Изобретение относится к области строительства, а именно к изготовлению пластиковых арматурных элементов для армирования строительных бетонных конструкций, которые также могут быть использованы в несущих сборных конструкциях как конструкционный материал для замены металлических и деревянных изделий.
Известен стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим. В качестве волокнистого наполнителя используется стекловолокно, в качестве связующего - смесь эпоксидных и фенолформальдегидных смол с добавлением растворителей, ускорителя и отвердителя (DE 3703974, кл Е 04 С 5/07, опубл. 1988 г.).
Недостатком указанного стержня является низкая стойкость в кислой и щелочной среде и сложность технологии его изготовления, связанная с использованием в процессе приготовления связующего растворителей, которые должны быть удалены из полимерной композиции.
Наиболее близким к предлагаемому изобретению является арматурный стержень, полученный пропиткой базальтового ровинга полимерным связующим на основе эпоксидной диановой смолы ЭД-20, отвердителя - изометилтетрагидрофталиевого ангидрида (ИМТГФА) и ускорителя полимеризации УП-606/2 с последующим термоотверждением в режиме ступенчатого нагрева и охлаждения в восьми термокамерах при температурах oС соответственно: 78-82, 140-150, 158-162, 170-174, 178-180, 138-140, 50-60 (SU 1761903, кл. Е 04 С 5/07, опубл. 1992 г.).
Указанный стержень обладает высокой прочностью и коррозионной стойкостью благодаря использованию базальтового волокна, однако технология его изготовления очень сложна.
Предлагаемое изобретение решает задачу расширения сырьевой базы для изготовления высокопрочных пластиковых арматурных стержней и упрощения технологии изготовления стержня.
Указанная задача решается тем, что в стержне для армирования бетона, полученном из волокнистого наполнителя, пропитанного полимерным связующим на основе эпоксидной диановой смолы, отвердителя - изометилтетрагидрофталиевого ангидрида и ускорителя полимеризации, с последующим термоотверждением, в качестве волокнистого наполнителя используют стекловолокнистый ровинг, а в качестве ускорителя связующее содержит триэтаноламин при следующем соотношении компонентов, мас.%:
Волокнистый наполнитель - 60-80
Изометилтетрагидрофталевый ангидрид - 10-20
Триэтаноламин - 0,01-0,09
Эпоксидная диановая смола - Остальное
а термоотверждение осуществляют при 120-140∞ протягиванием пропитанного связующим, стекловолокнистого ровинга через две термокамеры с инфракрасным излучателем и через камеру термостатирования в течение 180-240 секунд.
Стержень изготавливают на установке, включающей формирователь жгута, обогреваемую ванну для связующего, формирователь поперечного профиля стержня, две термокамеры для отверждения связующего, снабженные инфракрасными излучателями, и камеру термостатирования.
Процесс осуществляют следующим образом.
Бобины с ровингом устанавливают на этажерке, количество их подбирают в зависимости от толщины нитей из расчета получения стержня диаметром 5-6 мм и степени наполнения 60-80%. В пропиточную ванну дозируют расчетное количество компонентов связующего и тщательно перемешивают при 30-50oС. Стекловолокно формируют в жгут и пропускают под инфракрасным излучателем, где происходит частичное удаление замасливателя и подогрев стекловолокна. Жгут пропускают через обогреваемую ванну со связующим и на выходе из ванны через отжимное устройство - фильеру, где удаляется избыток связующего, который возвращается по лотку в ванну. Далее пропитанный связующим жгут протягивают через первую термокамеру с инфракрасным излучателем. Под воздействием инфракрасного излучения происходит частичное отверждение (полимеризация) связующего. Далее частично отвержденный стержень пропускают через оплеточное устройство. Оплетку осуществляют нитью стекловолокна, базальтовой или хлопчатобумажной, подходящего диаметра и прочности с диаметром шага 2-2,5 мм. После оплеточного устройства стержень протягивают через вторую термокамеру с инфракрасным излучателем, затем через камеру термостатирования (без излучателя) и постепенно охлаждают на воздухе. Время пребывания стержня в камерах 180-240 с, скорость протяжки 0,035-0,045 м/с, температурный режим в камерах термоотверждения и термостатирования 120-140∞.
