Изобретение относится к области металлообработки давлением, в частности к штамповке энергией взрыва.
Известен состав для изготовления неметаллических элементов штамповочной оснастки на основе фенольной смолы (В.Г.Степанов, И.П.Шавров Импульсная металлообработка в судовом машиностроении, Судостроение. Л., 1968г., стр.32,33). Недостатком указанного состава является его хрупкость.
Известен также состав для изготовления литых элементов штамповочной оснастки, описанный в заявке М 4697239/27 (положительное решение от 12.02.90 г.), содержащий мас.ч,
Каучук ПЭФ-ЗА100
Эпоксидная смола УП-63 0,1 Мета-фенилендиамин0,63
Отвердитель АФ- 22
Асбест тонкоизмельченный 0,3 Недостатком известного состава являются механические свойства, позволяющие применять его только при штамповке тонколистовых материалов с толщиной до 1,5 мм. Штамповка с использованием элементов оснастки, изготовленных из известного состава, листовых материалов толщиной свыше 1,5 мм возможна, но при этом не обеспечивается необходимая точность получаемых деталей, т.к. с увеличением нагрузки неметаллические элементы деформируются. Кроме того, это приводит к быстрому разрушению элемента.
Целью изобретения является расширение технологических возможностей состава для изготовления литых элементов штамповочной оснастки путем штамповки на них листовых материалов толщиной свыше 1,5 мм.
- Поставленная цель достигается тем, что состав для изготовления литых элементов штамповочной оснастки, содержащий 100 мас.ч, каучука, 0,1 мас.ч. эпоксидной смолы, 0,63 мае,ч, мета-фенилендиамина, 2 мас.ч. отвердителя и асбест тонкоизмельченный, содержит 38 мас.ч. асбеста тонкоизмельченного.
Данное количество асбеста в заявляемом составе является максимально возможной величиной, т.к. при дальнейшем увеличении количества асбеста, подготовленный к затвердеванию состав невозможно тщательно перемешивать, что оказывает отрицательное влияние на равномерность распределения наполнителя в составе,
сл
со о X го
и.как, следствие, на механические характеристики состава.
Заявленный состав обладает следующими свойствами, позволяющими использовать его в качестве состава для изготовления элементов штамповочной оснастки:
1.Отсутствие усадки при полимеризации.
2.Полимеризация может осуществлять- ся без термообработки.
3.Более высокие механические характеристики, чем у известного состава, обеспечивающие применение при штамповке более толстых заготовок,
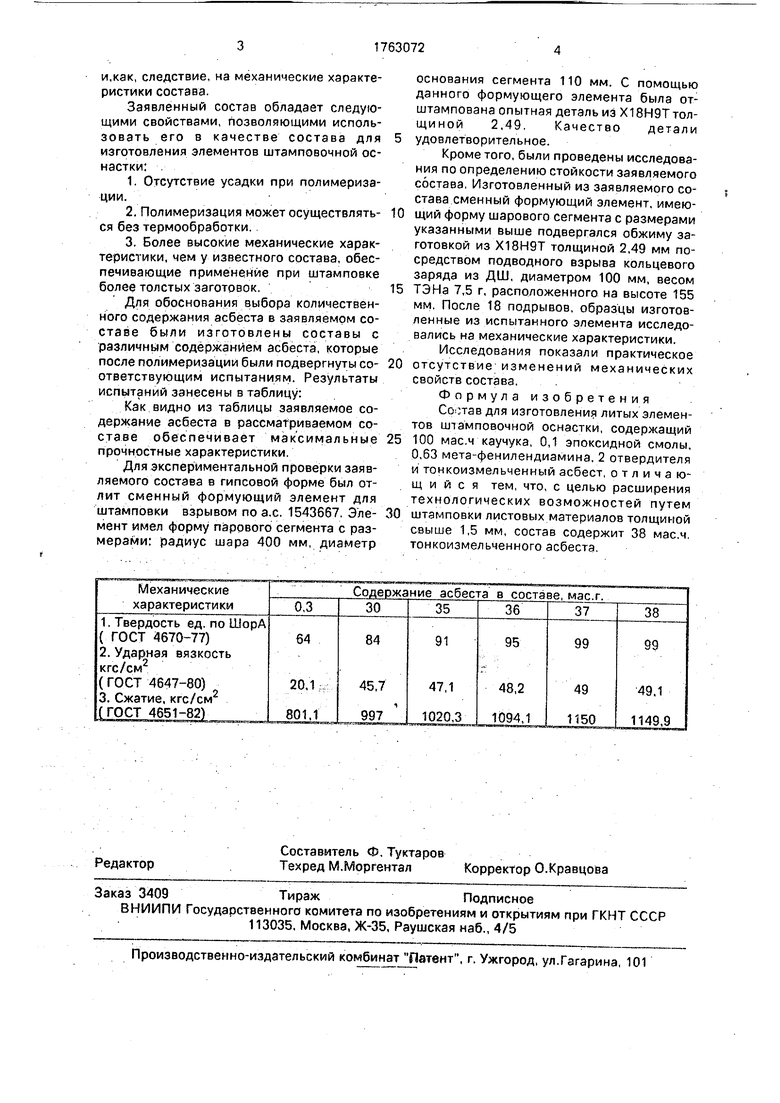
Для обоснования выбора количественного содержания асбеста в заявляемом составе были изготовлены составы с различным содержанием асбеста, которые после полимеризации были подвергнуты со- ответствующим испытаниям. Результаты испытаний занесены в таблицу:
Как видно из таблицы заявляемое содержание асбеста в рассматриваемом составе обеспечивает максимальные прочностные характеристики.
Для экспериментальной проверки заявляемого состава в гипсовой форме был отлит сменный формующий элемент для штамповки взрывом по а,с. 1543667. Эле- мент имел форму парового сегмента с размерами: радиус шара 400 мм, диаметр
основания сегмента 110 мм. С помощью данного формующего элемента была отштампована опытная деталь из Х18Н9Т толщиной 2,49. Качество детали удовлетворительное.
Кроме того, были проведены исследования по определению стойкости заявляемого состава, Изготовленный из заявляемого состава сменный формующий элемент, имеющий форму шарового сегмента с размерами указанными выше подвергался обжиму заготовкой из Х18Н9Т толщиной 2,49 мм посредством подводного взрыва кольцевого заряда из ДШ, диаметром 100 мм, весом ТЭНа 7,5 г, расположенного на высоте 155 мм. После 18 подрывов, образцы изготовленные из испытанного элемента исследовались на механические характеристики.
Исследования показали практическое отсутствие изменений механических свойств состава.
Формула изобретения
Со ггав для изготовления литых элементов штамповочной оснастки, содержащий 100 мае.ч каучука, 0,1 эпоксидной смолы, 0,63 мета-фенилендиамина. 2 отвердителя и тонкоизмельченный асбест, отличающийся тем, что, с целью расширения технологических возможностей путем штамповки листовых материалов толщиной свыше 1,5 мм, состав содержит 38 мае.ч тонкоизмельченного асбеста
| название | год | авторы | номер документа |
|---|---|---|---|
| Эпоксидный состав для исправления дефектов технологической оснастки | 2017 |
|
RU2652251C1 |
| Композиция для закрепления армирующих элементов | 1988 |
|
SU1656133A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2419639C2 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| Способ изготовления формообразующих элементов с фактурированной поверхностью | 1989 |
|
SU1773710A1 |
| ОПТИЧЕСКИЙ КЛЕЙ | 2001 |
|
RU2209225C1 |
| Эпоксидная композиция | 2023 |
|
RU2813712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭПОКСИДНОГО СВЕТОПРОЗРАЧНОГО ИСКУССТВЕННОГО КАМНЯ, ИМИТИРУЮЩЕГО ОНИКС | 2019 |
|
RU2734197C1 |
| Теплостойкое низковязкое связующее для изготовления изделий методами вакуумной инфузии и пропитки под давлением и способ его получения | 2021 |
|
RU2762559C1 |
| ОГНЕЗАЩИТНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2208028C1 |
Использование: обработка металлов энергией взрыва, Сущность изобретения: состав содержит, мас.%: 100 каучука, 0,1 эпоксидной смолы, 0,63 мета-фенилендиа- мина, 2 отвердителя и 38 тонкоизмельченного асбеста.
| Авторское свидетельство СССР № 1633587, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
