Предлагаемый способ относится преимущественно к элементам энергоустановок, подвергаемым в процессе эксплуатации воздействию переменных нагрузок и коррозионной среды. Ресурс таких элементов зависит- от интенсивности развития дефектов коррозионно-усталостного происхождения (питтингов, язвин трещин).
Известные способы прогнозирования развития дефектов типа трещин при циклической нагрузке базируются на формуле Пэ- риса, связывающей скорость увеличения
глубины трещин -- с размахом коэффици- dN
ента интенсивности напряжений
А с (Л кг0)
Коэффициент интенсивности напряжений зависит от уровня и вида нагрузки, конфигурации и геометрических особенностей детали, расположения, размеров и количества трещин.
Формулы для расчета остаточного ресурса деталей с трещинами, определяемого числом циклов, за которое трещины достигнут предельно допустимой глубины, получают путем интегрирования выражения (1) применительно к каждому конкретному случаю. При этом приходится прибегать к существенным упрощающим предположениям (и, соответственно, сильному загрублению результатов расчета), поскольку реальные случаи не сводятся, как правило, к расчетным схемам, для которых в литературе приводятся формулы для коэффициента К или указаны доступные процедуры его вычисления.
XI
О N)
Ю О
Известный способ определения остаточного ресурса основанный на выражении (1), позволяет обойтись без расчета коэффициента К, что является серьезным преимуществом этого способа.
Недостатком способа является необходимость трехкратный диагностики состояния объекта в процессе эксплуатации (трехкратного измерения глубины трещин через некоторые промежутки работы). Применительно к деталям теплоэнергетического оборудования, диагностика которого возможна, как правило, лишь в рамках планового ремонтного обслуживания, это означает, что процедура получения информации об остаточном ресурсе займет длительный период, измеряемый годами.
Вторым недостатком указанного способа является сложность получения достоверных значений постоянных С и п в формуле (1) в условиях коррозионного воздействия среды, характерных для элементов теплосилового оборудования (котлов и трубопроводов). Специфика их работы заключается в чередовании периодов работы при высокой температуре, достаточной для образования на внутренней поверхности трубных элементов защитной окисной пленки, с периодами стоянки, при которых возможна резкая активизация коррозионных процессов. Кроме того испытания осуществляются с частотой, намного превышающей частоту нагружения оборудования, и это приводит к дополнительному отклонению параметров уравнения (1) от значений, соответствующих реальности,
К недостаткаам всех методов, основанных на использовании выражения (1), относится ограниченность области его существования: начальная стадия развития дефектов коррозионно-усталостного происхождения в элементах паровых котлов, имеющая зачастую весьма большую протяженность, не может быть описана с его помощью. Выражение (1) пригодно лишь для описания той стадии живучести, которая характеризуется устойчивым и прогрессирующим, (вплоть до разрушения) увеличением размеров трещин.
Наиболее близким техническим решением является метод прогнозирования остаточного срока службы заключающийся в измерении размеров очага коррозии (пит- тинга), построении по результатам это го измерения зависимости (в логаритмических координатах - прямой линии) размеров пит- тинга от времени работы и определение по этой зависимости длительности периода развития питтинга до трещины. Этот период и предложено принимать в качестве остаточного ресурса детали.
Недостатком этого способа является то, что он базируется на определенной анали- тической зависимости между размерами питтинга и временем испытания (диаметр и глубина питгинга пропорциональные времени в степени -). Такая зависимость, одО
нако, согласно приведенным данным (3) имеет место не во всей временной области существования питтинга. Более того, криая развития дефектов коррозионно-усталостного происхождения, как показывает практика, может иметь и горизонтальные участки. Предусмотренное в способе определение предельного размера дефекта по фиксированному значению коэффициента интенсивности напряжений, находимому
путем испытаний, является корректным а рамках определенной расчетной схемы, которая может применяться для реальной ситуации, как правило, только при существенных допущениях.
Ограничение срока службы детали моментом образования трещины также является недостатком способа, поскольку длительность работы на стадии существования трещиноподобного дефекта для многих
элементов весьма продолжительна и замена их по названному признаку является преждевременной с соответству ним экономическим ущербом.
Целью изобретения является повышение достоверности и упрощения способа при диагностировании деталей эксплуатируемых в одной среде, но при разных рабочих напряжениях.
Указанная цель достигается тем, что в
способе диагностирования деталей с дефектами коррозионно-усталостного происхождения, заключающемся в сопоставлении глубины дефектов с наработкой и уровнем рабочих напряжений, определяют максимальную глубину дефектов в нескольких деталях данной группы, строят зависимость максимальной глубины от параметра, характеризующего эксплуатационное напряжение, число циклов нагружения и время
работы деталей, определяют значение этого параметра для максимально допустимой глубины дефекта, по которому и вычисляют остаточный ресурс.
