со
00 tsD О5 СП
Фиг.
Изобретение относится к переработке пластмасс и может быть использовано для изготовления изделий с наружной резьбой или с поднутрениями на боковой поверхности.
Ue;ib изобретения iioBtjiiieHHe производительности формы за счет уве.чичения ее гнездности.
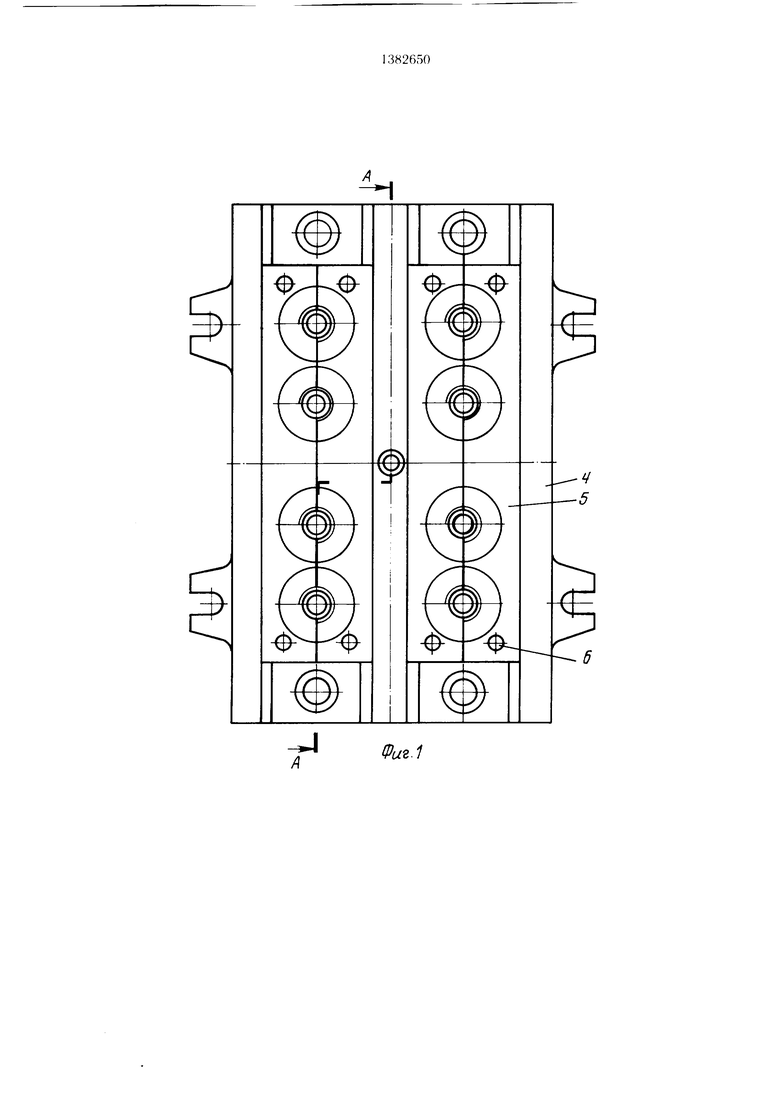
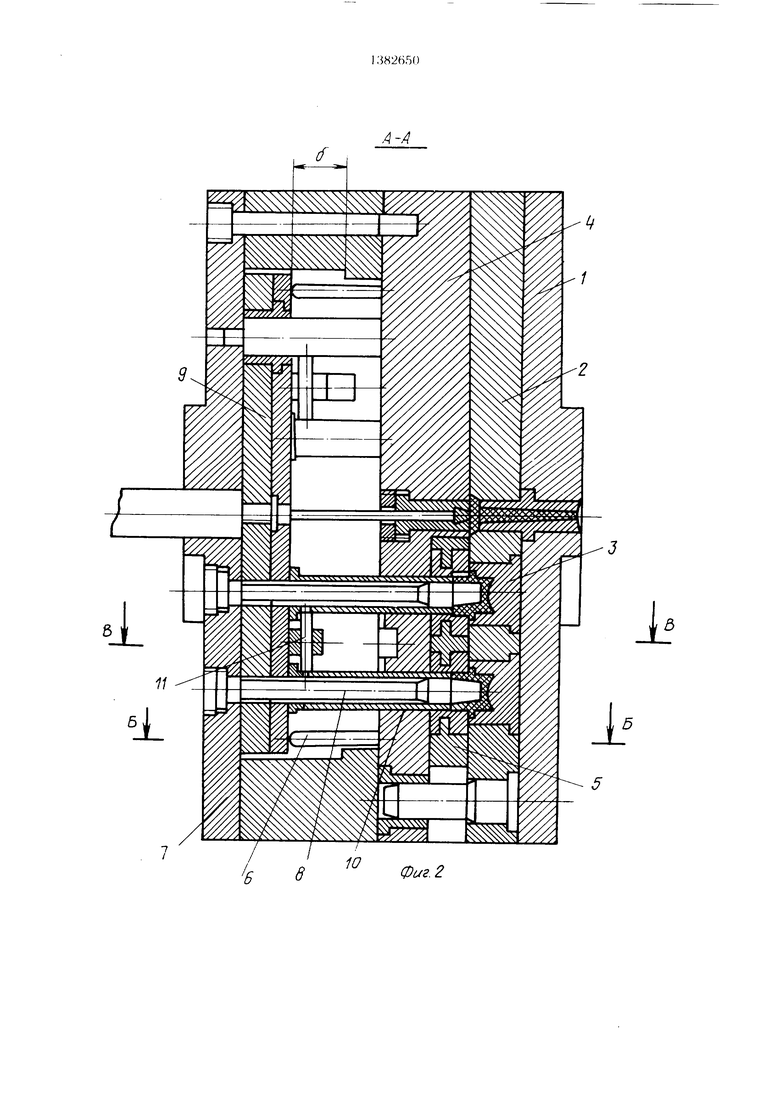
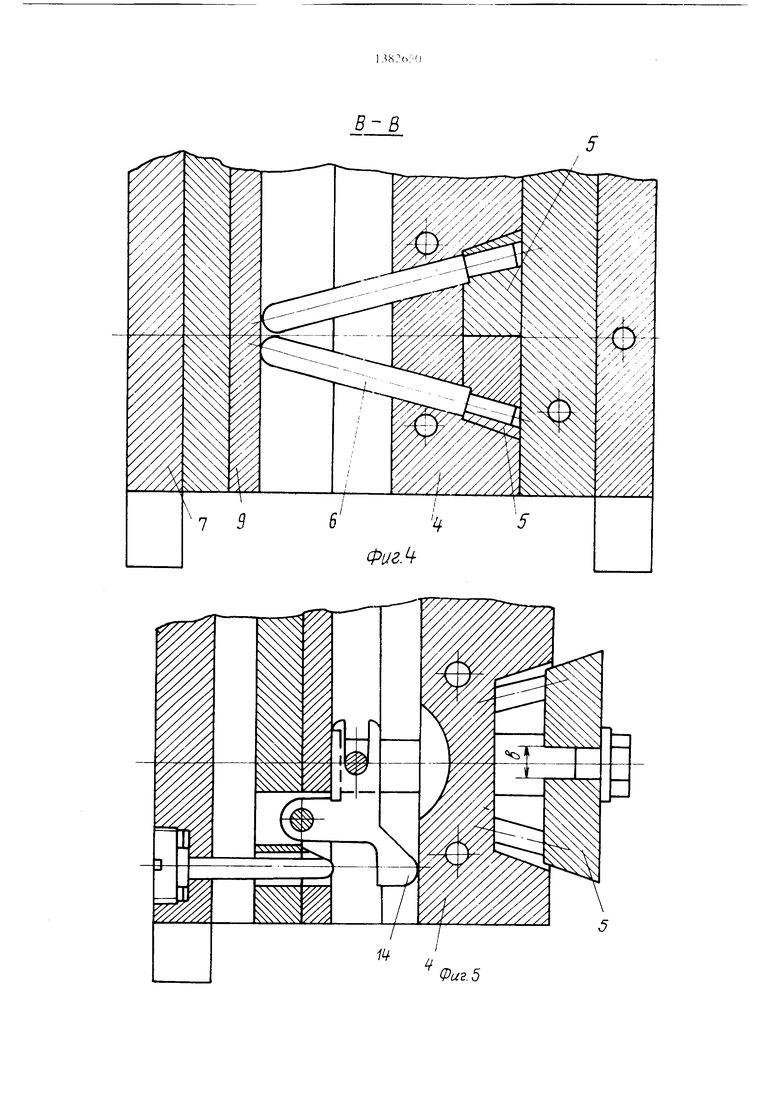
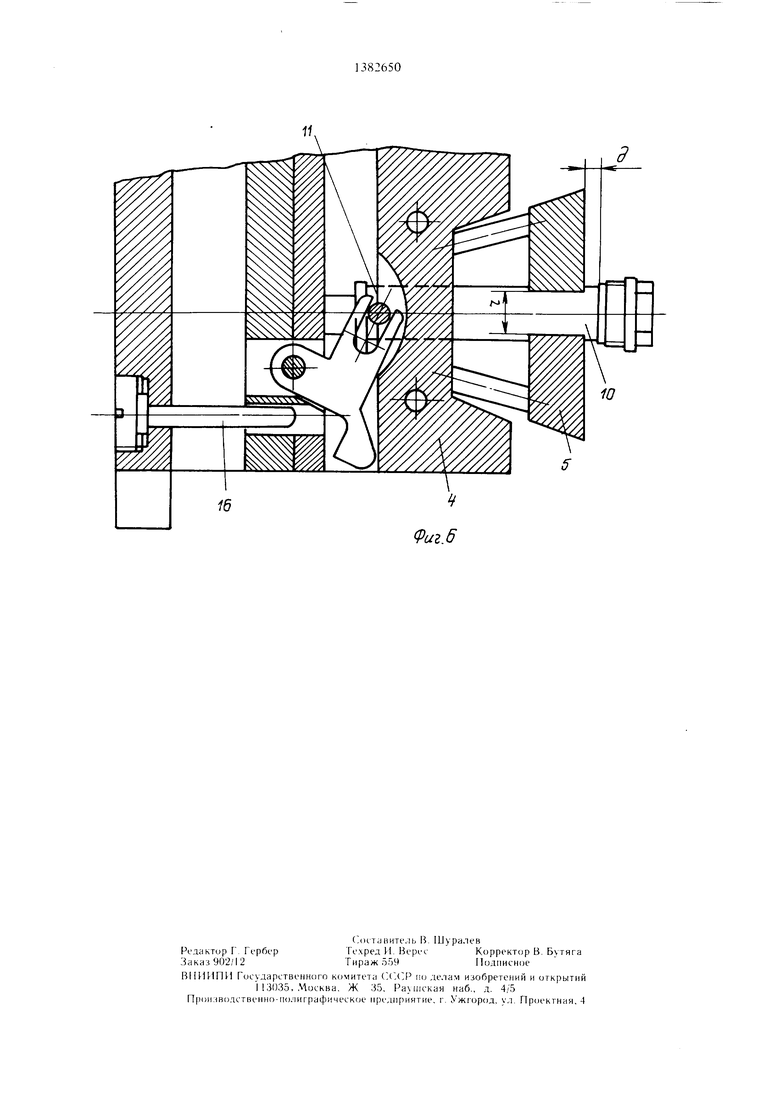
На фиг. 1 показан вид на подвижную часть формы; на фиг. 2 - разрез А .А на фиг. 1; на фиг. 3 - разрез Б- Б на фиг. 2; на фиг. 4 - разрез В--В на фиг. 2; на фиг. 5 и 6 различные этапы работы формы.
