Область изобретения
Настоящее изобретение относится к области производства холоднокатаных листов, а точнее - к производству горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием, обладающей пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, а также к способу ее изготовления.
Предшествующий уровень техники
В Китае стальные полосы с полимерным покрытием используются, в основном, в строительстве, где профилированные листы для облицовки стен требуют высокой прочности, хорошей вязкости и отличной коррозионной стойкости. Многие китайские пользователи (особенно в строительной отрасли) нуждаются в стальных полосах с полимерным покрытием для использования в составе строительных конструкций, чтобы повысить прочность строительного элемента и снизить его вес без потери коэффициента относительного удлинения, достигая тем самым высокой прочности, меньшей толщины и низкой стоимости.
В настоящее время все горячеоцинкованные алюминизированные стальные полосы Китайского производства с повышенным пределом текучести и высокой прочностью на разрыв имеют низкий коэффициент относительного удлинения из-за ограничения, связанного с условиями производственного процесса, а когда предъявляются высокие требования к пластичности, они также не соответствуют требованиям, что значительно ограничивает применение и расширение сбыта оцинкованных алюминизированных стальных полос.
Например, в патенте CN 102363857 В раскрыт способ изготовления полосы с полимерным покрытием с пределом текучести 550 МПа для применения в качестве строительного материала, где Ti и Tb, входящие в химический состав полосы, составляют не более 0,005% и 0,0045%, соответственно; предел текучести полосы RP0.2 достигает 550-600 МПа, предел прочности на растяжение Rm составляет 560-610 МПа, а относительное удлинение после разрушения A80mm составляет ≥ 6%. Способ упрочнения полосы заключается, главным образом, в сохранении большинства строчечных структур, которые не были перекристаллизованы, посредством низкотемпературного отжига с целью увеличения прочности, в результате чего относительное удлинение после разрушения составляет всего 6%; кроме того, это приводит к снижению пластичности.
В патенте CN 100529141 С описывается алюминизированная оцинкованная стальная полоса максимальной твердости и способ ее изготовления; стальная полоса имеет предел текучести, достигающий 600 МПа или выше, величину относительного удлинения ≤ 7% и общее содержание Ti и Nb 0,015-0,100%, а температура отжига поддерживается на уровне 630-710°С для получения стальной полосы максимальной твердости; однако пластичность такой стальной полосы максимальной твердости не удовлетворяет требованиям обработки в плане способности к деформации. Требования предела текучести ≥ 500 МПа, предела прочности на растяжение ≥ 550 МПа и относительного удлинения после разрушения ≥ 15% не могут быть удовлетворены.
В патенте CN 200710093976.8 описываются горячеоцинкованная алюминизированная стальная полоса для глубокой вытяжки и способ ее изготовления, в котором подложка из особонизкоуглеродистой стали используется для изготовления горячеоцинкованного алюминизированного изделия и содержит ≤ 0,01% С, что указывает на то, что данная сталь имеет сверхнизкое содержание углерода, предел текучести 140-220 МПа, предел прочности на растяжение 260-350 МПа и значение относительного удлинения свыше 30%; однако данное изделие не может удовлетворять требованиям предела текучести ≥ 500 МПа и предела прочности на растяжение ≥ 550 МПа.
В патенте CN 103911551 А описываются горячеоцинкованная алюминизированная стальная полоса и способ ее изготовления, который позволяет получать изделия с пределом текучести 250-310 МПа, пределом прочности на растяжение 300-380 МПа и относительным удлинением ≥ 30%; при этом продолжительность томления составляет 40-120 сек, что слишком велико и приводит к укрупнению зерна при низкой прочности стальной полосы.
В настоящее время существует большой спрос на горячеоцинкованные алюминизированные изделия и изделия с полимерным покрытием в таких областях, как строительство стальных конструкций, где предъявляются требования высокой стойкости к ветровым воздействиям, высокой коррозионной стойкости, высокой прочности и относительного удлинения. Тем не менее, все высокопрочные низколегированные горячеоцинкованные алюминизированные изделия и изделия с полимерным покрытием с пределом текучести ≥ 500 МПа, пределом прочности на растяжение ≥ 550 мПа и относительным удлинением ≥ 15% во всем мире представляют собой заготовки.
