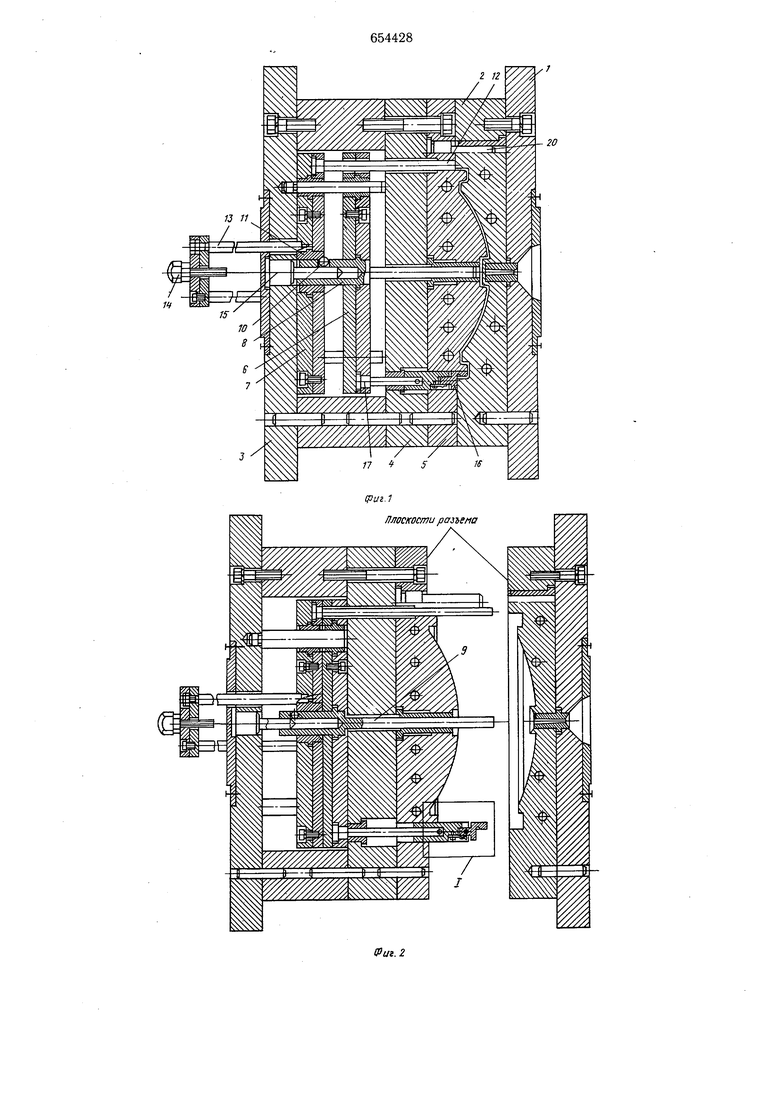
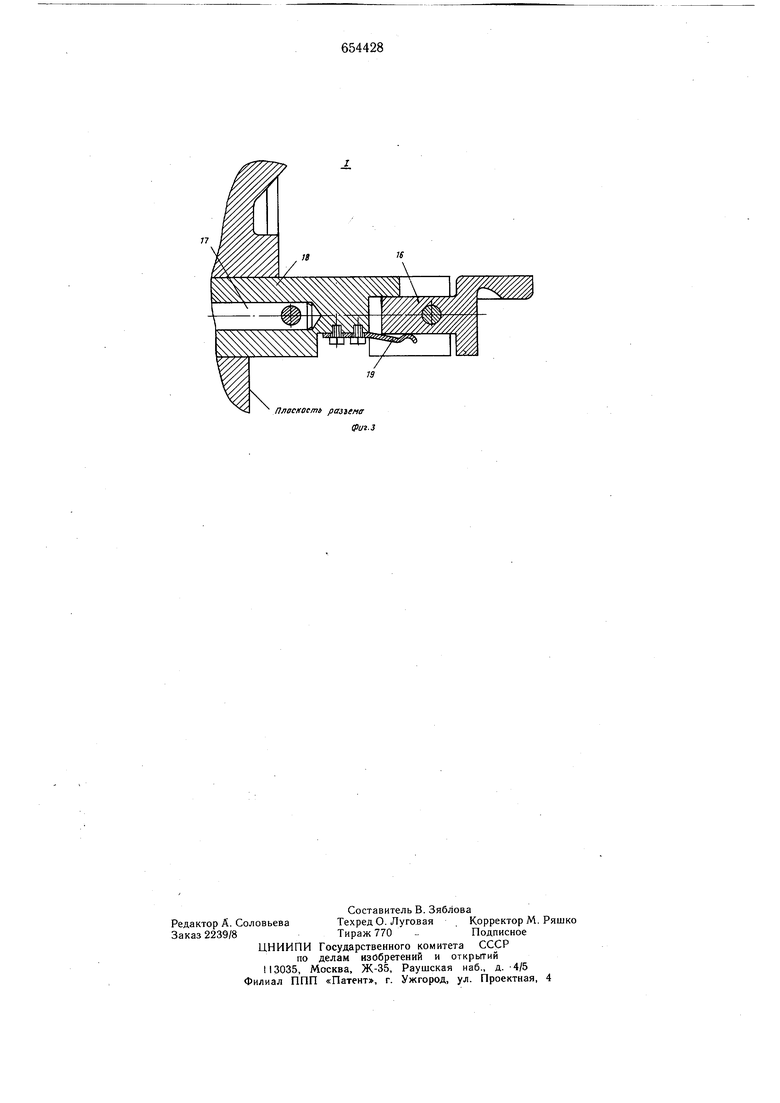
упором 14. В подвижной плите 3 установлен палец 15, взаимодействующий с втулкой 8. Вкладыш, оформляющий поднутрение, выполнен в виде формующей части 16, расположенной в плите пуансона, тяги 17, закрепленной в толкающей плите 6 и выполненной в виде вилки вставки 18, расположенной между формующей частью и тягой и шарнирно связанной одним концом с тягой, а другим концом - с формующей частью. Положение формующей части зафиксировано пластинчатыми пружинами 19, которые возвращают формующую часть после сталкивания изделия Б рабочее положение, что предохраняет ее от ударов при возврате толкающих плит с выталкивателями в исходное положение. Колонка 20 служит для центрирования плит формы. Литьевая форма работает следующим образом. В сомкнутую форму через литниковую втулку впрыскивают полимерный материал. После выдержки форму раскрывают. Подвижная часть ее отходит от неподвижной плиты, а изделие остается на пуансоне. При перемещении подвижной части формы влево упор 14 входит в соприкосновение
