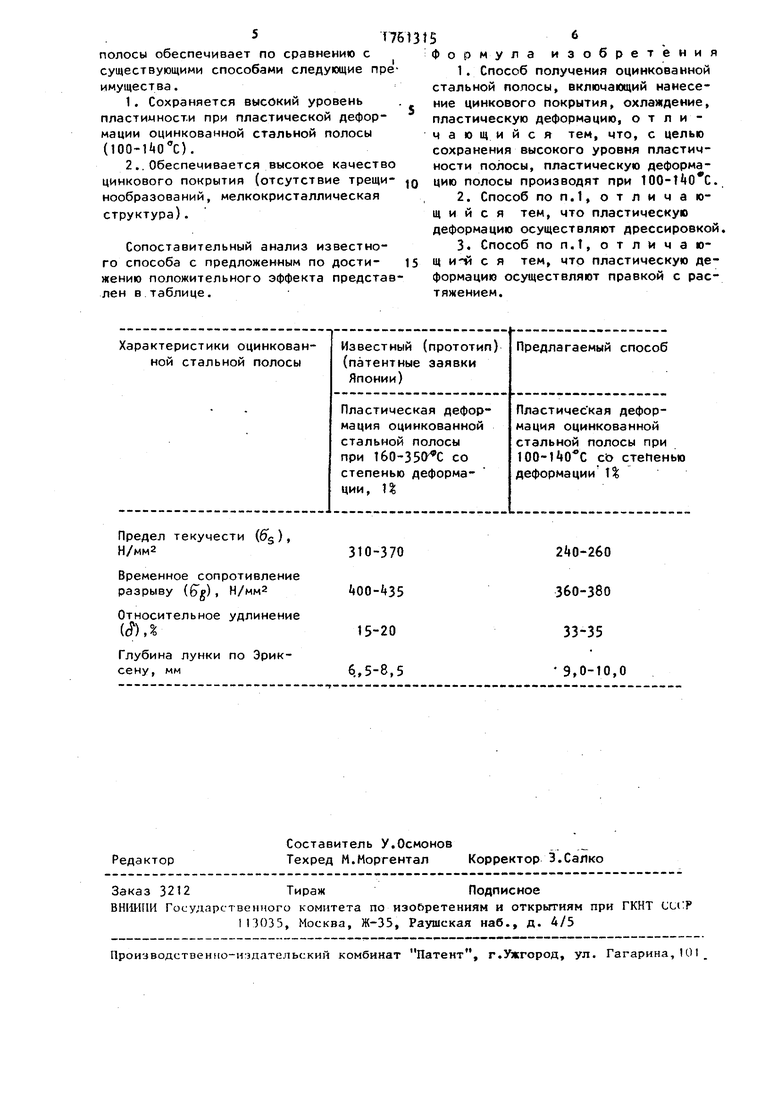
Сопоставительный анализ известного способа с предложенным по дости- 15 жению положительного эффекта представлен в таблице.
Формула изобретения 1. Способ получения оцинкованной стальной поносы, включающий нанесение цинкового покрытия, охлаждение, пластическую деформацию, отличающийся тем, что, с целью сохранения высокого уровня пластичности полосы, пластическую деформаЦИю полосы производят при 100-ЙО С.
ЦИю полосы производят при 100-ЙО С.
2.Способ по п.1, отличающий с я тем, что пластическую деформацию осуществляют дрессировкой.
3.Способ по п.Т, отличаю- щ и-й с я тем, что пластическую деформацию осуществляют правкой с растяжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ | 2017 |
|
RU2649486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОЙ ПОЛОСЫ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2013 |
|
RU2529323C1 |
| Способ получения оцинкованной стальной полосы | 1990 |
|
SU1779267A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2014 |
|
RU2570144C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2011 |
|
RU2478729C2 |
| ГОРЯЧЕОЦИНКОВАННАЯ АЛЮМИНИЗИРОВАННАЯ СТАЛЬНАЯ ПОЛОСА С ПОЛИМЕРНЫМ ПОКРЫТИЕМ, ПРЕДЕЛОМ ТЕКУЧЕСТИ НЕ МЕНЕЕ 500 МПА И ВЫСОКОЙ ВЕЛИЧИНОЙ ОТНОСИТЕЛЬНОГО УДЛИНЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2736476C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ИЗ СТАЛИ С ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ СТРУКТУРОЙ | 2020 |
|
RU2749411C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2563909C9 |
Изобретение относится к черной металлургии, в частности к прокат ному производству, и.может быть использовано при производстве оцинкованной стальной полосы. Цель изобретения - сохранение высокого уровня пластичности оцинкованной стальной полосы. Способ обработал оцинкованной стальной полосы включает нанесение цинкового покрытия, охлаждение пластическую деформацию, которую ве дут при температуре 100-1 0°С, причем деформацию осуществляют дрессиров- кой и правкой с растяжением. 2 з,п. ф-лы.
Характеристики оцинкованной стальной полосы
Пластическая деформация оцинкованной стальной полосы при 1бО-350 С со степенью деформации , 1 %
Предел текучести (6),
Предлагаемый способ
Пластичес кая деформация оцинкованной стальной полосы при 100-ll OeC cb степенью деформации %
| Липухин Ю | |||
| В., -Гринберг Д | |||
| Л | |||
| изводство эффективных видов оцинкованной листовой стали | |||
| М., Металлургия, 1986, с,78 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | |||