Литьевая форма содержит литниковую плиту 1, обойму 2 с .матрицами 3, обойму 4 с клиновыми полуматрица.ми 5 с закреп- .тенными в них наклонны.ми толкателями 6, основание 7 с установленными в нем знаками 8, выталкивающую систему, включаю- Н1ую плиты 9 толкания, трубчатые выталкиватели 10, попарно соединенные поводком II, и механизм ускоренного перемещения трубчат1 |. выталкивате. юй 10. выполненный в виде установленного в плитах 9 толкания двунлечего рычага 12 с вилкой 13 на одно.м плече и криволинейным 14 для взаимодействия с обоймой 4 и плоским 15 участками на плече.
При этом основание 7 снабжено контртолкателем 16 для взаимодействия с плоским участком 15 плеча.
Вилка 13 на другом плече предусмотрена для взаимодействия с поводком 11,
За счет использования механизмов ускоренного неремен1ения торцы трубчатых толкателей опережают передний срез клиновых полуматриц и изделия получают возможность беспрепятственно падать в бункер лить свой машины, а клиновые полуматрицы достаточно отвести друг от друга на сто.лько, чтобы из зацепления с изделием вып1ли элементы, оформляюп1ие по;1нутрение. Блаю- даря этому можно уменьшить расстояние между рядами клиновых полуматриц, т.е. уменьи ить габаритные размеры литьевой формы при повышении гнездности и обеспе- че)1ии надежности работы.
Литьевая форма работает следующим образом.
После заполнения оформляющих полостей расплавом полимерного материала и технологической выдержки форму раскрывают. Подвижная часть отходит от обоймы 2 с матрицами 3. После набегания хвостовика на упор тер.мопластавтомата (не показан) плиты 9 толкания нажимают на наклонные толкатели 6, а они перемещают клиновые нолуматрицы 5 и раздвигают их. После прохождения плитами 9 толкания расстояния а криволинейный участок 14 двуплечего рычага 12 входит в соприкосновение с обоймой 4, к этому моменту клиновые полуматрицы 5 раздвинуты на расстояние и друг от друга, которое значительно меньше ноперечного размера изделия, но достаточно д. 1Я того, чтобы из зацепления с изделием вышли элементы полуматриц 5, оформляющие поднутрение в изделии. Зате.м плиты 9 толкания пере.мещаются на путь б - а. При
.-. этом клиновые полуматрицы 5 тоже перемещаются на путь б-Q и одновременно отодвигаются друг от друга на расстояние г, а двуплечий рычаг 12 вследствие взаимодействия криволинейного участка 14 с обоймой 4 начинает поворачиваться вокру оси.
5 При этом плечо с вилкой 13 двуплечего рычага 12 за поводок 1I увлекает трубчатые выталкиватели 10 и придает и.м перемещение, опережающее клиновые нолуматрицы 5. Благодаря этому к концу перемещения выталкивающих плит на путь то)ец
трубчатых выталкивателей 10 опережает передний срез клиновых полуматриц 5 на путь б, так что изделия могут беспрепятственно падать в бункер термопластавто- мата.
5 Затем литьевую форму с.мыкают. Клиновые полуматрицы 5 взаимодействуют с обоймой 2 и с помощью наклонных толкателей 6 отводят выталкивающие плиты 9 в исходное положение. Плоский участок 15 плеча двуплечего рычага 12 входит во взаимодейст0 вие с торцо.м контртолкателя 16. Двуплечий рычаг 12 поворачивается вокруг оси и плечом с вилкой 13 за поводок И возвращает трубчатые выталкиватели 10 в исходное положение.