с упором мащины, изделие снимается с пуансона 5 стержневыми выталкивателями 12, тягами 17, центральным выталкивателем 9, после чего срабатывает щариковая защелка. Шарики 10, прилегающие к пальцу 15 и втулке 11 плиты 7, выходят из соприкосновения с пальцем 15 и полностью заходят в полость центральной втулки 8. Изделие держится на формующей части 16, щарнирно соединенной через вставку с тягой 17. Таким образом осуществляется первая ступень сталкивания. Плита 6 с тягой 17 прекращает свое движение. При дальнейшем перемещении подвижной части формы влево, за счет второй ступени сталкивания (фиг. 2) выталкиватели 12 освобождают изделие от формующих частей 16 за счет поворота их в шарнирном соединении, после чего изделие падает в приемное устройство мащины.
При размыкании формы щарнирное соединение формующей части 16 и вставки 18 выходят за плоскость разъема формы (фиг. 2
дыщ, включающий расположенную в плите пуансона формующую часть и закрепленную в толкающей плите тягу, отличающаяся тем, что, с целью повыщения производительности за счет сокращения времени замены формующей части вкладыща, она снабжена расположенной между тягой и формующей частью вставкой, щарнирно соединенной одним концом с тягой, а другим концом - с формующей частью.
2. Литьевая форма по п. 1, отличающаяся тем, что тяга жестко закреплена на толкающей плите.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 426849, кл. В 29 С 1/14, 1972.
