Изобретение относится к арматурным элементам для армирования бетонных строительных конструкций и может быть использовано в несущих и ненесущих сборных армированных бетонных конструкциях как конструкционный материал для замены металлических и деревянных изделий.
Известен стержень из стали для армирования бетона Недостатком этого стержня является сложность конструкции, направленной на улучшение коррозионной
стойкости, и сложность способа изготовления.
Известен также стержень из армированной стали класса A-1-A-IV, круглый, гладкий или периодического профиля, предназначенный для армирования обычных и предварительно напряженных железобетонных конструкций. Способ изготовления таких стержней в зависимости от назначения бывает горячекатанный и холоднотянутый.
Недостатками указанных стержней являются сравнительно низкая прочность на растяжение, низкая коррозионная стойкость в агрессивных средах, высокий удельный вес, низкая стойкость к блуждающему электрическому току. Основным недостатком способа изготовления стержней из арматурной стали является отсутствие гибкости в технологии их получения. энерго- и материалоемкость, большие трудовые и капитальные затраты.
Наиболее близким к предлагаемому является стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим. В качестве волокнистого наполнителя используется стекловолокно, в качестве связующего - смесь эпоксидной и феноло-формальдегидной смол с добавками растворителей, ускорителя и отвердите- ля. Способ изготовления указанного стержня состоит в подготовке стекложгута, пропитке его полимерным связующим, удалении летучих компонентов связующего, формовании поперечного профиля арматурного стержня, отверждения стеклопластика и его охлаждении. Недостатки указанного стержня заключаются в относительно низкой стойкости в кислой и щелочной среде и сравнительно высокой стоимости. К недостаткам способа получения стержней из стеклопластика можно отнести сложность технологии, связанную с использованием в процессе приготовления связующего растворителей, которые должны быть удалены из полимерной композиции, а также сложность получения самого стекловолокна.
Цель изобретения - повышение кисло- то- и щелочестойкости стержней для армирования бетона.
Это достигается тем, что в стержне для армирования бетона, изготовленного из волокнистого наполнителя, склеенного полимерным связующим, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мае.ч.:
Базальтовые нити40,5-69,2
Смола эпоксидная
ЭД-209,0-10,0
Отвердитель - изометилтетрагидрофталиевый
ангидрид6,0-7,0
Ускоритель УП-606/2 0,3-0,4
В способе изготовления стержня для армирования бетона, включающем пропитку пучка базальтовых нитей эпоксидным
связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамерах, базальтовые нити предварительно подвергают термообработке в камере обжига при 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне при 30-50°С, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах, °С: 78-82, 140-150, 158-162, 170-175, 178-180, 169- 172, 133-140, 50-60. При этом формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру, установленную на выходе из пропиточной ванны, через вторую и третью фильеры, установленные поеле первой термокамеры до и после оплеточного устройства. Скорость протягивания стержня составляет 0,0075-0,0083 м/с, а время полимеризации 867-960 с. Характеристика получаемых стержней
по данному техническому решению и способ их получения приведены в примерах.
Пример 1. Бобины с ровингом из базальтовых нитей устанавливают на этажерке.
