Изобретение относится к тонкопленочной технологии и может быть использовано для получения полупроводниковых чувствительных элементов для определения концентрации газа.
Известен способ получения газочувствительного элемента в виде полупроводниковой пленки окиси цинка, напыленную ионно-плазменным методом на подложку из ситалла с подслоем алюминия в аргоно-кис- лородной среде. Однако этот способ не дает возможности получить газочувствительный элемент, способный определять очень низкие концентрации газа с высокой чувствительностью по следующим причинам:
1)напыление осуществляется на подслой алюминия;
2)при триодном методе распыления на постоянном токе повышение процентного содержания кислорода в камере напыления приводит к перегоранию вольфрамовых катодов, т.е. содержание кислорода достигает не более 50%, что является недостаточным для насыщения пленки (пленка напыляется из цинковой мишени);
3)при триодном высокочастотном методе распыления, когда распыляются мишени из ZnO, пленка напыляется практически в атмосфере чистого аргона, добавляют по указанной технологии кислорода лишь 5% XI
О &
Ј
такая пленка получается лучшего качества, чем по п. 2, но все же чувствительность к газам у такой пленки низкая.
Наиболее близким, к предлагаемому, техническим решением является способ получения газочувствительной пленки на подложке из плавленного кварца триодным распылением мишени изЕпО варгонно-кис- лородной среде. Газочувствительная пленка толщиной до 4 мкм наносится при температуре 120-350°С при рабочем давлении до 0,13 Па в атмосфере аргона и кислорода, где кислорода содержится до 15%. После напыления пленку охлаждают, а затем производят непродолжительный (до 30 минут) отжиг исходной пленки на воздухе при температуре 450°С.
Газочувствительная пленка окиси цинка, полученная по указанному способу, имеет воспроизводимые свойства, стехиометрический состав ее почти без механических напряжений после комбинации методов распыления и термообработки, Но зтот способ имеет недостатки:
1)пленки имеют невысокую чувствительность из-за недостаточной насыщенности их микроструктуры кислородом; в данной статье указано, что при изготовлении таких пленок наблюдаются и механические напряжения в свеженапыленных пленках; эти структурные дефекты обусловлены содержанием кислородных вакансий, а кислородные вакансии образуются непосредственно в процессе роста пленки при недостаточном поступлении кислорода в зону кристаллизации;
2)подложка из плавленного кварца имеет низкую механическую прочность и низкую теплопроводность, следовательно, при работе всего устройства потребуется сильный источник нагрева для поддержания рабочей температуры сенсора.
Целью изобретения является повышение чувствительности изготавливаемого газочувствительного элемента.
Поставленная цель достигается тем, что в данном способе на поликоровую подложку предварительно напыляется подслой из кварца толщиной 1,5-2 мкм, после чего распыляют цинковую мишень в атмосфере кислорода при давлении от 3 10 до 510 мм рт.ст. при температуре 200-250°С при одновременной бомбардировке напыленной пленки ионами кислорода в течение 2-3 минут, при напряжении анода 2,5-3 кВ, токе анода 180-200 тА, не снижая температуру; при этом отжиг производят в атмосфере кислорода по 25-30 минут в два этапа; предварительный вакуумной камере при том же давлении и, после охлаждения до 2018°С, окончательный - при давлении 760 ±10 мм рт.ст. фотонным нагревом,
Известно применение для изготовления газочувствительного элемента подложек из различных материалов (ситалла, поликора, реже из кварца), в том числе подложек с предварительно напыленным подслоем, например, алюминием.
Использование же подложки из полико0 ра с дополнительным подслоем из кварца является новым, ранее авторам не известным признаком. Наиболее широко применяются поликоровые подложки, отличающиеся высокой механической проч5 ностью, микротвердостью, стабильностью параметров при воздействии кислот, щелочей, растворителей и температур. Следует отметить, что поликоровые подложки обладают наибольшей теплопроводностью, и
0 для прогрева таких подложек требуется меньший по мощности источник.
Подложки из кварца используются относительно редко из-за низкой механической прочности и низкой теплопроводности,
5 хотя и обладают высокой стабильностью диэлектрической проницаемости, низкими диэлектрическими потерями, высокой повторяемостью диэлектрических характеристик. Однако кварц хорошо металлизиру0 ется, Сочетание кварцевой поверхности - пленки незначительной толщины 1,5-2 мкм (дальнейшее увеличение толщины не влияет на повышение чувствительности) - с пленкой окиси цинка значительно повышает чув5 ствительность изготавливаемого элемента к газам, так как распыляемая цинковая мишень в атмосфере кислорода образует пленку нового структурного состава, которая, металлизируя тонкий подслой, значительно
0 улучшает свои свойства, Поликоровая подложка имеет шероховатую поверхность, микронеровности которой значительно сглаживаются при напылении на нее пленки из кварца, повышается чистота поверхности
5 под наносимый газочувствительный слой. Напыленная пленка окиси цинка равномерно распределена по подложке, поэтому и величина сопротивления ее имеет меньший разброс, что также положительно влияет на
0 чувствительность пленки.