35
Формула изобретения
Литьевая форма для изг отовления полимерных изделий, содержащая литниковую плиту, обойму с клиновыми полуматрицами
„ с закрепленными в них наклонными толкателями, жесткс) связанное с обоймой основание, в которо.м закреплены знаки, и выталкивающую систему, включающую плиты толкания и трубчатые выталкиватели, отличающаяся тем, что, с целью повыц ения иро5 изводительности формы за счет увеличения ее гнездности, выталкивающая система снабжена механизмом ускоренного перемещения трубчатых выталкивателей, выполненным в виде установленного в плитах толкания двуплечего рычага с ви.лкой на одном плече и
0 криволинейным - для взаимодействия с плоскими участками плеча, а трубчатые выталкиватели - попарно связывающим их по водком для взаимодействия с вилкой на другом плече рычага.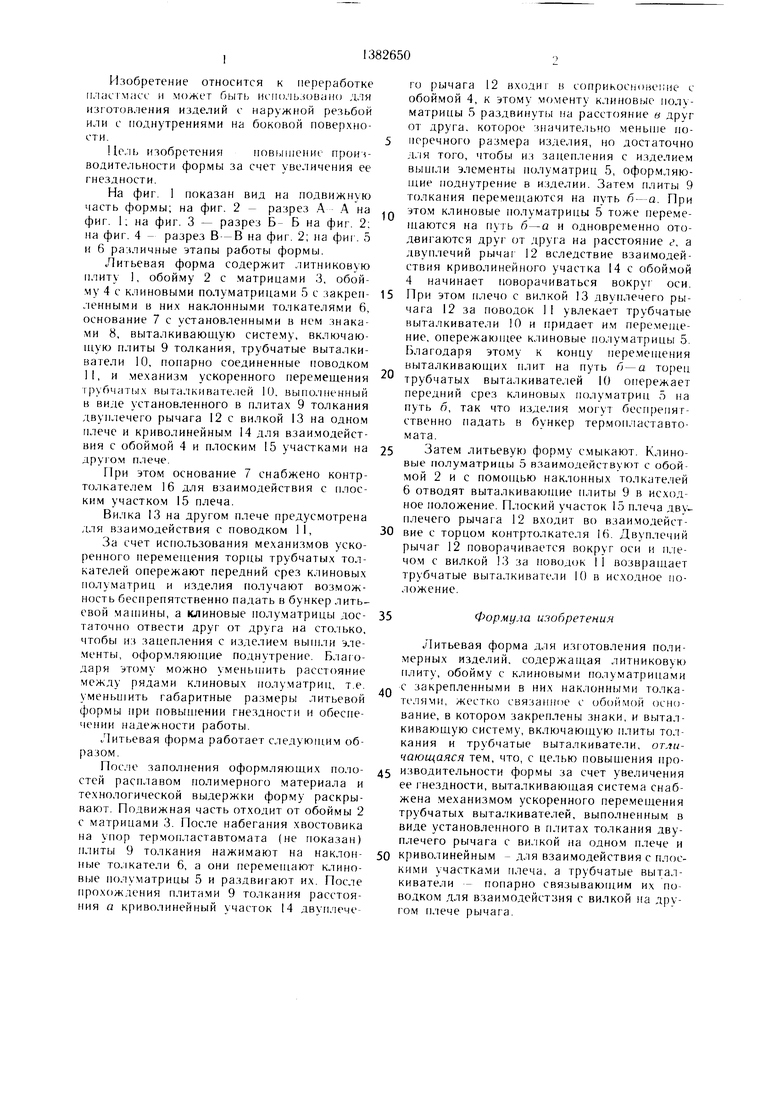
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Выносная пресс-форма для изготовления полимерных изделий | 1986 |
|