Для получения диаметра стержня 5-6
мм и степени наполнения не менее 70-80% число бобин должно быть 113-116 шт. в зависимости от толщины отдельных нитей. Ро- винг натягивают и пропускают со скоростью
0,0075 м/с через камеру обжига при 200°С где происходит частичное удаление парафинового замасливателя. В пропиточную ванну дозируют 2,5 кг связующего, в том числе 1,45 кг эпоксидной смолы ЭД-20, 0,98 KI
изо-метилтетрагидрофталиевого ангидриде и 0,06 кг ускорителя УП-606/2, тщательнс перемешивают до равномерного распреде ления компонентов при 30°С. Базальтовые ровинг пропускают через обогреваемук
ванну, при этом следят за равномерны, распределением связующего между базаль товым ровингом. На выходе из ванны нип пропускают через отжимное устройство, гд снимается часть связующего и по лотку воз
вращается в пропиточную ванну. Далее про питанные связующим нити направляю через фильеру в первую термокамеру, гд поддерживают температуру 78°С. Посл первой термокамеры стержень пропускаю
через фильеру, оплеточное устройство i основа через фильеру. Оплетку осуществля ют базальтовой ниткой с шагом оплетки 2-. мм. Натяжение оплеточной нити регулиру ют с расчетом исключения пережатия стер
жня и обеспечения его заданного размера
На второй и третьей фильерах снимают остаточное избыточное связующее и стержень протягивают через вторую-восьмую термокамеры, поддерживая в каждой соответствующую температуру, °С: II - 140, III - 158, IV- 170, V- 180, VI - 169, VII - 133, VIII -52.
Время нахождения стержня в зоне нагревания - 960 с.
Характеристика физических и химических свойств полученного арматурного стержня из трех замеров:
Диаметр стержня5,3 мм
Плотность1,69 г/см3
Количество
связующего27%
Количество
наполнителя73%
Водопоглощение
при комнатной
температуре
через 1 сут0,34%
через2мес0,96%
Водопоглощение при 100°С
через 1 ч0,33%
через 6 ч0,74%
Степень
полимеризации82,3%
Предел прочности
на растяжение. 10601 кгс/см2
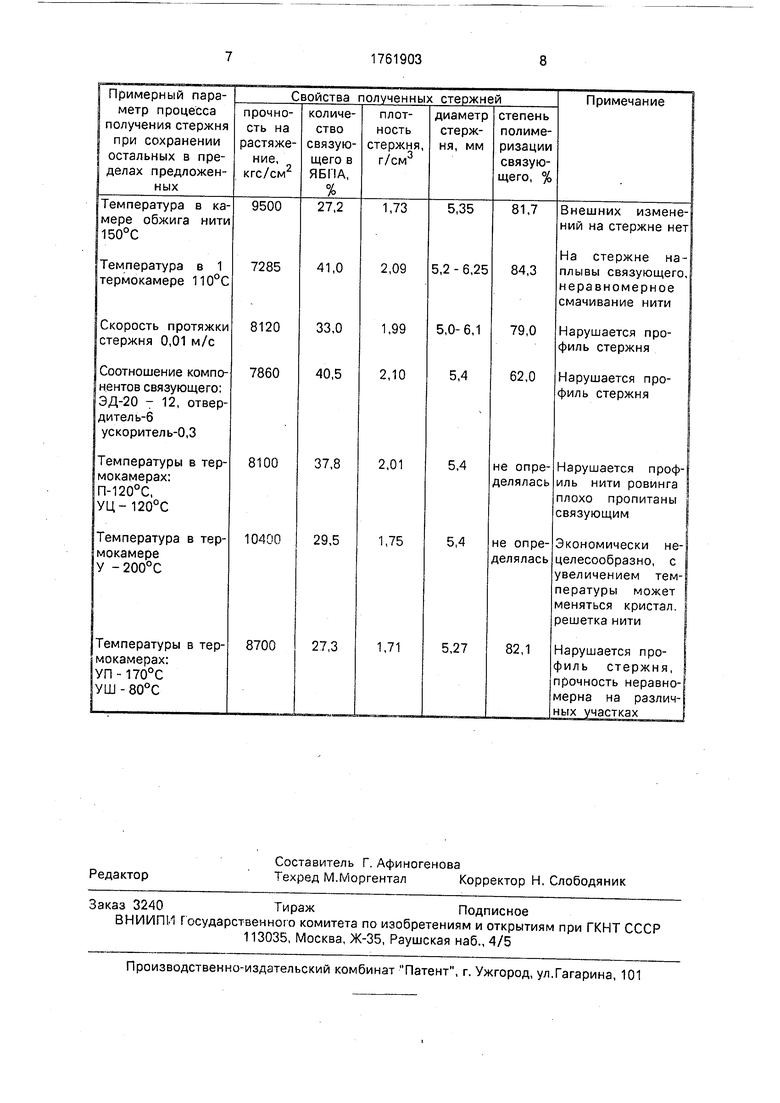
Влияние отклонений режимов получения базальтопластиковых стержней приведено в таблице.
