Изобретение относится к технике изготовления фильтров и может быть использовано в химической и медицинской отраслях промышленности.
Известно устройство для изготовления роликовых фильтров из полос волокнистого материала.
Устройство состоит из корпуса, выполненного в виде груба в трубе, канала для захода фильтр-заготовки в межтрубное пространство, механизмов заталкивания и выталкивания фильтр -заготовки. Это устройство не может быть использовано для изготовления фильтров-вкладышей из листового материала, так как у него отсутствует механизм гофрирования.
Известно также устройство гофрирования бумаги, содержащее механизм гофрирования, механизм отделения фильтр-заготовки и механизм сворачивания фильтр-заготовки в цилиндр.
Данное устройство не может быть использовано для изготовления цилиндрических фильтр-вкладышей, в складках которого размещены незакрепленные технологические проставки. Очевидно, что на данном устройстве при сворачивании фильтр-вкладыша произойдет распрямление складок и выпадение из них проставок. Это вытекает из стремления материала к первоначальному виду, а на устройстве отсутствует система мер, препятствующих
-xj
о
joi ел
о
этому. Распрямление складок и выпадение проставок приведет к порче изделия.
Целью изобретения является расширение технологических возможностей автомата путем обеспечения возможности изготовления цилиндрических фильтр-вкладышей в складках которых размещены технологические проставки.
Для достижения этой цели, в автомате для изготовления фильтр-вкладышей, содержащем механизм гофрирования фильтр- материала, механизм вставки проставок, механизм отделения фильтр-вкладыша, ме- ханизм сворачивания фильтр-вкладыша, состоящий из приводных толкающих упоров, корпуса в виде двух соосных труб, входного канала и выталкивателя, при этом он имеет приводные удерживающие упоры, внутренняя труба корпуса установлена с возможностью поворота и снабжена упорной планкой и тормозом, а на входном канале размещена управляемая заслонка, имеющая выступ,