В многочисленных статьях и заявках чаще всего встречается процесс распыления мишени из окиси цинка, как наиболее широко распространенного процесса напыления
5 газочувствительной пленки. Мишень из окиси цинка формируется с помощью пластификатора (без него мишень рассыпается), который при распылении, так же как и при прессовании загрязняет пленку, ухудшая ее свойства.
А для получения газочувствительной пленки ZnO с высокой чувствительностью, селективностью, со стехиометрическим составом без механических напряжений, с воспроизводимыми свойствами, лучшим условием считается распыление цинковой мишени в кислороде, но до сих пор это является очень трудной технологической задачей, так как при распылении мишени из чистого цинка в среде кислорода при определенных условиях образуется нежелательный окисный слой.
В аналоге рассмотрен вариант распыления цинковой мишени; по этому способу получаются пленки невысокого качества, низкой чувствительности. Причина заключается в том, что при распылении чистого цинка средой здесь является смесь газов (кислорода и аргона), которые, загрязняя пленку, ухудшают ее чувствительность.
Предлагаемый способ изготовления газочувствительного элемента лишен перечисленных выше недостатков, т.к. распыляя цинк высокой чистоты в среде кислорода при давлении от до мм рт.ст., температуре 200-250°С, получаем пленки мелкодисперсной структуры, с большим удельным сопротивлением, избегая при распылении загрязнения формируемой пленки посторонними частицами.
Известно также явление кислородного эффекта, под которым понимают зависимость чувствительности облучаемого объекта от содержания кислорода в облучаемой среде.
При разработке режимов техпроцесса предлагаемого способа было замечено улучшение параметров элемента, формируемого в среде кислорода. Поэтому использование насыщения пленки ZnO ионами кислорода, а также последующие отжиги ее в среде кислорода при известной температуре 450°, позволило существенно повысить чувствительность.
Указанные режимы техпроцесса отработаны с учетом известного, и также способствуют улучшению параметров газочувствительного элемента. Так давление, при котором производится распыление цинковой мишени в вакуумной камере, повышать нецелесообразно, т.к. при большем (чем 5x10 мм рт.ст.) давлении происходит окисление внутренних элементов вакуумной камеры, выходят из строя манометрические лампы. Для температурных величин в предлагаемом способе наблюдаем тенденцию к их уменьшению по сравнению с аналогом (1) и прототипом (2), что является положительным фактором.
Использование бомбардировки высоко- энергетичными ионами кислорода пленки сразу же после напыления в течение 2-3 минут, не снижая температуру в вакуумной
камере при напряжении анода 2,5-3 кВ, токе анода 180-200 тА, повышает насыщенность структуры пленки кислородом, что обусловлено осаждением ионов на поверхности пленки и проникновением их вглубь кристаллической решетки; способствует допол- нительному ее окислению, т.е. делает поверхность пленки более разветвленной, более шероховатой. Сопротивление и поверхностная проводимость такой пленки
значительно увеличивается, что повышает ее чувствительность.
Несмотря на ионную бомбардировку кислородом свеженапыленной пленки, ощущается его недостаток в структуре пленки образуется низкоомная пленка с избытком цинка. Для дальнейшего улучшения качества пленки - повышения стабильности электропроводности, снятия механических напряжений и для продолжения процесса
окисления, далее проводится отжиг в два этапа.
Первый отжиг проводится в вакуумной камере в течение 25-30 минут, при том же давлении и температуре 400-450°С, затем
следует охлаждение подложки с газочувствительной пленкой до 20-18°С. Повторный отжиг осуществляется фотонным нагревом в течение 25-30 минут, при давлении 760 ± 10 мм рт.ст., температуре 400-450°С.
Применение фотонного нагрева (это ультрафиолетовое облучение с помощью кварцевой трубы) дает значительные преимущества:
1.газочувствительный элемент отжига- ется в протоке чистого кислорода;
2.уменьшается время отжига (по сравнению с вакуумным объемом) за счет меньшей инерционности нагревателя;
3.при меньшей инерционности и сохра- нении вакуумной гигиены достигается чистота отжигаемого элемента (вакуумная гигиена при фотонном нагреве - это чистый поток кислорода в кварцевой трубке).