Как видно из данных, приведенных в примере и в таблице, выбранный композиционный состав стержня и способ получения обеспечивают значительно лучшие его характеристики (по сравнению с металлической арматурой) по плотности, прочности и другим характеристикам, приведенным выше. Изменение отдельных технологических режимов способа получения оказывает определенное влияние на свойства стержня и ухудшает его характеристики.
Формула изобретения
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что, с целью повышения его кислото- и ще- лочестойкости, волокнистый наполнитель
выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем при соотношении компонентов, мас.ч.:
Базальтовые нити40,5-69,2
Смола эпоксидная ЭД-209-10
Отвердитель - изо- метилтетрагидрофталевый ангидрид 6-7 Ускоритель
твердения УА-606/2 0,3-0,4 2. Способ изготовления стержня для армирования бетона, включающий пропитку
пучка базальтовых нитей эпоксидным связующим, формование поперечного профиля стержня и полимеризацию связующего в термокамерах, отличающийся тем, что, с целью повышения кислото- и щелочестойкости стержня, базальтовые нити предварительно подвергают термообработке в камере обжига при 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне при 30-50°С, а отверждение стержня
производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах, °С: 78-82, 140-150, 158-162, 170-175, 178-180, 169-172, 133-140, 50-60.
3. Способ по п. 2, отличающийся тем, что формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру,
установленную на выходе из пропиточной ванны, через вторую и третью фильеры, установленные после первой термокамеры до и после оплеточного устройства.
4. Способ по п. 3, отличающийся тем, что скорость протягивания стержня составляет 0,0075-0,0083 м/с, а время полимеризации - 867-960 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для армирования бетона и способ его изготовления | 1989 |
|
SU1723284A1 |
| Стержень для армирования бетона и способ его изготовления | 1989 |
|
SU1723285A1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381905C2 |
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735533A1 |
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735532A1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ | 1993 |
|
RU2054509C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2001 |
|
RU2220049C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287431C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2005 |
|
RU2286315C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 1993 |
|
RU2054508C1 |
Изобретение относится к арматурным элементам для армирования бетонных строительных конструкций и позволяет повысить их кислото - и щелочестойкости. Стержень для армирования бетона изготовлен из пучка базальтовых нитей, скрепленных полимерным связующим, образованным из эпоксидной смолы с от- вердителем и ускорителем твердения при соотношении компонентов, мае.ч.: базальтовые нити 40,5-69,2; смола эпоксидная ЭД20 9-10; отвердитель - изо-метилтетрагид- рофталевый ангидрид 6-7, ускоритель УП- 606/2 0,3-0,4. При изготовлении стержня базальтовые нити предварительно подвергают термообработке в камере обжига при 150-200°С, пропитку нитей связующим осуществляют в закрытой ванне при 30-50°С, а отверждение стержня производят при прохождении его через восемь термокамер в режиме ступенчатого нагревания и охлаждения соответственно при температурах, °С.78-82, 140-150, 158-162, 170-174, 178- 180,169-172, 133-140,50-60 При этом формование поперечного профиля стержня осуществляют путем протягивания пропитанного связующим пучка нитей через отжимное устройство, через фильеру, установленную на выходе из пропиточной ванны, через вторую и третью фильеры, установленные после первой термокамеры до и после оплеточного устройства. Скорость протягивания стержня составляет 0,0075- 0,0083 м/с, а время полимеризации 867-960 с 2с и 2 з п. ф-лы, 1 табл. со 4 О Ю О СО
| Патент ФРГ № 3703974, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