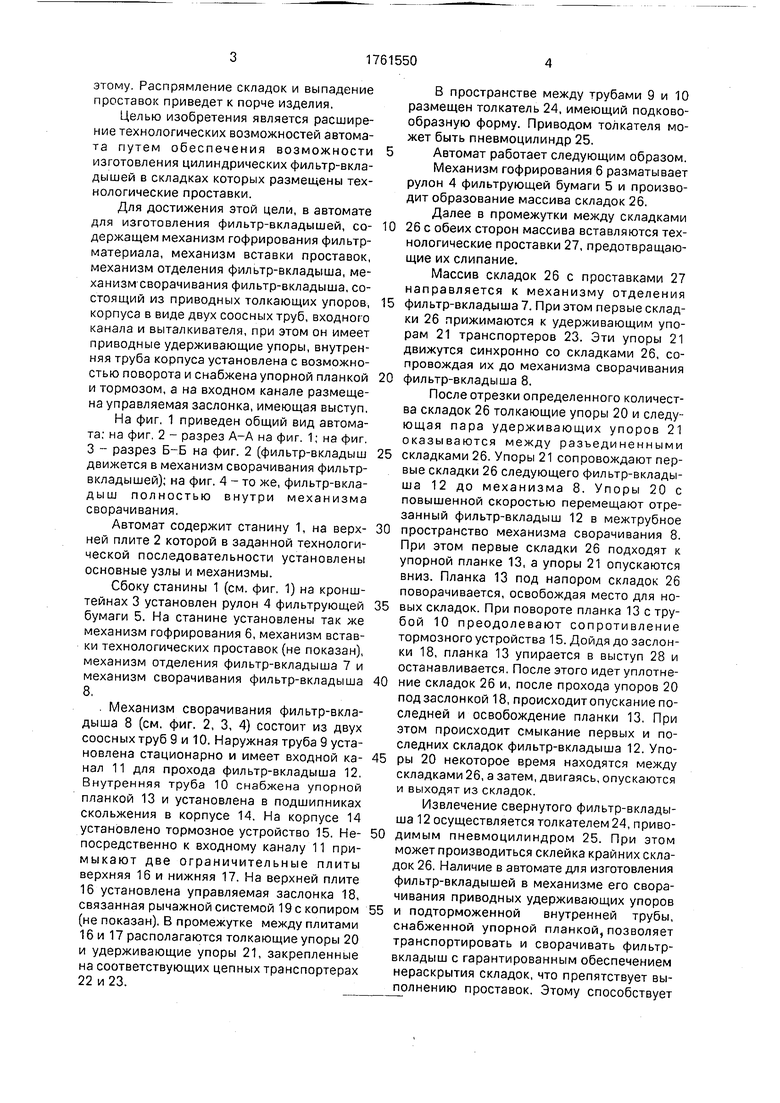
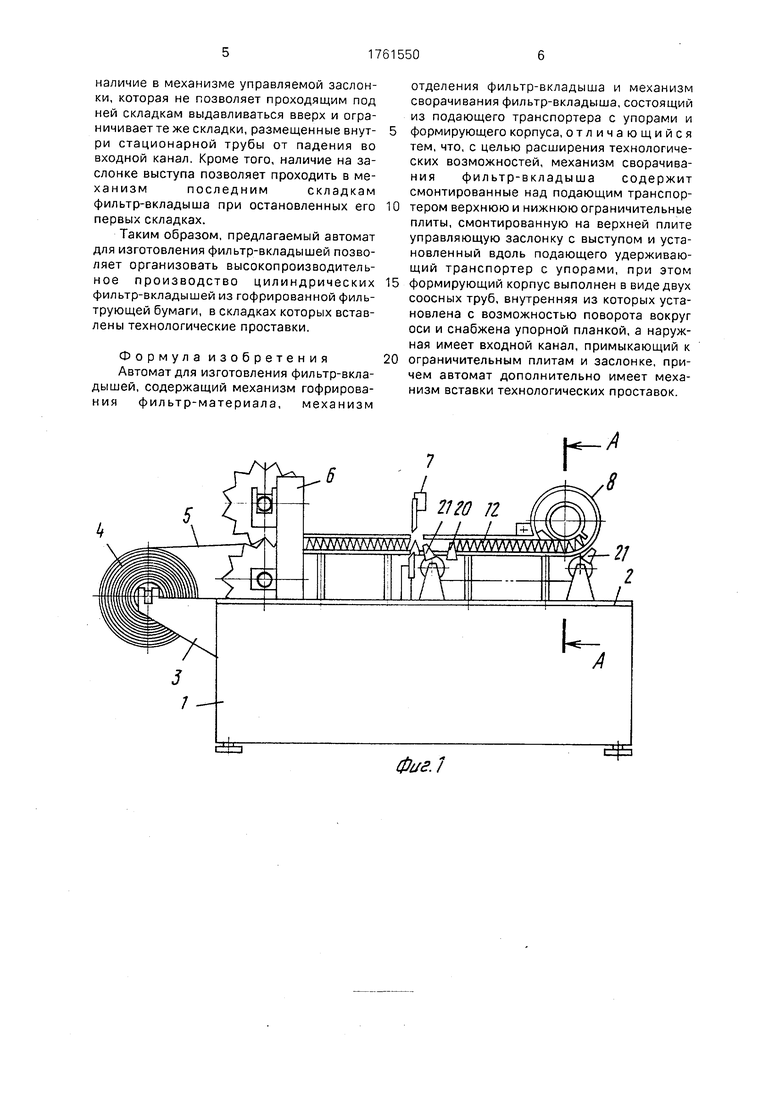
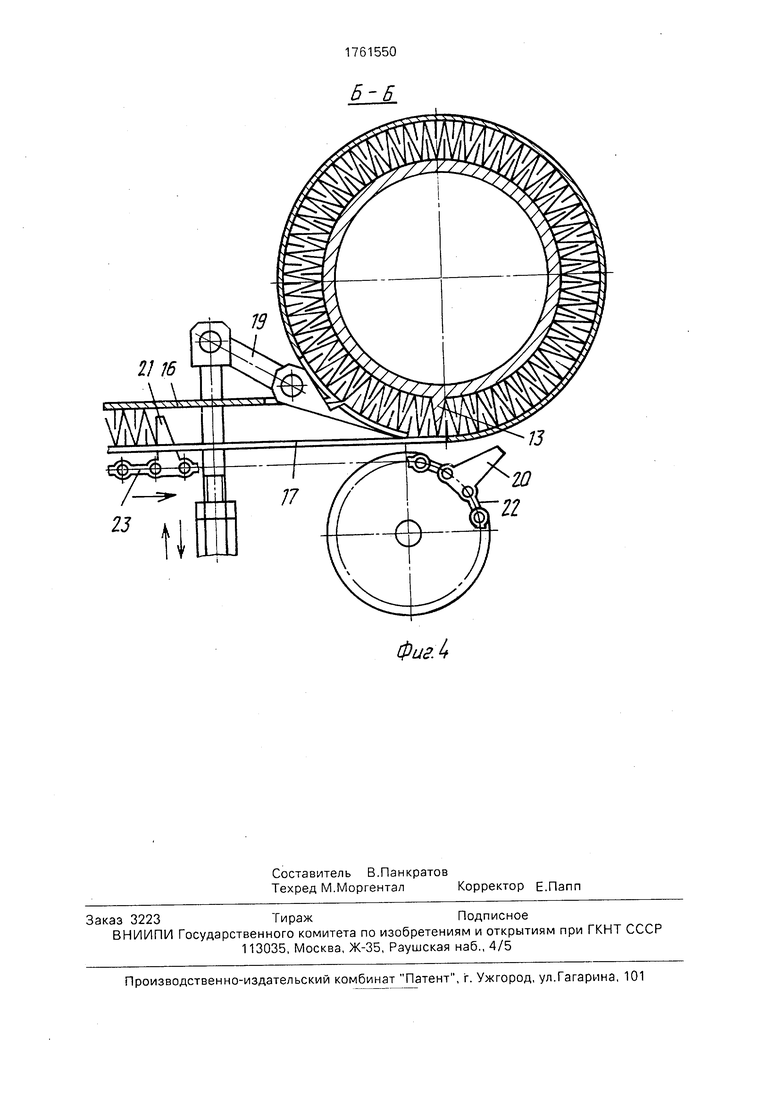
На фиг. 1 приведен общий вид автомата; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (фильтр-вкладыш движется в механизм сворачивания фильтр- вкладышей); на фиг. 4 - то же, фильтр-вкла- дыш полностью внутри механизма сворачивания.
Автомат содержит станину 1, на верхней плите 2 которой в заданной технологической последовательности установлены основные узлы и механизмы.
Сбоку станины 1 (см. фиг. 1) на кронштейнах 3 установлен рулон 4 фильтрующей бумаги 5. На станине установлены так же механизм гофрирования 6, механизм вставки технологических проставок (не показан), механизм отделения фильтр-вкладыша 7 и механизм сворачивания фильтр-вкладыша 8,
. Механизм сворачивания фильтр-вкладыша 8 (см. фиг. 2, 3, 4) состоит из двух соосных труб 9 и 10. Наружная труба 9 установлена стационарно и имеет входной канал 11 для прохода фильтр-вкладыша 12. Внутренняя труба 10 снабжена упорной планкой 13 и установлена в подшипниках скольжения в корпусе 14. На корпусе 14 установлено тормозное устройство 15. Непосредственно к входному каналу 11 при- мыкают две ограничительные плиты верхняя 16 и нижняя 17. На верхней плите 16 установлена управляемая заслонка 18, связанная рычажной системой 19 с копиром (не показан). В промежутке между плитами 16 и 17 располагаются толкающие упоры 20 и удерживающие упоры 21, закрепленные на соответствующих цепных транспортерах 22 и 23.