В качестве упомянутого параметра можно использовать котангенс угла наклона линий коррозионной усталости, проходящей через фиксированную точку:
о- дп-р
S - Ig 73
0)
где П - наработка детали на момент диагностирования, определяемая числом циклов нагружения и времени ее работы;
(Т3 амплитуда изменения напряжения за цикл изменения рабочей нагрузки;
Р и S - постоянные, определяемые путем испытаний деталей на коррозионную усталость при различной агрессивности коррозионной среды.
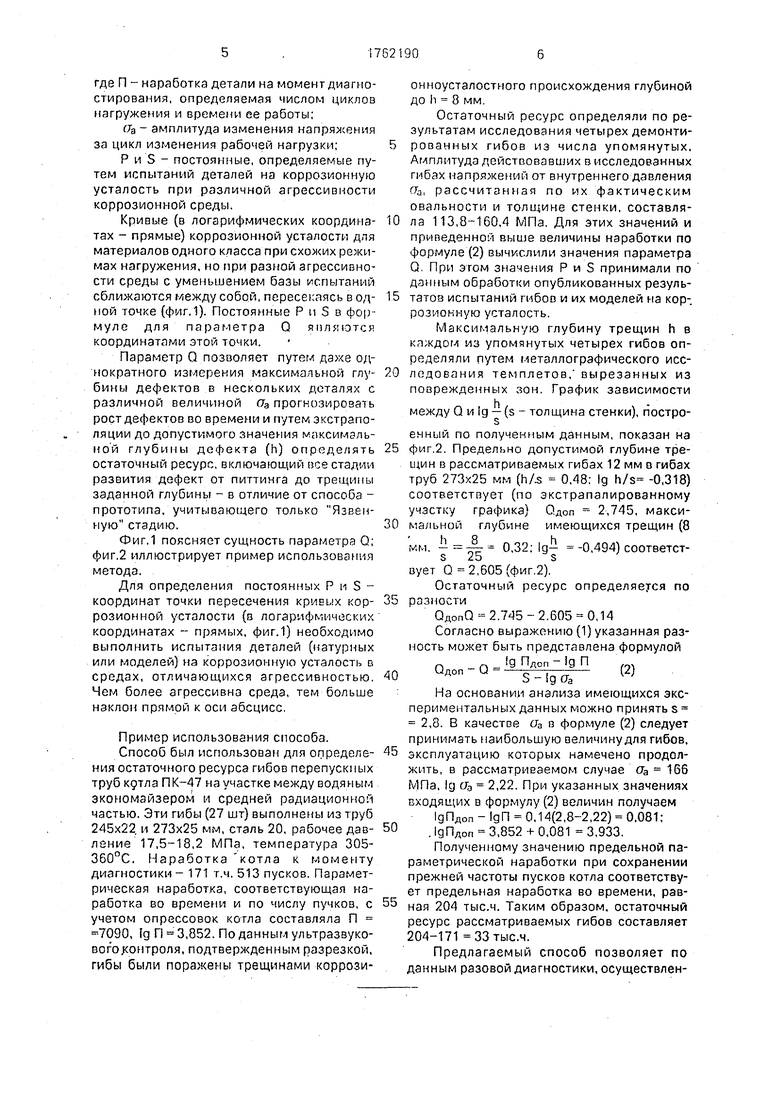
Кривые (в логарифмических координатах - прямые) коррозионной усталости для материалов одного класса при схожих режимах нагружения, но при разной агрессивности среды с уменьшением базы испытаний сближаются между собой, пересекаясь в одной точке (фиг.1). Постоянные Р и S в формуле для параметра Q являются координатами этой точки.
Параметр Q позволяет путем даже однократного измерения максимальной глубины дефектов в нескольких деталях с различной величиной оа прогнозировать рост дефектов во времени и путем экстраполяции до допустимого значения максимальной глубины дефекта (h) определять остаточный ресурс, включающий все стадии развития дефект от питтинга до трещины заданной глубины - в отличие от способа - прототипа, учитывающего только Язвенную стадию.