Раскрытие изобретения
Перед изобретением ставится задача создания горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием, обладающей пределом текучести 500-590 МПа и с величиной относительного удлинения после разрушения выше 15%, а также способа ее изготовления. Стальная полоса должна иметь превосходные механические свойства, т.е. предел текучести 500-590 МПа, предел прочности на растяжение ≥550 МПа и относительное удлинение после разрушения ≥15%. Слой нанесенного покрытия должен быть однородным и плотным, а изделие должно обладать не только хорошей вязкостью, но и отличной коррозионной стойкостью и способно удовлетворять требованиям высокой прочности и высокого относительного удлинения для конструкций, автомобилей и т.д. Изделие также может использоваться для производства электротехнических компонентов бытовой техники, лифтов и т.д., позволяя достичь высокой прочности и снизить толщину.
Для решения вышеупомянутой задачи горячеоцинкованная алюминизированная стальная полоса с пределом текучести 500-590 МПа и величиной относительного удлинения после разрушения ≥15% имеет следующий химический состав, вес.%: С 0,07-0,15, Si 0,02-0,5, Mn 1,3-1,8, N ≤0,004, S ≤0,01, Ti ≤0,15, Nb ≤0,050, остальное Fe и неустранимые примеси, при этом: (С+Mn/6)≤0.3, Mn/S ≥150, 0.01 ≤(Nb-0.22C-1.1N) ≤0.05 при отсутствии Ti, Ti 0.5 ≤Ti/C ≤1.5 при отсутствии Nb, 0.04 ≤(Ti+Nb) ≤0.2, где Ti и Nb добавляют совместно. Микроструктура стальной полосы представляет собой сложную фазовую структуру, содержащую, как минимум, одну частицу феррита, цементит, мелкие осадки, бейнит, мартенсит и деформированные полосчатые зерна.
Стальная полоса, предпочтительно, имеет предел прочности на растяжение ≥550 Мпа.
Поверхность стальной полосы может иметь мелкие, однородно распределенные серебристо-белые блестки, при этом диаметр зерна блесток на ее поверхности составляет менее 10 мм, предпочтительно менее 5 мм.
На поверхность стальной полосы, предпочтительно, нанесено полимерное покрытие, выбранное из группы, состоящей из фторуглерода, полиэфира (РЕ), модифицированного кремнием полиэфира (SMP), устойчивого к атмосферным воздействиям полиэфира (HDP) или поливинилиденфторида (PVDF).
Химический состав стальной полосы может содержать незначительное количество легирующего элемента Nb, который может образовывать осадки в составе стали, такие как Nb (С, N). При добавлении только Nb в настоящем изобретении, где композиционный состав удовлетворяет условиям 0,01% ≤ (Nb-0,22C-1,1N) ≤ 0,05%, Nb и С, N образуют достаточную и тонкую промежуточную фазу, обеспечивая достижение эффекта упрочнения материала.
С в стальной полосе является наиболее эффективным и дешевым упрочняющим элементом для укрепления твердого раствора, а эффект упрочнения твердого раствора увеличивается по мере повышения содержания С.
Кроме того, как описано выше, добавление Nb с целью образования тонкого слоя NbC также эффективно увеличивает прочность материала. С и Si в стальной полосе являются наиболее эффективными и дешевыми упрочняющими элементами для укрепления твердого раствора, а эффект упрочнения твердого раствора увеличивается по мере повышения содержания С и Si. Однако Si может быть обогащен на поверхности стальной полосы и обогащается более значительно, чем С, что серьезно влияет на смачиваемость стальной полосы, поэтому содержание Si должно строго контролироваться.
Mn способен снизить температуру изменения фазы во время охлаждения, улучшить зернистость феррита, увеличить интервал температуры перекристаллизации и начальную температуру изменения фазы, повысить прокаливаемость стали и обеспечить превращение бейнита или мартенсита во время охлаждения после горячего погружения.
С в углеродистой стали определяет прочностные свойства, а прочность материала просто выражается в виде эквивалентного содержания углерода посредством статистики большого объема данных испытаний; поэтому в настоящем изобретении требуется (С + Mn/6) ≥ 0,3%. Кроме того, Mn в расплавленной стали может быть неограниченно растворимым, а Mn, в основном, имеет эффект укрепления твердого раствора; так как в расплавленной стали остается некоторое количество S, который имеет отрицательное влияние увеличения горячеломкости полосы, ухудшения механических свойств стали и т.д., значение Mn/S стальной полосы должно быть увеличено, чтобы снизить отрицательные воздействия S, и поэтому содержание Mn должно составлять 150 ≤ Mn/S с тем, чтобы обеспечить эффективное снижение отрицательных воздействий S.
После добавления Nb большое количество мелких осадков диспергируется в окрашиваемой поверхности для ее упрочнения. Добавление Mn расширяет зону аустенита и улучшает прокаливаемость стальной полосы, а также в сочетании с технологией быстрого охлаждения после погружения могут быть получены некоторые упрочненные фазы бейнита или мартенсита.