В пространстве между трубами 9 и 10 размещен толкатель 24, имеющий подковообразную форму. Приводом толкателя может быть пневмоцилиндр 25.
Автомат работает следующим образом.
Механизм гофрирования 6 разматывает рулон 4 фильтрующей бумаги 5 и производит образование массива складок 26.
Далее в промежутки между складками
0 26 с обеих сторон массива вставляются технологические проставки 27, предотвращающие их слипание.
Массив складок 26 с проставками 27 направляется к механизму отделения
5 фильтр-вкладыша 7. При этом первые складки 26 прижимаются к удерживающим упорам 21 транспортеров 23. Эти упоры 21 движутся синхронно со складками 26, сопровождая их до механизма сворачивания
0 фильтр-вкладыша 8.
После отрезки определенного количества складок 26 толкающие упоры 20 и следующая пара удерживающих упоров 21 оказываются между разъединенными
5 складками 26. Упоры 21 сопровождают первые складки 26 следующего фильтр-вкладыша 12 до механизма 8. Упоры 20 с повышенной скоростью перемещают отрезанный фильтр-вкладыш 12 в межтрубное
0 пространство механизма сворачивания 8. При этом первые складки 26 подходят к упорной планке 13, а упоры 21 опускаются вниз. Планка 13 под напором складок 26 поворачивается, освобождая место для но5 вых складок. При повороте планка 13 с трубой 10 преодолевают сопротивление тормозного устройства 15. Дойдя до заслонки 18, планка 13 упирается в выступ 28 и останавливается. После этого идет уплотне0 ние складок 26 и, после прохода упоров 20 под заслонкой 18,происходитопускание последней и освобождение планки 13. При этом происходит смыкание первых и последних складок фильтр-вкладыша 12. Упо5 ры 20 некоторое время находятся между складками 26, а затем, двигаясь, опускаются и выходят из складок.