SU1388304A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с внешней резьбой или поднутрениями на боковой поверхности. Цель изобретения повышение производительности формы за счет увеличения ее гнездности. Для этого выталкивакмцая система формы, содержащая плиты 9 толкания и трубчатые выталкиватели 10, снабжена механизмом ускоренного неремешения трубчатых выталкивателей, выполненным в виде установленного в плитах 9 толкания двуплечего рычага 12 с вилкой 13 на одном плече и криволинейным 14 участком для взаимодействия с обой- .мой 4 и плоским 15 участком на другом плече. При этом основание снабжено контртолкателем для взаимодействия с плоским участком плеча, а трубчатые выталкиватели 10 попарно соединены поводком для взаимодействия с вилкой 13 на другом плече. При раскрытии формы механизм обеспечивает ускоренное перемешение трубчатых выталкивателей сразу после вывода клиновых полуматрип 5 из поднутрений, что позволяет уменьшить расстояние между рядами клиновых полуматриц. 6 ил. (Л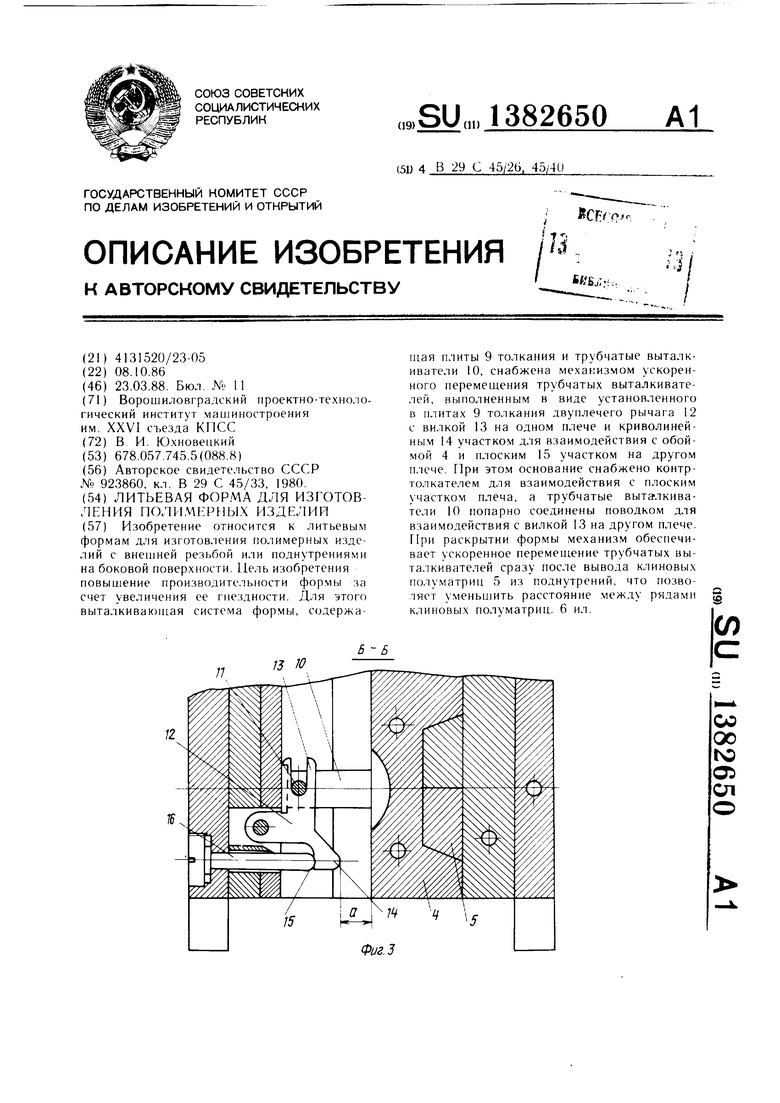
А
V -5
Фиг.1
б6
Фиг. 2
Фиг. 5
д
| Авторское свидетельство СССР № 923860, кл | |||
| Солесос | 1922 |
|
SU29A1 |
