Изобретение относится к переработке пластмасс и, в частности, к литьевым формам для термопластичных материалов, перерабатываемых методом литья под давлением в детали с внутренними поднутрениями и может найти широкое применение в машиностроении, где применяются пластмассовые детали.
Известна литьевая форма, содержащая подвижную и неподвижную плиты крепления, неподвижную обойму и механизм принудительного возврата системы выталкивания с помощью цангового зажима.
Недостатком данной конструкции является то, что в такой форме нельзя отлить детали с внутренними поднутрениями.
Наиболее близким по техническому решению к заявляемому является литьевая форма для изготовления изделий с внутренними поднутрениями, содержащая неподвижную часть в составе плиты крепления и обоймы с оформляющим элементом и подвижной части, содержащей подвижные
плиту крепления, обойму с подвижными пуансонами, связанными с наклонными выталкивателями и механизм возврата выталкивающей системы в исходное положение в виде упора, установленного в неподвижной части литьевой формы.
Недостатком конструкции являются ограниченные возможности применения формы, так как отливаемые изделия должны обязательно иметь сквозные центральные отверстия, которые обеспечивают соприкосновение подвижных пуансонов с упором, установленным в неподвижной части формы.
Цель изобретения - расширение технологических возможностей литьевой формы и повышение ее надежности.
Поставленная цель достигается тем, что в известной литьевой форме для изделий с поднутрениями из пластмасс, содержащую неподвижную часть, включающую плиту крепления и обойму с оформляющим элементом, и подвижную часть, содержащую
Os
ел ю
iOO
подвижную плиту крепления, обойму с неподвижными пуансонами, связанными с наклонными выталкивателями, и механизм возврата выталкивающей системы с толкателем, последний содержит установленный на толкателе упор с захватом, а на концах наклонных выталкивателей выполнены выступы для взаимодействия с захватом упора.
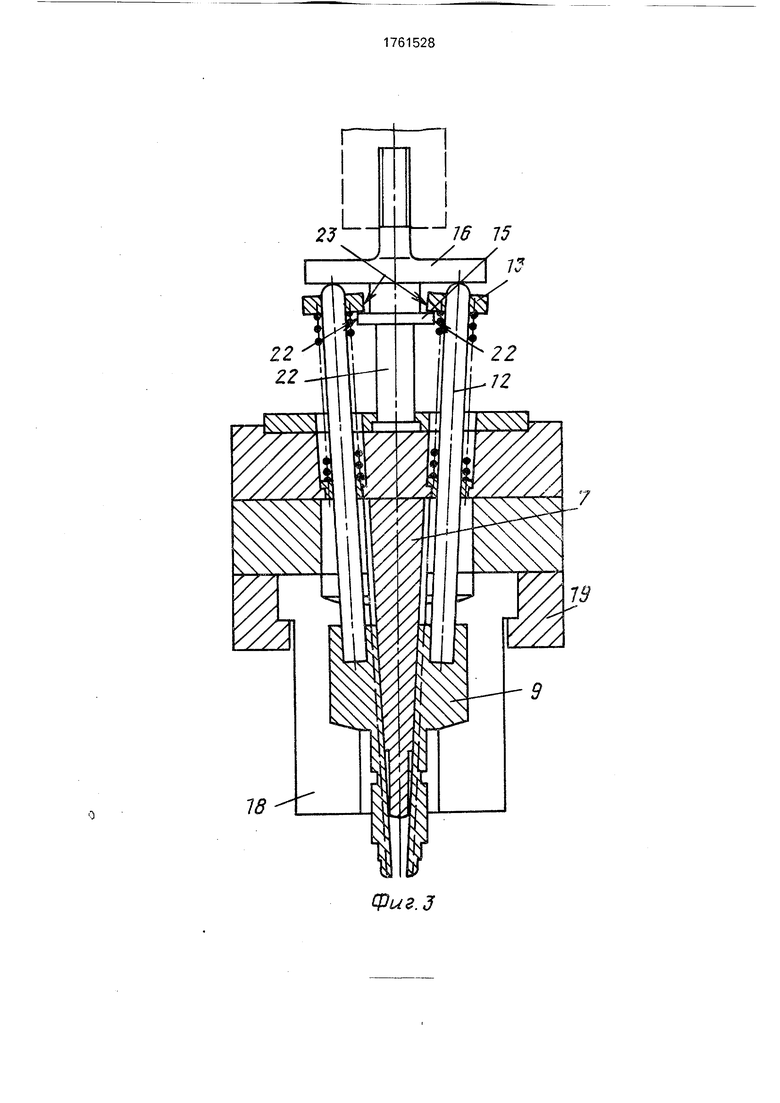
На фиг. 1 представлен продольный разрез формы в сомкнутом состоянии; на фиг. 2 - продольный разрез формы в промежуточном положении; на фиг, 3 - продольный разрез подвижной части формы в раскрытом состоянии; на фиг. 4 - увеличенное изображение формы по месту образования поднутрения.