Добавление незначительного количества легирующего элемента Ti может образовывать осадки в составе стали, такие как TiC и TiN. При добавлении простого Ti химический состав представляет собой соотношение 0,5 ≤ Ti/C ≤ 1,5, что может привести к формированию большого количества специального карбида TiC, который является хорошим усилителем дисперсионного упрочнения.
При добавлении для усиления окрашиваемой поверхности незначительного количества легирующего элемента Ti и незначительного количества легирующего элемента Nb могут формироваться мелкие осадки, оказывающие усиливающее воздействие, такие как Nb (С, N), TiC, TiN и (Ti, Nb) (С, N).
Способ изготовления горячеоцинкованной алюминизированной стальной полосы с пределом текучести 500-590 МПа и величиной относительного удлинения ≤15% включает следующие этапы:
1) выплавку стали с вышеуказанным химическим составом и литье в слиток;
2) горячую прокатку и травление, при этом температура разливки составляет 1150-1280°С, температура чистовой горячей прокатки составляет 800-900°С, температура сматывания горячекатаной полосы составляет 500-650°С, причем после горячей прокатки осуществляют водяное охлаждение;
3) холодную прокатку, при этом коэффициент обжатия составляет 70-80%;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 20-60 сек при температуре нагрева 650-710°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 30-60 сек при температуре нагрева 750-840°С, продолжительность выдержки в реакционной камере составляет 1-10 сек при температуре реакции 750-840°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 8-15 сек, продолжительность выдержки в зоне вальцовщика горячей прокатки с натяжным устройством и секции горячего погружения составляет 8-12 сек, а скорость охлаждения после горячего погружения ≥20°С/сек;
5) цинкование стальной полосы методом горячего погружения в ванну с жидкостью, имеющей следующий химический состав, вес.%: А1 48-58, Zn 40-50, Si 1,0-2,0, Ti 0,005-0,050, остальное неустранимые примеси, при этом температура жидкости в ванне цинкования составляет 550-610°С; 6) дрессировку с степенью обжатия 0,25±0,2% и правка растяжением до остаточной деформации 0,2%±0,2%.
Предпочтительно, способ дополнительно включает этап нанесения полимерного покрытия, выбранного из группы, состоящей из фторуглерода, полиэфира, модифицированного кремнием полиэфира, устойчивого к атмосферным воздействиям полиэфира или поливинилиденфторида.
Для охлаждения после горячего погружения на этапе непрерывного отжига (этап 4) может быть использовано охлаждение струей холодного газа или струей газового тумана.
Микроструктура стальной полосы представляет собой сложную фазовую структуру, содержащую, феррит, цементит, мелкодисперсные частицы выделившихся фаз, и, как минимум, одно из группы, содержащей бейнит, мартенсит и деформированные зерна с деформационными полосами внутри.
Стальная полоса имеет предел текучести ≥500-590 МПа, предел прочности на растяжение ≥550 МПа и относительное удлинение после разрушения ≥15%.
В способе изготовления стальной полосы согласно настоящему изобретению используется быстрый непосредственный нагрев пламенем, кратковременное поддержание температуры и быстрое охлаждение для достижения быстрой термообработки, улучшения структуры и относительного удлинения, а также повышения прочности. Для охлаждения после горячего погружения используется метод охлаждения струей холодного газа или метод струйного охлаждения газовым туманом, чтобы достичь измельчения зерна для получения упрочненной фазы.
В настоящем изобретении используется непосредственный нагрев пламенем, что повышает интенсивность нагрева и сокращает время выдержки температуры до 1-10 сек, препятствуя росту зерен, с тем, чтобы обеспечить быструю термообработку для измельчения зерна.
В процессе отжига при изготовлении горячеоцинкованной алюминизированной стальной полосы мелкодисперсные частицы выделившихся фаз оказывают эффект закрепления и торможения дислокации на сдвиг границы субзерен, препятствуя росту рекристаллизованных зерен и приводя к измельчению зерен, увеличивая предел текучести стали и прочность на растяжение; таким образом, достигается упрочнение материала при сохранении хорошей пластичности.
Быстрое охлаждение после погружения осуществляется посредством газоструйного охлаждения или охлаждения газовым туманом для измельчения зерен и получения упрочненной фазы. Под струйным охлаждением газовым туманом подразумевается добавление водяного тумана из мелких капелек к защитному газу для газоструйного охлаждения и последующее распрыскивание струей, направленной на поверхность стальной полосы под определенным углом и скоростью, что значительно увеличивает эффективность теплообмена на поверхности стальной полосы.