2.Лейкин Н. Н. Конструирование прессформ для изделий из пластических масс. М.-Л., «Машиностроение, 1966, с. 221 - 222, р. 92. и 3), что дает возможность легко и быстро произвести демонтаж формующей части вкладыща в месте ее шарнирного соединения с вставкой. При повторении цикла форма для литья замыкается, выталкивающая система возвращается в исходное положение. Затем цикл повторяется. Охлаждение литьевой формы Б процессе работы производится водои, циркулирующей по каналам, имеющимся в матрице и пуансоне. При размыкании формы шарнирное соединение формующей части и вставки выходят за плоскость разъема формы, что дает возможность легко и быстро производить демонтаж вкладыща, не снимая формы с мащины.. Формула изобретения I. Литьевая форма для изготовления полимерных изделий с поднутрениями, содержащая подвижную и неподвижную плиты, размещенные между ними плиту пуансона и толкающую плиту, и оформляющий поднутрение подвижный вдоль оси формы вкла(Риг.1
/плоскости разъема
n/iacxBcmi разъема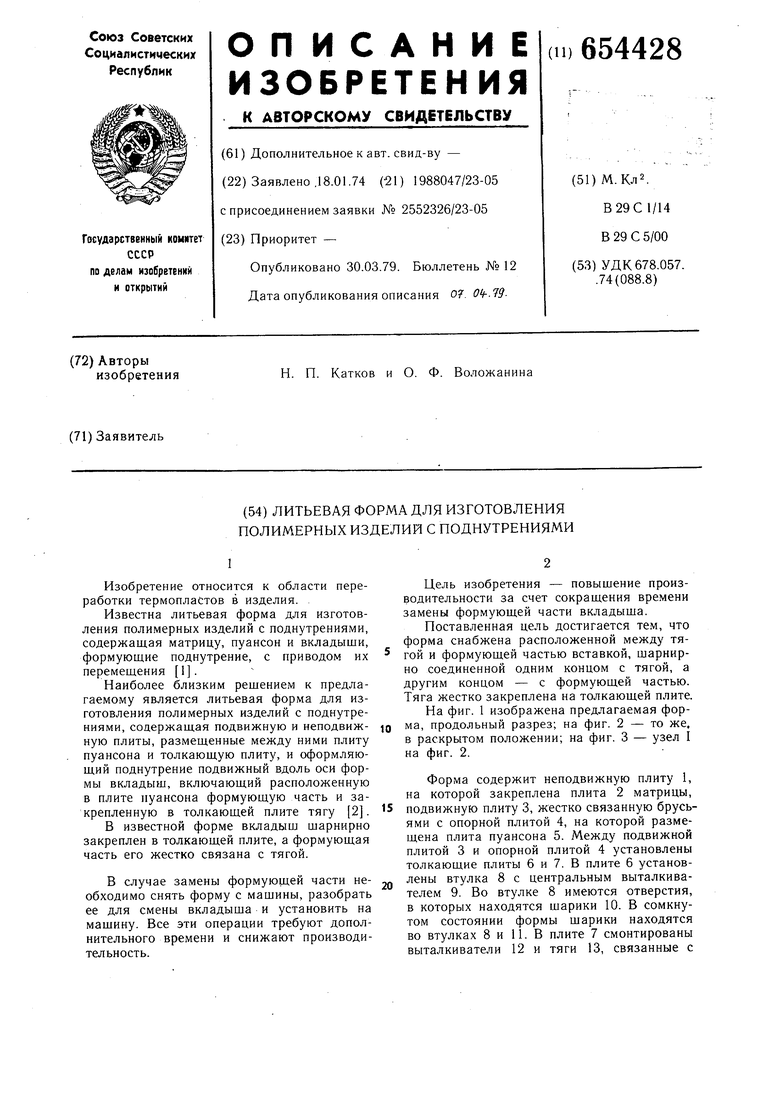
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU706247A1 |
| Литьевая форма для изделий с поднутрениями из пластмасс | 1990 |
|
SU1761528A1 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |