Известен косвенный способ измерения поковки, заключающийся в том, что с помощью какого-либо датчика контролируется перемещение одной из крайних точек траверсы пресса. Этот способ может дать удовлетворительную точность только в частном случае центральной нагрузки. В нормальных для ковочного пресса условиях внецентренного нагружения он дает малую точность.
Предложенный способ ликвидирует недостатки известного способа и значительно повыщает точность измерения поковок.
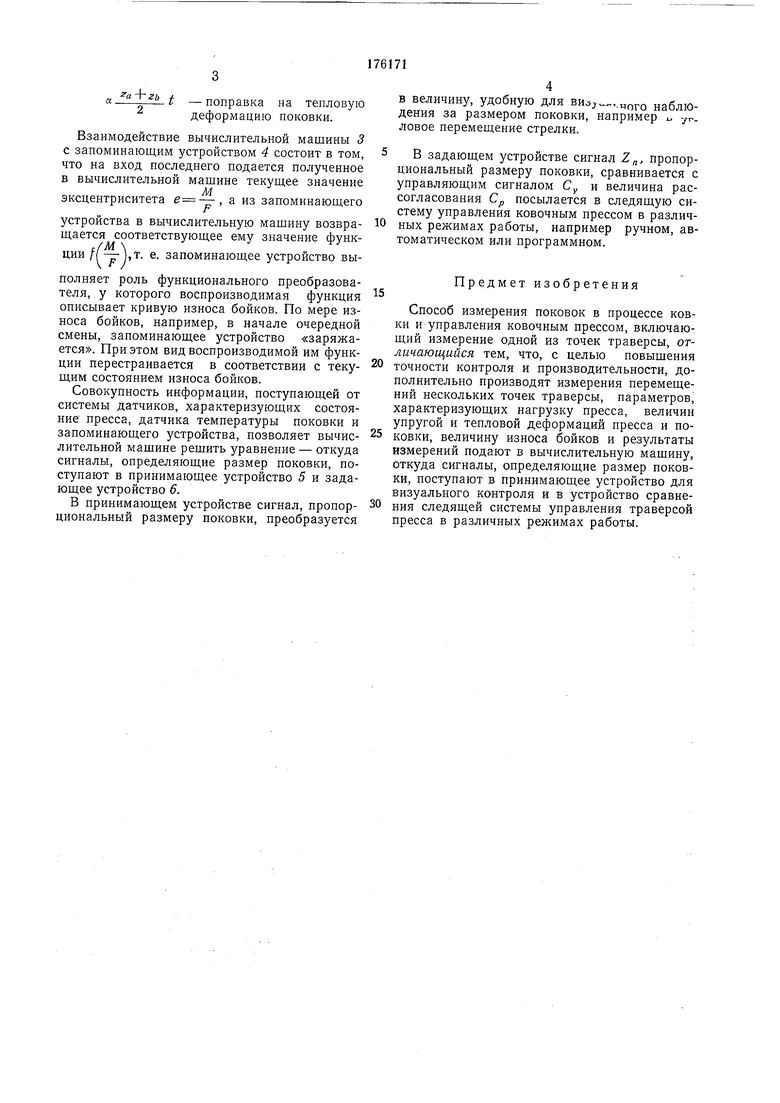
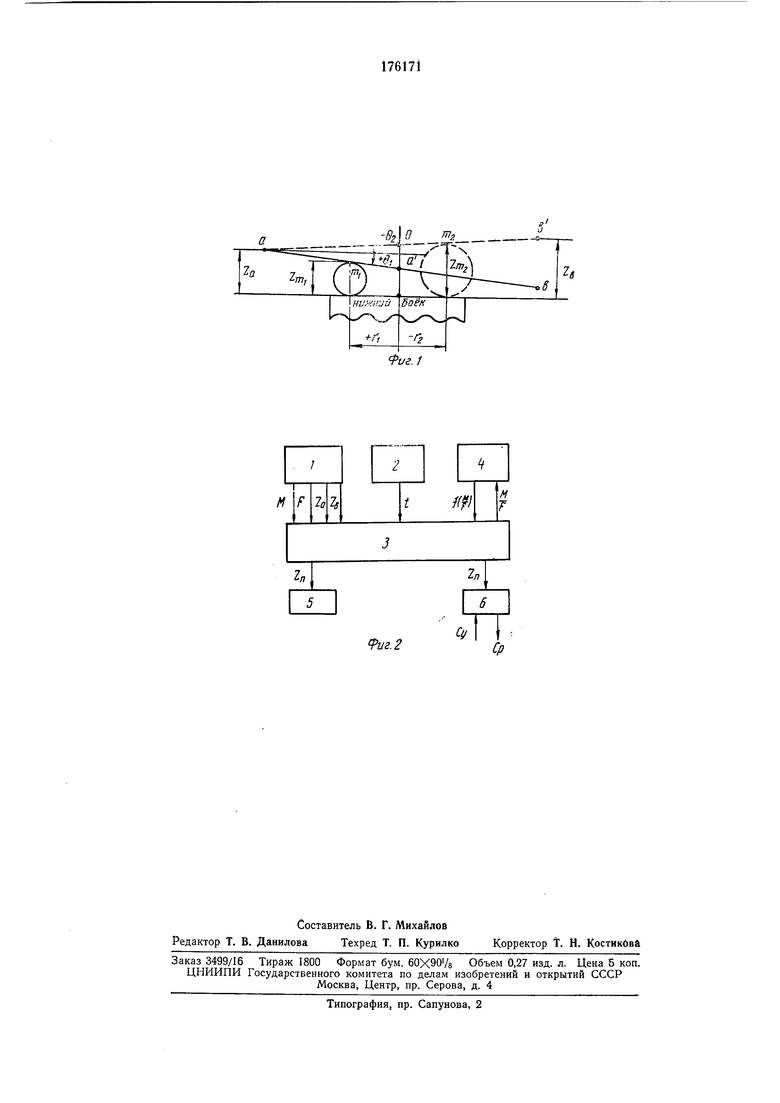
На фиг. 1 изображена схема измерения перемещений двух точек траверсы; на фиг. 2- блок-схема аппаратуры для измерения поковок и управления ковочным прессом.
Способ измерения поковок и унравления ковочным прессом состоит в автоматическом вычислении высоты поковки по трем (четырем) главным параметрам.
Параметры , Zi,; М; F характеризуют состояние собственно пресса, где Z - перемещения крайней точки а траверсы, Zf, -перемещения крайней точки b траверсы, F-усилие пресса, выраженное через давление жидкости в главных цилиндрах или растягивающие напряжения в двух (четырех) колонках, М - изгибающий момент, выраженный через изгибающие напряжения в одной или нескольких колоннах или в функции угла перекоса траверсы.
Информация о состоянии пресса и поковки в виде электрических сигналов поступает от системы датчиков 1 и датчика 2 температуры поковки на вход вычислительной мащины 3, работающей по алгоритму, определяемому уравнением
+ : -+kF+f(V F
F -аЬ
+
t.
- а
2„ - действительный размер
где
поковки,
fe и а - коэффициенты пропорциональности,
,,
°. - перемещение средней точки О траверсы, учитывающее в первом приближении перекос траверсы,
M(, )
- поправка на перекос F- ab траверсы во втором приближении.
kF - поправка на упругую деформацию,
а g -поправка на тепловую деформацию поковки.
Взаимодействие вычислительной машины 3 с запоминающим устройством 4 состоит в том, что на вход последнего подается полученное в вычислительной машине текуш,ее значение
эксцентриситета , а из запоминаюш,его F
устройства в вычислительную машину возвращается соответствующее ему значение функг/Л Л„
ции п )т. е. запоминающее устройство выполняет роль функционального преобразователя, у которого воспроизводимая функция описывает кривую износа бойков. По мере износа бойков, например, в начале очередной смены, запоминающее устройство «заряжается. При этом вид воспроизводимой им функции перестраивается в соответствии с текущим состоянием износа бойков.
Совокупность информации, поступающей от системы датчиков, характеризующих состояние пресса, датчика температуры поковки и запоминающего устройства, позволяет вычислительной машине решить уравнение - откуда сигналы, определяющие размер поковки, поступают в принимающее устройство 5 н задающее устройство 6.
В принимающем устройстве сигнал, пропорциональный размеру поковки, преобразуется
в величину, удобную для ,.„пго наблюдения за размером поковки, например . -JT. ловое перемещение стрелки.
В задающем устройстве сигнал Z, пропорциональный размеру поковки, сравнивается с управляющим сигналом Су и величина рассогласования Ср посылается в следящую систему управления ковочным прессом в различных режимах работы, например ручном, автоматическом или программном.
Предмет изобретения
Способ измерения поковок в процессе ковки и управления ковочным прессом, включающий измерение одной из точек траверсы, отличающийся тем, что, с целью повышения
точности контроля и производительности, дополнительно производят измерения перемещений нескольких точек траверсы, параметров, характеризующих нагрузку пресса, величин упругой и тепловой деформаций пресса и поковки, величину износа бойков и результаты измерений подают в вычислительную мащину, откуда сигналы, определяющие размер поковки, поступают в принимающее устройство для визуального контроля и в устройство сравнения следящей системы управления траверсой пресса в различных режимах работы.
- т.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления гидравлическим ковочным прессом | 1977 |
|
SU749688A2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| МНОГОБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2352428C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2242321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2257278C1 |
Су
иг.2
Ср