В настоящем изобретении используются методы быстрого непосредственного нагрева пламенем, кратковременного поддержания температуры и быстрого охлаждения для достижения быстрой термообработки, улучшения структуры и относительного удлинения, а также повышения прочности.
Коэффициент обжатия при холодной прокатке поддерживается в диапазоне 70-80%. Учитывая надлежащий состав и процесс горячей прокатки, невозможно получить желаемую металлографическую структуру, если не будет обеспечено соответствующее обжатие при холодной прокатке. Поскольку при сниженном обжатии при холодной прокатке аккумулирование работы деформации невелико, и при последующей перекристаллизации эту операцию нелегко осуществить, для повышения прочности можно надлежащим образом сохранить определенное количество холоднокатаной структуры. Использование более высокого коэффициента обжатия в диапазоне 70-80% ускоряет перекристаллизацию, поскольку это повышает пластичность.
Непрерывный отжиг проводят в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, включающей в себя секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, и секцию горячего погружения, а газоструйное охлаждение или струйное охлаждение газовым туманом выполняется после горячего погружения. Продолжительность выдержки в секции непосредственного нагрева пламенем составляет 20-60 сек. при температуре нагрева 650-710°С; продолжительность выдержки в секции нагрева радиационными трубами составляет 30-60 сек при температуре нагрева 750-840°С; продолжительность выдержки в реакционной камере составляет 1-10 сек при температуре реакции 750-840°С; продолжительность выдержки в секции охлаждения после горячего погружения составляет 8-15 сек; продолжительность выдержки на участке натяжения полосы и в секции горячего погружения составляет 8-12 сек.
В изобретении используется непосредственный нагрев пламенем, что повышает интенсивность нагрева и сокращает время выдержки температуры до 1-10 сек, препятствуя росту зерен с тем, чтобы обеспечить быструю термообработку для измельчения зерна. По причине добавления сплава высокопрочная низколегированная сталь довольно чувствительна к температуре отжига, поэтому температуру и время выдержки на каждом участке секции отжига следует строго контролировать.
После испытания горячеоцинкованная алюминизированная стальная полоса, в том числе, полоса с полимерным покрытием, обладающая пределом текучести 500-590 МПа и величиной относительного удлинения после разрушения выше 15%, изготовленная в соответствии с настоящим изобретением, имеет предел текучести -500-590 МПа, прочности на растяжение ≥550 МПа. После горячей оцинковки и алюминизирования методом окунания стальная полоса представляет собой однородную комплексную фазовую структуру из феррита + цементита + мелкодисперсных частиц выделившихся фаз и, как минимум, одного из группы, содержащий бейнита + мартенсита + деформированных зерен с деформационными полосами внутри, а поверхность стальной полосы имеет однородно распределенные серебристо-белые блестки диаметром менее 10 мм; после нанесения полимерного покрытия поверхность не имеет таких дефектов, как пузырьки, трещины, необработанные участки и т.д., которые негативно сказываются при эксплуатации изделия. Покрывающий слой на поверхности полосы с полимерным покрытием может классифицироваться как фторуглерод, полиэфир (РЕ), модифицированный кремнием полиэфир (SMP), полиэфир с высокой устойчивостью к погодным условиям (HDP) или поливинилиденфторид (PVDF), без каких-либо очевидных дефектов.
По сравнению с предшествующим уровнем техники настоящее изобретение не нуждается в какой-либо трансформации оборудования, отличается простотой производственного процесса и обеспечивает производство горячеоцинкованного алюминизированного изделия, обладающего не только высокой коррозионной стойкостью и теплостойкостью, но также и отличной вязкостью; изделие, изготовленное в соответствии с настоящим изобретением, обладает высокой прочностью и хорошей пластичностью; кроме того, слой нанесенного покрытия стальной полосы, изготовленной в соответствии с настоящим изобретением, однородный, плотный и имеет надлежащую толщину, а после нанесения полимерного покрытия (по желанию) приобретает хорошую глянцевость, поэтому изделие может использоваться в производстве строительных конструкций, электротехнических компонентов бытовой техники, и т.д., открывая широкий диапазон областей применения для горячеоцинкованных алюминизированных изделий и изделий с полимерным покрытием.
Краткое описание чертежей Конкретные особенности и характеристики изобретения изложены со ссылкой на следующие примеры и чертежи.
- на Фиг. 1 представлен металлографический снимок стальной полосы по Примеру 1;
- на Фиг. 2 представлен металлографический снимок стальной полосы по Примеру 2.
Лучшие способы реализации изобретения
Далее настоящее изобретение подробно описывается в сочетании с прилагаемыми чертежами и примерами.
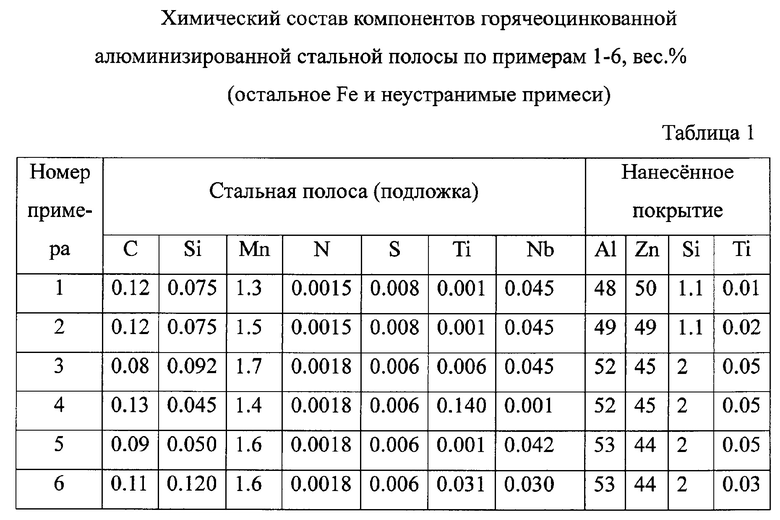
Химический состав стальной подложки стальной полосы и нанесенных слоев в примерах настоящего изобретения представлен в Таблице 1, при этом остатки представляют собой Fe и неустранимые примеси. Вышеуказанные компоненты подвергают десульфуризации чугуна, выплавке и отливке в конвертере для получения слитка; впоследствии слиток подвергают горячей и холодной прокатке и непрерывному отжигу, затем горячему погружению, дрессировке и извлечению-правке, чтобы в итоге получить алюминизированную горячеоцинкованную полосу; предпочтительно, на стальную полосу дополнительно наносят полимерное покрытие, чтобы получить стальную полосу с полимерным покрытием.
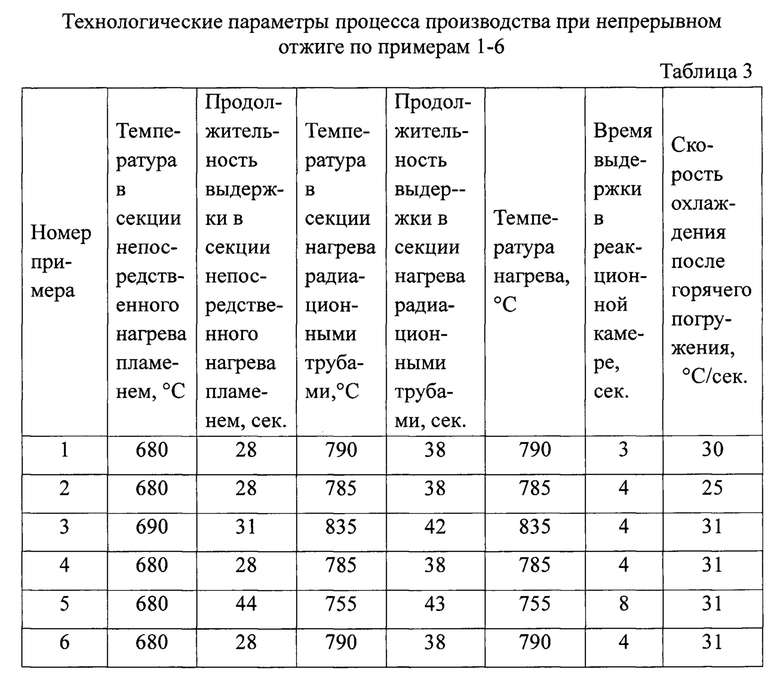
Конкретные технологические условия примеров настоящего изобретения представлены в таблицах 2 и 3. В Таблице 3 представлены условия процесса непрерывного отжига в примерах настоящего изобретения. В Таблице 4 приведены данные по механические свойствам стальных полос в примерах настоящего изобретения.


Пример 1 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,5 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,12, Si 0,075, Mn 1,3, S 0,008, N 0,015, Ti 0,001, Nb 0,045, остальное - Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1230°С, температура чистовой горячей прокатки составляет 860°С, температура сматывания горячекатаной полосы составляет 550°С, охлаждение в воде производили до наматывания, горячекатаная полоса имеет толщину 2,3 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 80%, холоднокатаная полоса имеет толщину 0,46 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 28 сек. при температуре нагрева 680°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 38 сек при температуре нагрева 790°С, продолжительность выдержки в реакционной камере составляет 3 сек при температуре реакции 790°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: Al 48, Zn 50, Si 1,1, Ti 0,01, остальное - неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 600°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,5 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы составляет 543 МПа, предел прочности на растяжение Rm составляет 586 МПа, а относительное удлинение после разрушения A80mm -17%.
Стальная полоса представляет собой однородную сложную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз (см. Фиг. 1).
Пример 2 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,45 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,12, Si 0,075, Mn 1,5, S 0.008, N 0,0015, Ti 0,001, Nb 0,045, остальное Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1230°С, температура чистовой горячей прокатки составляет 860°С, температура сматывания горячекатаной полосы составляет 550°С, охлаждение в воде производили до наматывания,
3) горячекатаная полоса имеет толщину 2,1 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 80%, холоднокатаная полоса имеет толщину 0,41 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 28 сек при температуре нагрева 680°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 38 сек при температуре нагрева 785°С, продолжительность выдержки в реакционной камере составляет 4 сек при температуре реакции 785°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: Al 49, Zn 49, Si 1,1, Ti 0,02, остальное неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 590°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,45 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы составляет 537 МПа, предел прочности на растяжение Rm составляет 571 МПа, а относительное удлинение после разрушения A80mm - 15.5%.
Стальная полоса представляет собой однородную сложную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз (см. Фиг. 2).
Пример 3 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,6 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,08, Si 0,092, Mn 1,7, S 0.006, N 0,0018, Ti 0,006, Nb 0,045, остальное Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1200°С, температура чистовой горячей прокатки составляет 880°С, температура сматывания горячекатаной полосы составляет 630°С, охлаждение в воде производили до наматывания, горячекатаная полоса имеет толщину 1,93 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 71%, холоднокатаная полоса имеет толщину 0,56 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 31 сек при температуре нагрева 690°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 42 сек при температуре нагрева 835°С, продолжительность выдержки в реакционной камере составляет 4 сек. при температуре реакции 835°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек. при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: Al 52, Zn 45, Si 2, Ti 0,05, остальное неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 560°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,6 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы составляет 534 МПа, предел прочности на растяжение Rm составляет 591 МПа, а относительное удлинение после разрушения A80mm -15,8%.
Стальная полоса представляет собой однородную комплексную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз.
Пример 4 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,6 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,13, Si 0,045, Mn 1,4, S 0.006, N 0,0018, Ti 0,14, Nb 0,001, остальное Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1170°С, температура чистовой горячей прокатки составляет 810°С, температура сматывания горячекатаной полосы составляет 510°С, охлаждение в воде производили до наматывания, горячекатаная полоса имеет толщину 2,3 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 76%, холоднокатаная полоса имеет толщину 0,56 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 28 сек при температуре нагрева 680°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 38 сек при температуре нагрева 785°С, продолжительность выдержки в реакционной камере составляет 4 сек при температуре реакции 785°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: А1 52, Zn 45, Si 2, Ti 0,05, остальное неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 605°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,6 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы составляет 524 МПа, предел прочности на растяжение Rm составляет 581 МПа, а относительное удлинение после разрушения A80mm -16.1%.
Стальная полоса представляет собой однородную сложную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз.
Пример 5 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,5 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,09, Si 0,050, Mn 1,6, S 0.006, N 0,0018, Ti 0,001, Nb 0,042, остальное Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1250°С, температура чистовой горячей прокатки составляет 890°С, температура сматывания горячекатаной полосы составляет 640°С, охлаждение в воде производили до наматывания, горячекатаная полоса имеет толщину 2,3 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 80%, холоднокатаная полоса имеет толщину 0,46 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 44 сек при температуре нагрева 680°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 43 сек при температуре нагрева 755°С, продолжительность выдержки в реакционной камере составляет 8 сек при температуре реакции 755°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: Al 53, Zn 44, Si 2, Ti 0,05, остальное неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 600°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,5 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы в данном примере составляет 511 МПа, предел прочности на растяжение Rm составляет 572 МПа, а относительное удлинение после разрушения A80mm - 16.8%.
Стальная полоса представляет собой однородную комплексную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз.