Таким образом, в результате использо- вания предлагаемого сочетания признаков обеспечивается достижение более высокого качества (свойства) газочувствительного элемента-его чувствительности. Это позволяет сделать вывод о том, что предлагаемое решение соответствует критерию изобретения существенные отличия.
Предлагаемый способ изготовления газочувствительного элемента реализован следующим образом.
Процесс начинают с напыления подслоя кварца Si02 на поликоровую подложку А120з в установке вакуумного напыления УРМЗ.279.000. Кварцевая пленка напылялась на предварительно нагретую до 300°С подложку размером 30x24x0,5 мм.
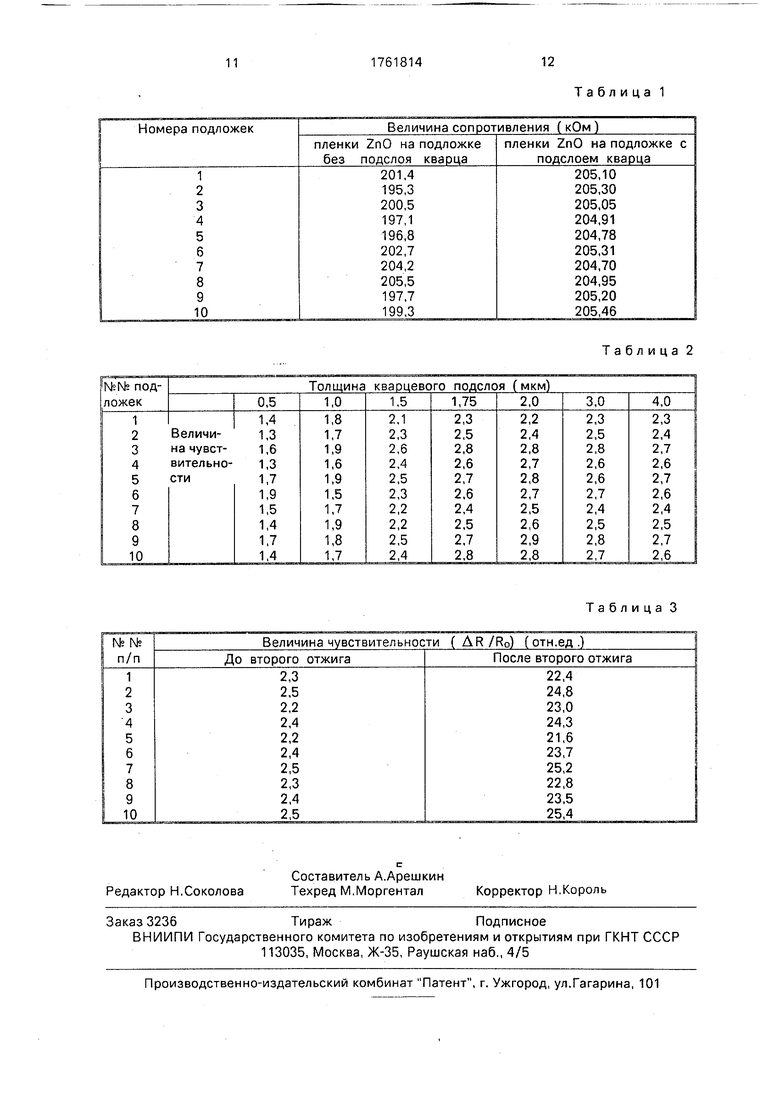
Проводились исследования (см, табл.1) по сравнению величины сопротивления пленки напыленной только на поликоровую подложку и на поликоровую подложку с подслоем кварца (при всех прочих одинаковых условиях и режимах, в соответствии с предлагаемым способом).
В результате сочетания поликоровой подложки с кварцевым подслоем имеем повышение величины сопротивления газочувствительной пленки, а также ее стабильности по подложкам, т.е. разброс величины сопротивления значительно уменьшается, что влияет на повышение чувствительности и на выход годных газочувствительных элементов, соответственно.
Толщина кварцевой пленки при напылении составляла 1,75 мкм.
Покажем зависимость чувствительности элемента из ZnO ( AR/R0) от толщины подслоя кварца (см. табл. 2) при изменении давления кислорода от до 5x10 мм рт.ст.
Экспериментальные исследования показали, что для кварцевого подслоя оптимальной является толщина в 1,5-2 мкм. В этом промежутке чувствительность элемента наивысшая. При подслое кварца толщиной до 1,5 мкм это увеличение незначительное; увеличение же толщины подслоя до 3,4 мкм уже не влияет на дальнейшее повышение чувствительности, но может привести к ухудшению адгезионных свойств пленки окиси цинка, а также повышает трудоемкость изготовления газочувствительного элемента и удлиняет техпроцесс.
Процесс напыления газочувствительной пленки осуществляется в той же установке УРМЗ.279.000; пленка цинка осаждалась на подложку с подслоем кварца из высокочистой цинковой мишени, избегая тем самым загрязнения формируемой пленки другими частицами. Напыление осуществлялось ионно-плазменным методом в атмосфере кислорода при различном давлении от до мм рт.ст. и температуре 230°С. Эти пределы изменения давления кислорода наиболее оптимальны. При повышении давления (выше 5x10 мм рт.ст.) процесс напыления становится неустойчивым; при давлении ниже чем 3x10 мм рт.ст. напыляемая пленка цинка не про- кисляется, так как в камере недостаточно
кислорода; в первом случае ухудшается воспроизводимость техпроцесса, что изменяет стабильность параметров элемента; во втором случае снижается чувствительность его.
Если температуру повышать (250°С), то происходит реиспарение материала; при более низкой температуре (200°С) процесс напыления значительно удлиняется. Экспе0 риментально установлено, что в пределах 200-250°С наблюдалась четкая повторяемость параметров на свидетеле и на подложке,
В этом же цикле одновременно прово5 дилась бомбардировка напыленной пленки ионами кислорода при напряжении анода 2,7 кВ, токе анода 195 тА в течение 2,5 минут, в результате чего образуется пленка окиси цинка более насыщенная кислоро0 дом, чем до бомбардировки.
Бомбардировка - дополнительное окисление свеженапыленной пленки цинка меньше 2 минут длиться не может, т.к. пленка не успевает окисляться по всей толщине,
5 а больше 3 минут тоже нельзя проводить бомбардировку (при наличии двух последующих отжигов), т.е. ухудшим структуру и даже возможны очаги стравливания пленки. Нарушение времени бомбардировки приве0 дет к нарушению повторяемости техпроцесса.
Если напряжение анода будет меньше 2,5 кВ, то кинетическая энергия частиц кислорода недостаточна и пленка не прокис5 лится; если напряжение станет больше 3 кВ, то энергия частиц резко возрастает, процесс прокисления идет так интенсивно, что образуются структурные дефекты. А ток анода, равный 180-200 тА, определяется
0 подобранным напряжением анода и давлением газа в вакуумной камере при данной конструкции электродов.
Не снижая давления в вакуумной камере установки УРМЗ.279.000, не повышая
5 температуру в ней до 425°С, осуществлялся предварительный отжиг осажденной пленки ZnO. Отжиг длился 27 минут.
Температурные пределы 400-450°С для отжига газочувствительной пленки выбраны
0 как и в прототипе, так как это оптимальная температура для пленок из окиси цинка. К моменту отжига в вакуумной камере имеем уже окисленную пленку. При температуре 400°С исчезают механические напряжения
5 и происходят структурные изменения пленки за счет уменьшения кислородных вакансий, Повышение температуры ( 450°С) практически не влияет на изменение электрофизических параметров газочувствительной пленки, но приводит к обгоранию
внутренних элементов камеры (наличие высокой температуры и кислорода).
Указанное время отжига 25-30 минут является непродолжительным для одного цик- ла отжига и в течение него часть неокисленного цинка окисляется, Менее 25 минут отжиг проводить не имеет смысла, т.к. цинк (его остатки в локальных зонах) не успеет окисляться, а при увеличении времени отжига (более 30 минут) такой процесс практически не влияет на чувствительность пленки - она становится постоянной величиной, а удлиняется только техпроцесс (пояснения даются с учетом того, что отжиг состоит из двух этапов).
После отжига, не вынимая подложку из вакуумной камеры, охлаждали ее до температуры 18°С. Температура охлаждения подложки с газочувствительной пленкой окиси цинка 20-18°С - это нормальная комнатная температура, при которой открывается вакуумная камера.
Повторный отжиг пленки окиси цинка осуществляли фотонным нагревом - ультрафиолетовым облучением. Подложку помещали в кварцевый реактор (типа установки Уран), через который прогоняли поток кислорода, обеспечивая этим вакуумную чистоту среды, где проводили отжиг пленки. Кварцевый реактор подогревали до температуры отжига 425°С, давление при этом составляло 760 мм рт.ст. - происходило дополнительное окисление пленки ZnO в тече- нипе 25 минут. Процесс отличается малой инерционностью нагревателя, за счет этого и сохранения чистоты потока кислорода через кварцевый реактор пленка окиси цинка не загрязняется посторонними частицами.
Давление при отжиге фотонным нагревом составляет 76010 мм рт.ст. - атмосферное давление; при втором отжиге давление не влияет на процесс окисления пленки, который здесь зависит только от вакуумной гигиены, созданной кварцевым реактором, и от температуры отжига.
Изменение чувствительности ( AR/R0) газочувствительного элемента после фотонного нагрева (второго отжига) при изменении давления кислорода от 1x10 до 5x10 мм рт.ст. показано в табл.3.
Для пр имера выбрана партия газочувствительных элементов на 10 подложках с подслоем кварца толщиной 1,75 мкм.
Как видно из табл. 3 второй отжиг методом фотонного нагрева для изготовления газочувствительного элемента необходим, так как он способствует повышению чувствительного при известном изменении давления в среднем в 10 раз.
Контактные площадки газочувствительного элемента и его нагревательные элементы формировались через шаблоны
методом фотолитографии.
Изготовление газочувствительных элементов указанным способом позволит повысить их чувствительность, т.е. улучшить эксплуатационные характеристики данного
элемента - способность определять низкие концентрации газов (давление газа мм рт.ст. на единицу объема) с высокой чувствительностью ( AR/RO от 10 до 100 единиц). Это позволит расширить область
применения высокочувствительных датчиков для исследования газов. Развивается тенденция к уменьшению размеров таких устройств.
25
Формула изобретения
Способ изготовления газочувствительного элемента, включающий нанесение полупроводниковой пленки окиси цинка на
диэлектрическую подложку с последующим отжигом при температуре 400-450°С, отличающийся тем, что, с целью повышения чувствительности элемента, предварительно на диэлектрическую подложку напыляют
подслой кварца толщиной 1,5-2 мкм, причем в качестве материала подложки используют поликор, а нанесение пленки окиси цинка осуществляют путем распыления цинковой мишени в атмосфере кислорода при давлении З Ю -5-10 мм рт.ст. при температуре 200-250°С с одновременной бомбардировкой напыленной пленки ионами кислорода в течение 2-3 мин при напряжении на аноде 2.5-3 кВ и токе анода
180-200 мА, причем последующий отжиг проводят в атмосфере кислорода в два этапа, сначала в вакуумной камере при том же давлении в течение 25-30 мин с последующим охлаждением до температуры 20-18°С,
затем окончательный - давлении в кварцевом реакторе ультрафиолетовым облучением подложки в течение 25-30 мин при давлении 760± 10 мм рт.ст.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Полупроводниковый датчик состава газов и способ его изготовления | 1990 |
|
SU1797027A1 |
| Способ получения наноразмерных пленок нитрида титана | 2022 |
|
RU2777062C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПИТАКСИЛЬНЫХ ПЛЕНОК | 1992 |
|
RU2046837C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК В ПЛАЗМЕ | 1992 |
|
RU2039846C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ПЛЕНКИ НА КВАРЦЕВОЙ ПОДЛОЖКЕ | 2015 |
|
RU2629136C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ДАТЧИКОВ ГАЗА | 2006 |
|
RU2307346C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК ОКСИДА ЦИНКА | 2006 |
|
RU2316613C1 |
| СВЧ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2287875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКА СОСТАВА ГАЗА | 1993 |
|
RU2065601C1 |
Использование: в микроэлектронике, предназначено для использования в технологическом процессе изготовления газочувствительных сенсоров. Сущность изобретения: предлагаемое техническое решение позволит изготавливать высокочувствительные сенсоры для измерений компонентов газов с высокой точностью. Способ включает процесс напыления газочувствительной пленки окиси цинка из особо чистой цинковой мишени на предварительно напыленный на поликоро- вую подложку подслой из кварца толщиной 1,5-2 мкм с последующей бомбардировкой оксидной пленки цинка в той же атмосфере кислорода при давлении - 5x10 мм рт.ст. без снижения температуры в вакуумной камере. Проводится отжиг пленки окиси цинка в атмосфере кислорода в два этапа: предварительный - в той же вакуумной камере при повышении температуры до 400- 450°С и окончательный - после охлаждения подложки - способом УФ, нагрева при известной температуре и давлении 760 мм рт.ст. Зтабл. (Л С
Таблица 2
Таблица 3
| Электронная техника, 1979, вып | |||
| II, серия Материалы с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Получение пьезоэлектрических пленок ZnO методом ионно-плазменного распыления | |||
| К вопросу о механических напряжениях в осажденных триодным распылением пленках окиси цинка | |||
| Электронная техника, 1982, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Материалы, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