Извлечение свернутого фильтр-вкладыша 12 осуществляется толкателем 24, приво0 димым пневмоцилиндром 25. При этом может производиться склейка крайних складок 26. Наличие в автомате для изготовления фильтр-вкладышей в механизме его сворачивания приводных удерживающих упоров
5 и подторможенной внутренней трубы, снабженной упорной планкой,позволяет транспортировать и сворачивать фильтр- вкладыш с гарантированным обеспечением нераскрытия складок, что препятствует вы- прлнению проставок. Этому способствует
наличие в механизме управляемой заслонки, которая не позволяет проходящим под ней складкам выдавливаться вверх и ограничивает те же складки, размещенные внутри стационарной трубы от падения во входной канал. Кроме того, наличие на заслонке выступа позволяет проходить в механизмпоследнимскладкамфильтр-вкладыша при остановленных его первых складках.
Таким образом, предлагаемый автомат для изготовления фильтр-вкладышей позволяет организовать высокопроизводительное производство цилиндрических фильтр-вкладышей из гофрированной фильтрующей бумаги, в складках которых вставлены технологические проставки.
Формула изобретения Автомат для изготовления фильтр-вкладышей, содержащий механизм гофрирования фильтр-материала, механизм
отделения фильтр-вкладыша и механизм сворачивания фильтр-вкладыша, состоящий из подающего транспортера с упорами и
формирующего корпуса, отличающийся тем, что, с целью расширения технологических возможностей, механизм сворачивания фильтр-вкладыша содержит смонтированные над подающим транспортером верхнюю и нижнюю ограничительные плиты, смонтированную на верхней плите управляющую заслонку с выступом и установленный вдоль подающего удерживающий транспортер с упорами, при этом
формирующий корпус выполнен в виде двух соосных труб, внутренняя из которых установлена с возможностью поворота вокруг оси и снабжена упорной планкой, а наружная имеет входной канал, примыкающий к
ограничительным плитам и заслонке, причем автомат дополнительно имеет механизм вставки технологических проставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГЛУБОКОТЯНУТОГО ЛОТКА ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2014 |
|
RU2661826C2 |
| Устройство для бестраншейной прокладки трубопровода | 1990 |
|
SU1751271A1 |
| Устройство для получения отводов на трубчатых заготовках | 1989 |
|
SU1712024A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| КЛЮЧ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2244620C1 |
| СЕКЦИОННОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 2018 |
|
RU2766011C2 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
| БОЕВОЕ ОТДЕЛЕНИЕ ТАНКА (ВАРИАНТЫ) | 2005 |
|
RU2285225C1 |
| Автомат для электрохимического снятия заусенцев на шатунах | 1987 |
|
SU1683920A1 |
| УСТРОЙСТВО РЕГУЛИРУЕМОЕ ДЛЯ ХИРУРГИЧЕСКИХ ВМЕШАТЕЛЬСТВ В ОРГАНЫ БРЮШНОЙ ПОЛОСТИ | 2009 |
|
RU2391054C1 |
Использование: химическая и медицинская промышленность. Сущность изобретения: автомат для изготовления фильтр-вкладышей содержит механизм гофрирования фильтр-материала, механизм отделения фильтр-вкладыша, механизм сворачивания фильтр-вкладыша и механизм вставки технологических проставок. Механизм сворачивания фильтр-вкладыша состоит из подающего транспортера с упором, формирующего корпуса, смонтированных над подающим транспортером верхней и нижней ограничительных плит, смонтированной на верхней плите управляемой заслонки с выступом и установленного вдоль подающего удерживающего транспортера с упорами. Формирующий корпус выполнен в виде двух соосных труб, внутренняя из которых установлена с возможностью поворота вокруг оси и снабжена упорной планкой, а наружная - имеет входной канал, примыкающий к ограничительным плитам и заслонке. 4 ил. (Л С
фаг. 7
1761550
f 0 /ff А 15
f / // /
У Л N /Nj
ю
27
26
Фиг.З
23
Фиг 4
| Дренажное устройство | 1984 |
|
SU1278406A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Патент США IXk 4181070, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