Пример 6 демонстрирует способ изготовления горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием с пределом текучести 500-590 МПа и величиной относительного удлинения выше 15%, при толщине стальной полосы после нанесения полимерного покрытия 0,5 мм. Способ включает следующие этапы:
1) выплавка стали: десульфуризация чугуна, выплавка и отливка в конвертере для получения слитка, имеющего следующий химический состав, вес.%: С 0,11, Si 0,12, Mn 1,6, S 0.006, N 0,0018, Ti 0,031, Nb 0,030, остальное Fe и неустранимые примеси;
2) горячая прокатка и травление, при этом температура разливки составляет 1250°С, температура чистовой горячей прокатки составляет 860°С, температура сматывания горячекатаной полосы составляет 620°С, охлаждение в воде производили до наматывания, горячекатаная полоса имеет толщину 2,3 мм;
3) холодная прокатка, при этом коэффициент обжатия составляет 80%, холоднокатаная полоса имеет толщину 0,46 мм;
4) непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения,, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 28 сек при температуре нагрева 680°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 38 сек при температуре нагрева 790°С, продолжительность выдержки в реакционной камере составляет 4 сек при температуре реакции 790°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 11 сек при температуре 600°С;
5) цинкование и алюминизирование стальной полосы методом горячего погружения в ванну с жидкостью, при котором масса металлических слоев цинка и алюминия с обеих сторон поддерживается на уровне 150 г/м2, жидкость имеет следующий химический состав, вес.%: Al 53, Zn 44, Si 2, Ti 0,03, остальное неустранимые примеси, температура полосовой стали на входе в ванну цинкования 600°С, температура жидкости в ванне цинкования 560°С; охлаждение после горячего погружения струей газового тумана;
6) дрессировка, извлечение-правка и сматывание для использования;
7) нанесение полимерного покрытия (факультативно). Стальная полоса на выходе имеет толщину 0,5 мм.
После определения путем испытания предел текучести RP0.2 стальной полосы в данном примере составляет 513 МПа, предел прочности на растяжение Rm составляет 578 МПа, а относительное удлинение после разрушения A80mm - 15.6%.
Стальная полоса представляет собой однородную комплексную фазовую структуру, состоящую из феррита + цементита + бейнита + мартенсита + деформированных зерен с деформационными полосами внутри + мелкодисперсных частиц выделившихся фаз.
Изобретение относится к металлургии, а именно к производству холоднокатаных листов, в частности, к производству горячеоцинкованной алюминизированной стальной полосы с полимерным покрытием, обладающей пределом текучести 500-590 МПа и величиной относительного удлинения больше 15%, а также к способу ее изготовления. Стальная полоса имеет следующий химический состав, вес.%: С 0,07-0,15, Si 0,02-0,5, Mn 1,3-1,8, N ≤ 0,004, S ≤ 0,01, Ti ≤ 0,15, Nb ≤ 0,050, остальное Fe и неустранимые примеси, при этом: (С+Mn/6) ≥ 0.3, Mn/S ≥ 150, 0.01 ≤ (Nb-0.22C-1.1N) ≤ 0.05 при отсутствии Ti, Ti 0.5 ≤ Ti/C ≤ 1.5 при отсутствии Nb, 0.04 ≤ (Ti+Nb) ≤ 0.2, где Ti и Nb добавляют совместно. Стальная полоса обладает хорошей прочностью, вязкостью и отличной антикоррозийной устойчивостью. 2 н. и 15 з.п. ф-лы, 2 ил., 4 табл., 6 пр.
1. Горячеоцинкованная алюминизированная стальная полоса с пределом текучести 500-590 МПа и с величиной относительного удлинения после разрушения выше 15%, имеющая следующий химический состав, вес.%: С 0,07-0,15, Si 0,02-0,5, Mn 1,3-1,8, N ≤0,004, S ≤0,01, Ti ≤0,15, Nb ≤0,050, остальное - Fe и неустранимые примеси, при этом: (С+Mn/6)≥0,3, Mn/S ≥150, 0,01≤(Nb-0,22C-1,1N)≤0,05 при отсутствии Ti, 0,5≤Ti/C≤1,5 при отсутствии Nb, и 0,04≤(Ti+Nb)≤0,2 в случае, когда Ti и Nb присутствуют совместно, причем ее микроструктура представляет собой сложную фазовую структуру, содержащую феррит, цементит, мелкодисперсные частицы выделившихся фаз и, как минимум, одно из группы, содержащей бейнит и мартенсит.
2. Стальная полоса по п. 1, отличающаяся тем, что она имеет предел прочности на растяжение ≥ 550 МПа.
3. Стальная полоса по п. 1 или 2, отличающаяся тем, что на поверхности она имеет однородно распределенные серебристо-белые блестки диаметром менее 10 мм.