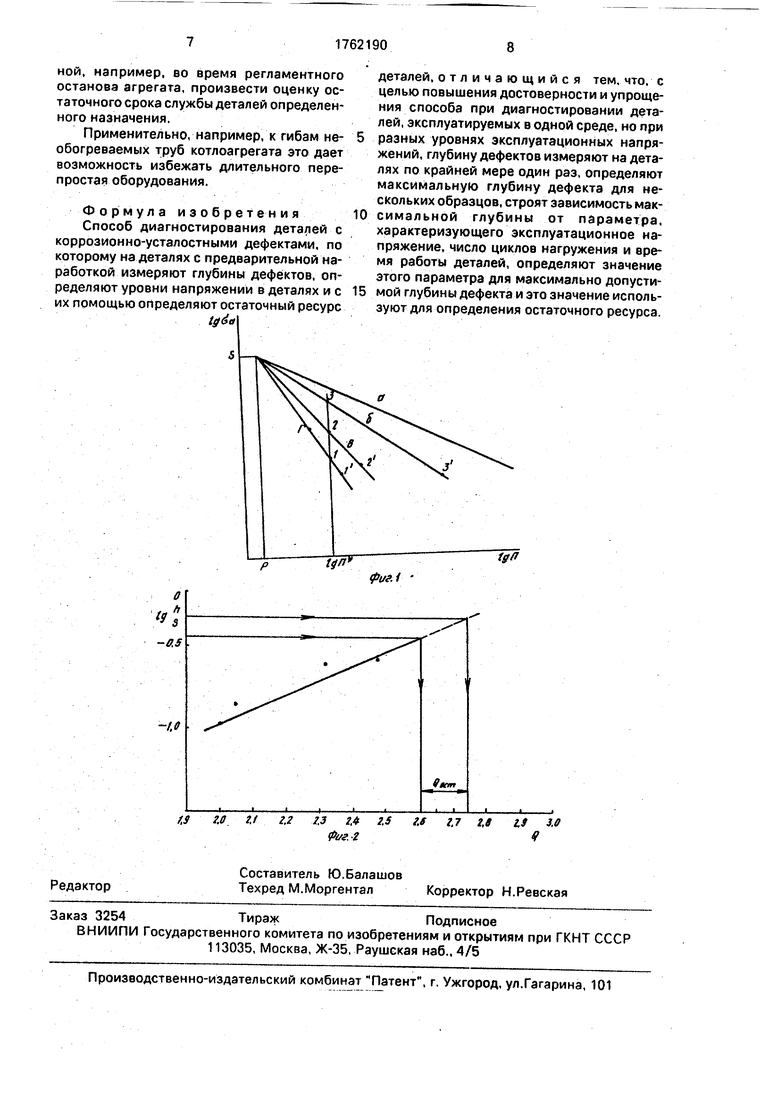
Фиг,1 поясняет сущность параметра Q; фиг.2 иллюстрирует пример использования метода.
Для определения постоянных Р и S - координат точки пересечения кривых коррозионной усталости (в логарифмических координатах - прямых, фиг.1) необходимо выполнить испытания деталей (натурных или моделей) на коррозионную усталость в средах, отличающихся агрессивностью. Чем более агрессивна среда, тем больше наклон прямой к оси абсцисс.
Пример использования способа.
Способ был использован для определения остаточного ресурса гибов перепускных трубк9тла ПК-47 на участке между водяным экономайзером и средней радиационной частью. Эти гибы (27 шт) выполнены из труб 245x22 и 273x25 мм, сталь 20, рабочее давление 17,5-18,2 МПа, температура 305- 360°С. Наработка котла к моменту диагностики- 171 т.ч. 513 пусков. Параметрическая наработка, соответствующая наработка во времени и по числу пучков, с учетом опрессовок когла составляла П 7090, д П 3,852. По данным ультразвукового контроля, подтвержденным разрезкой, гибы были поражены трещинами коррозионноусталостного происхождения глубиной до h 8 мм.
Остаточный ресурс определяли по результатам исследования четырех демонтированных гибов из числа упомянутых, Амплитуда действовавших в исследованных гибах напряжений от внутреннего давления Од, рассчитанная по их фактическим овальности и толщине стенки, составля0 ла 113,8-160,4 МПа. Для этих значений и приведенной выше величины наработки по формуле (2) вычислили значения параметра Q. При эгом значения Р и S принимали по данным обработки опубликованных резуль5 татов испытаний гибоо и их моделей на коррозионную усталость.
Максимальную глубину трещин h в клждом из упомянутых четырех гибов определяли путем металлографического исс0 лгздования темплетов, вырезанных из поврежденных зон. График зависимости
между Q и д - (s - толщина стенки), построо
енный по полученным данным, показан на 5 фиг.2. Предельно допустимой глубине трещин в рассматриваемых гибах 12 мм о гибах труб 273x25 мм (h/s 0,48; Ig h/s -0,318) соответствует (по экстрапалированному участку графика) Одоп 2,745, макси- 0 мадьной глубине имеющихся трещин (8
мм. 0.32: Ig- -0,494) соответст- s 2os
вует Q 2,605(фиг.2).
Остаточный ресурс определяется по 5 разности
0ДопО 2.745-2.605 0,14 Согласно выражению (1) указанная разность может быть представлена формулой
0
п - п - ig ПД°П 9 П
идоп U--
(2)
S - Ig da
На основании анализа имеющихся экспериментальных данных можно принять s 2,8. В качестве аа в формуле (2) следует принимать наибольшую величину для гибов, 5 эксплуатацию которых намечено продолжить, в рассматриваемом случае ста 166 МПа, ig с/а 2,22. При указанных значениях входящих в формулу (2) величин получаем
1дПдоп - дП 0,14(2,8-2,22) 0.081; 0 .1дПДоп 3,852+ 0,081 3,933.
Полученному значению предельной параметрической наработки при сохранении прежней частоты пусков котла соответствует предельная наработка во времени, рав- $ ная 204 тыс.ч. Таким образом, остаточный ресурс рассматриваемых гибов составляет 204-171 33тыс.ч.
Предлагаемый способ позволяет по данным разовой диагностики, осуществленной, например, во время регламентного останова агрегата, произвести оценку остаточного срока службы деталей определенного назначения.
Применительно, например, к гибам необогреваемых труб котлоагрегата это дает возможность избежать длительного перепростая оборудования.
Формула изобретения Способ диагностирования деталей с коррозионно-усталостными дефектами, по которому на деталях с предварительной наработкой измеряют глубины дефектов, определяют уровни напряжении в деталях и с их помощью определяют остаточный ресурс
tgda
деталей, отличающийся тем, что. с целью повышения достоверности и упрощения способа при диагностировании деталей, эксплуатируемых в одной среде, но при
разных уровнях эксплуатационных напряжений, глубину дефектов измеряют на деталях по крайней мере один раз, определяют максимальную глубину дефекта для нескольких образцов, строят зависимость максимальной глубины от параметра, характеризующего эксплуатационное напряжение, число циклов нагружения и время работы деталей, определяют значение этого параметра для максимально допустимой глубины дефекта и это значение используют для определения остаточного ресурса.
ffffl
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБЫ ТРУБОПРОВОДА | 2014 |
|
RU2571018C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБЫ ТРУБОПРОВОДА | 2013 |
|
RU2518787C1 |
| Способ долгосрочного прогнозирования индивидуального ресурса гидроагрегата в условиях часто меняющихся режимных факторов | 2020 |
|
RU2756781C2 |
| СПОСОБ РАНЖИРОВАНИЯ ТЕХНИЧЕСКИХ УСТРОЙСТВ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК ХИМИЧЕСКИХ, НЕФТЕХИМИЧЕСКИХ И НЕФТЕПЕРЕРАБАТЫВАЮЩИХ КОМПЛЕКСОВ НА ОСНОВЕ ИХ ЭКСПЕРТНО-БАЛЬНОЙ ОЦЕНКИ | 2013 |
|
RU2582029C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РЕСУРСА ОБЪЕКТОВ ПОВЫШЕННОЙ ОПАСНОСТИ | 2010 |
|
RU2436103C1 |
| Способ оценки остаточного ресурса рабочего колеса гидротурбины на запроектных сроках эксплуатации | 2019 |
|
RU2721514C1 |
| СПОСОБ АДАПТИВНОГО ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА ЭКСПЛУАТАЦИИ СЛОЖНЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2533321C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РЕСУРСА ТЕХНИЧЕСКИХ УСТРОЙСТВ | 2011 |
|
RU2454648C1 |
| СПОСОБ ПРОГНОЗА ОСТАТОЧНОГО РЕСУРСА НЕРАЗРУШАЮЩИМ КОНТРОЛЕМ ПРИ ЭКСПЕРТИЗЕ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ОБОРУДОВАНИЯ | 2003 |
|
RU2267776C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕСУРСА МЕТАЛЛА ПРИ КОРРОЗИИ ПОД МЕХАНИЧЕСКИМ НАПРЯЖЕНИЕМ | 1996 |
|
RU2141643C1 |
Изобретение относится к деталям (преимущественно энергоустановок), подвергаемым в процессе эксплуатации воздействию переменных нагрузок и агрессивной среды. Оно позволяет путем однократной диагностики нескольких деталей определенного назначения, отличающихся уровнем рабочих напряжений, определять остаточный ресурс всей совокупности таких деталей. Это достигается путем экстраполяции зависимости значений глубины дефектов в деталях от параметра, учитывающего одновременно наработку деталей на момент диагностики и величину действующих в детали напряжений. 2 ил.
О h з
-0,5
| Броек Д | |||
| Основы механики разрушения, Высшая школа, М.: 1980, с.26 | |||
| Способ определения остаточного ресурса работы детали | 1987 |
|
SU1490552A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Kondo I | |||
| Prediction of Fatigne Cruck Initiation Life Based on Pit Growth Corrosion,vol | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