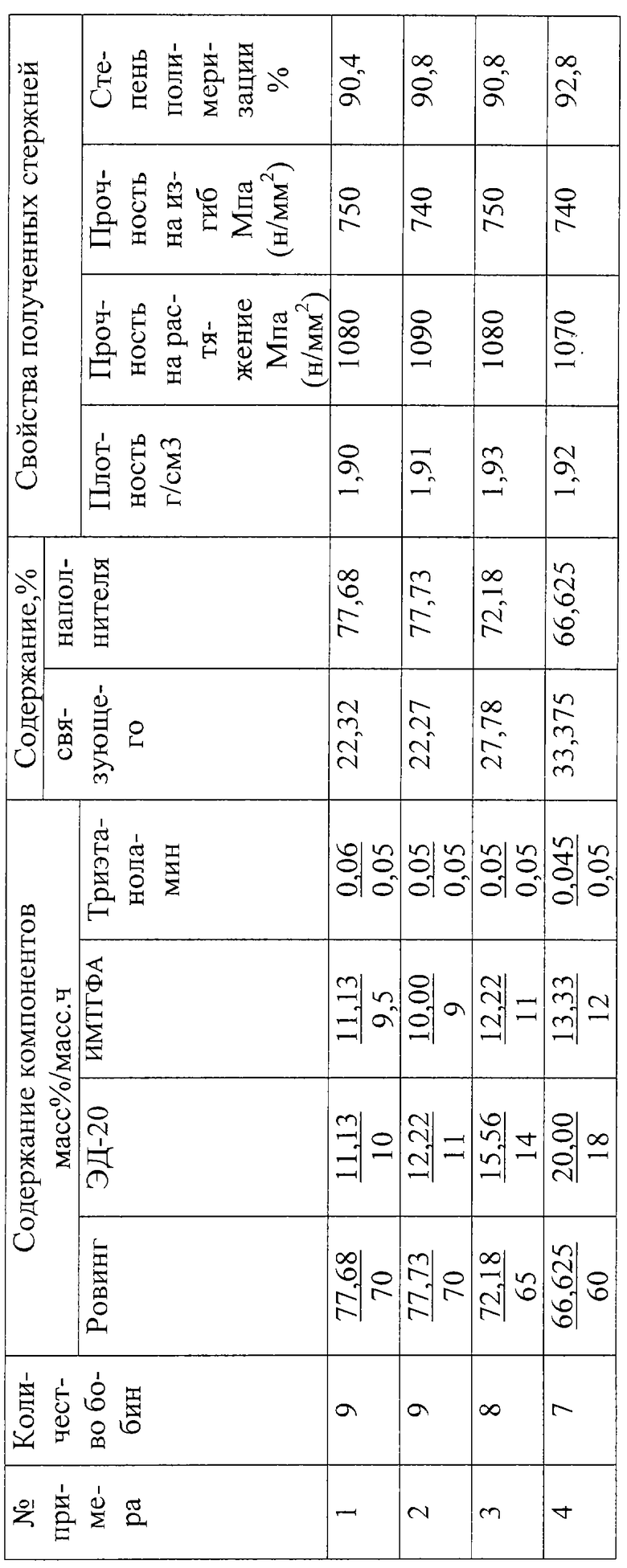
В таблице приведены варианты предлагаемого состава для получения стержня и результаты испытания полученных стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНОЕ АРМИРУЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2461588C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381905C2 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ АРМИРУЮЩЕГО СТЕРЖНЯ | 2024 |
|
RU2834477C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ | 2005 |
|
RU2320681C2 |
| ПОЛИМЕРНОЕ СВЯЗУЮЩЕЕ ДЛЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2495892C2 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2005 |
|
RU2286315C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2410505C1 |
| Вайерная композитная арматура и способ ее изготовления | 2016 |
|
RU2626864C1 |
| АРМАТУРА КОМПОЗИТНАЯ | 2012 |
|
RU2509653C1 |
| Стержень для армирования бетона и способ его изготовления | 1989 |
|
SU1761903A1 |
Изобретение относится к области строительства, а именно к изготовлению пластиковых арматурных элементов для армирования строительных бетонных конструкций, которые также могут быть использованы в несущих сборных конструкциях как конструкционный материал для замены металлических и деревянных изделий. Стержень получают пропиткой стекловолокнистого ровинга полимерным связующим на основе эпоксидной диановой смолы, содержащим изометилтетрагидрофталевый ангидрид (ИЗТГФА) в качестве отвердителя и триэтаноламин в качестве ускорителя отверждения. Соотношение компонентов в стержне: наполнитель 60-80%, ИМТГФА 10-20%, триэтаноламин 0,01-0,09%, смола остальное. Термоотверждение стержня осуществляют при 120-140oС протягиванием пропитанного связующим стекловолокнистого ровинга через две термокамеры с инфракрасным излучателем и через камеру термостатирования в течение 180-240 с. Изобретение позволяет расширить сырьевую базу для изготовления стеклопластиковой арматуры, повысить ее прочность и упростить технологию изготовления стержня. 1 табл.
Стержень для армирования бетона, полученный из волокнистого наполнителя, пропитанного полимерным связующим на основе эпоксидной диановой смолы, отвердителя - изометилтетрагидрофталиевого ангидрида и ускорителя полимеризации с последующим термоотверждением, отличающийся тем, что в качестве волокнистого наполнителя используют стекловолокнистый ровинг, в качестве ускорителя связующее содержит триэтаноламин при следующем соотношении компонентов, мас.%:
Волокнистый наполнитель 60-80
Изометилтетрагидрофталевый ангидрид 10-20
Триэтаноламин 0,01-0,09
Эпоксидная диановая смола Остальное
а термоотверждение осуществляют при 120-140°С протягиванием пропитанного связующим стекловолокнистого ровинга через две термокамеры с инфракрасным излучателем и через камеру термостатирования в течение 180-240 с.
| Стержень для армирования бетона и способ его изготовления | 1989 |
|
SU1761903A1 |
| Полимерная композиция | 1987 |
|
SU1541227A1 |
| ЛАПИЦКИЙ В.А | |||
| и др | |||
| Физико-механические свойства эпоксидных полимеров и стеклопластиков | |||
| - Киев.: Наукова думка, 1986, с.21, 29-30 | |||
| АРМАТУРНЫЙ СТЕРЖЕНЬ | 1993 |
|
RU2054509C1 |
| Устройство для автоматического телефонирования | 1923 |
|
SU1443A1 |