Литьевая форма для изготовления изделий с поднутрениями из пластмасс состоит из неподвижной части, содержащей плиту крепления 1 с установленной в ней литниковой втулкой 2 и связанной с обоймой 3, в которой закреплен оформляющий элемент 4, и подвижной части в составе плиты крепления 5, связанной с обоймой 6 с закрепленным в ней сердечником 7, имеющим направляющие 8, в которых с возможностью перемещения расположены подвижные пуансоны 9 с выступами 10 для образования поднутрений 11 в изделии. С подвижными пуансонами 9 связаны наклонные выталкиватели 12, имеющие выступы 13.
Между выступами 13 и плитой крепления 5 на наклонных выталкивателях 12 размещены пружины 14. Выступы 13 взаимодействуют с захватом 15, выполненным за одно целое с упором 16, установленным на толкателе 17 термопластавтомата.
Наружную поверхность изделия образуют раздвижные оформляющие элементы 18, которые перемещаются перпендикулярно продольной оси формы по направляющим 19, закрепленным на обойме 6. В плите крепления 5 установлен и закреплен фланцем 20 ограничительный упор 21.
В замкнутом положении литьевой формы расстояние между поверхностями 22 захвата 15 равно расстоянию между кромками 23 выступов 13. Это условие обеспечивает взаимодействие захвата 15 и выступов 13 на всей длине хода выталкивания, равной расстоянию от захвата 15 до ограничительного упора 21, и гарантирует возврат подвижных пуансонов 9 в исходное положение. Принудительный возврат подвижных пуансонов 9 обеспечивается за счет того, что расстояние между кромками 23 выступов 13 меньше расстояния между поверхностями 22 захвата 15 в раскрытом состоянии литьевой формы.
Существенное отличие обеспечено неизвестным ранее сочетанием упора 16 с захватом 15 и выступов 13, перемещающих подвижные пуансоны 9 с наклонными выталкивателями 12.
Работа устройства осуществляется следующим образом.
В замкнутом состоянии литьевой формы подвижные пуансоны 9 с наклонными
выталкивателями 12 и выступами 13 находятся в исходном положении, при котором расстояние между кромками 23 выступов 13 оказывается максимальным и равным расстоянию между поверхностями 22 захвата
15, причем упор 16 с захватом 15, установленный в толкателе 17 термопластавтомата, находится на заданном расстоянии от выступов 13. После заливки материала и охлаждения происходит оформление изделия.
Затем начинается процесс раскрытия литьевой формы, при этом ее подвижная часть вместе с изделием движется по направлению к упору 16. Боковые оформляющие элементы 19 расходятся в перпендикулярном
продольной оси направлении.
В момент касания наклонными выталкивателями 12 упора 16 начинается процесс сталкивания изделия с центрального сердечника 7 и извлечения подвижных пуансонов 9 из поднутрений 11. Ход сталкивания определяется расстоянием между захватом 15 и ограничительным упором 21. Так как подвижные пуансоны 9 расположены в направляющих 8 сердечника 7, а наклонные
выталкиватели 12 с выступами 13 связаны с подвижными пуансонами 9, то при дальнейшем движении подвижной части литьевой формы движение выступов 13 будет таким, что расстояние между кромками 23 будет
уменьшаться. При этом обеспечивается захват выступов 13 захватом 15 и сталкивание изделия с сердечника 7,
Далее происходит смыкание литьевой формы. Подвижная часть движется в направлении от упора 16, захват 15 удерживает выступы 13 до тех пор, пока подвижная часть не переместится на расстояние, равное ходу выталкивания.
Как видно из вышеизложенного, подвижные пуансоны 9 возвращаются в исходное положение. Далее цикл повторяется.
Описанная конструкция создает технико-экономические преимущества за счет расширения технологических возможностей формы и повышения ее надежности.
Формула изобретения Литьевая форма для изделий с поднутрениями из пластмасс, содержащая не- подвижную часть, включающую плиту
крепления и обойму с оформляющим элементом, и подвижную часть, содержащую подвижную плиту крепления, обойму с подвижными пуансонами, связанными с наклонными выталкивателями, и механизм возврата выталкивающей системы с толкателем, отличающаяся тем, что, с целью
расширения технологических возможностей формы и повышения ее надежности, механизм возврата выталкивающей системы содержит установленный на толкателе упор с захватом, а на концах наклонных выталкивателей выполнены выступы для взаимодействия с захватом упора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1969 |
|
SU243819A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1974 |
|
SU654428A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |


Использование: в формах для получения изделий из пластмасс с поднутрениями с наклонными выталкивателями. Сущность изобретения: механизм возврата выталкивающей системы выполнен в виде упора с захватом, который взаимодействует с выступами на концах наклонных выталкивателей. Поскольку возврат выталкивателей производится принудительно механическим сцеплением, а не за счет пружин, и заканчивается до полного смыкания формы, что предотвращает возможность поломки движущихся частей, то этим обеспечивается повышенная надежность. 4 ил.
сриг.1
Зг-П
Щ%
Z SSS3M
Фиг.2
18
7
Фиг.З
фигА
| Отраслевой каталог | |||
| Технологическая оснастка для переработки термопластов./Под ред | |||
| К.Х | |||
| Дубова и др.-М.: ЦНИИ- Тэстроймаш, 1983, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