4. Стальная полоса по п. 3, отличающаяся тем, что диаметр зерна блесток на ее поверхности составляет менее 5 мм.
5. Стальная полоса по п. 1, отличающаяся тем, что жидкость в ванне при цинковании стальной полосы методом горячего погружения имеет следующий химический состав, вес.%: Al 48-58, Zn 40-50, Si 1,0-2,0, Ti 0,005-0,050, остальное - неизбежные примеси.
6. Стальная полоса по любому из пп. 1-5, отличающаяся тем, что на ее поверхность нанесено полимерное покрытие, выбранное из группы, состоящей из фторуглерода, полиэфира, модифицированного кремнием полиэфира, устойчивого к атмосферным воздействиям полиэфира или поливинилиденфторида.
7. Способ изготовления горячеоцинкованной алюминизированной стальной полосы с пределом текучести 500-590 МПа и с величиной относительного удлинения выше 15%, включающий:
- выплавку стали с химическим составом по п. 1 и литье в слиток;
- горячую прокатку и травление, при этом температура разливки составляет 1150-1280°С, температура чистовой горячей прокатки составляет 800-900°С, температура сматывания горячекатаной полосы составляет 500-650°С, причем после горячей прокатки осуществляют водяное охлаждение;
- холодную прокатку с коэффициентом обжатия 70-80%;
- непрерывный отжиг в печи безокислительного непрерывного отжига для горячего цинкования и алюминирования, содержащей секцию непосредственного нагрева пламенем, секцию нагрева радиационными трубами, реакционную секцию, секцию предварительного охлаждения перед погружением в горячий расплав, участок натяжения полосы с регулятором натяжения, секцию горячего погружения и последующего охлаждения газовым туманом, при этом продолжительность выдержки в секции непосредственного нагрева пламенем составляет 20-60 сек при температуре нагрева 650-710°С, продолжительность выдержки в секции нагрева радиационными трубами составляет 30-60 сек при температуре нагрева 750-840°С, продолжительность выдержки в реакционной камере составляет 1-10 сек при температуре реакции 750-840°С, продолжительность выдержки в секции охлаждения после горячего погружения составляет 8-15 сек, продолжительность выдержки на участке натяжения полосы и секции горячего погружения составляет 8-12 сек, а скорость охлаждения после горячего погружения ≥20°С/сек;
- цинкование стальной полосы методом горячего погружения в ванну, имеющую следующий химический состав, вес.%: Al 48-58, Zn 40-50, Si 1,0-2,0, Ti 0,005-0,050, остальное неустранимые примеси, при этом температура ванны цинкования составляет 550-610°С;
- дрессировку со степенью обжатия 0,25±0,2% и правку растяжением до остаточной деформации 0,2%±0,2%.
8. Способ по п. 7, отличающийся тем, что для охлаждения после горячего погружения на этапе непрерывного отжига используют охлаждение струей холодного газа или струей газового тумана.
9. Способ по п. 7, отличающийся тем, что стальная полоса имеет предел прочности на растяжение ≥550 МПа.
10. Способ по п. 7, отличающийся тем, что поверхность стальной полосы имеет однородно распределенные серебристо-белые блестки диаметром менее 10 мм.
11. Способ по п. 7, отличающийся тем, что диаметр зерна блесток на поверхности стальной полосы составляет менее 5 мм.
12. Способ по п. 7, отличающийся тем, что он дополнительно включает нанесение полимерного покрытия, выбранного из группы, состоящей из фторуглерода, полиэфира, модифицированного кремнием полиэфира, устойчивого к атмосферным воздействиям полиэфира или поливинилиденфторида.
13. Способ по п. 12, отличающийся тем, что после нанесения полимерного покрытия поверхность стальной полосы не имеет таких дефектов, как пузырьки, трещины и необработанные участки.
14. Способ по п. 12, отличающийся тем, что для охлаждения после горячего погружения на этапе непрерывного отжига используют охлаждение струей холодного газа или струей газового тумана.
15. Способ по п. 12, отличающийся тем, что стальная полоса имеет предел прочности на растяжение ≥550 МПа.
16. Способ по п. 12, отличающийся тем, что поверхность стальной полосы имеет однородно распределенные серебристо-белые блестки диаметром менее 10 мм.
17. Способ по п. 16, отличающийся тем, что диаметр зерна блесток на поверхности стальной полосы составляет менее 5 мм.
| CN 104831207 A, 12.08.2015 | |||
| JP 3094018 A, 18.04.1991 | |||
| KR 20130023712 A, 08.03.2013 | |||
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| US 2015047752 A1, 19.02.2015. | |||

