Изобретение относится к сварочной технике, в частности - к защитным приспособлениям, устанавливаемым на электроды контактных сварочных аппа- ратов, и может быть использовано при сварке листов или других плоских деталей.
Целью изобретения является повышение эффективности удаления вредных веществ при сварке.
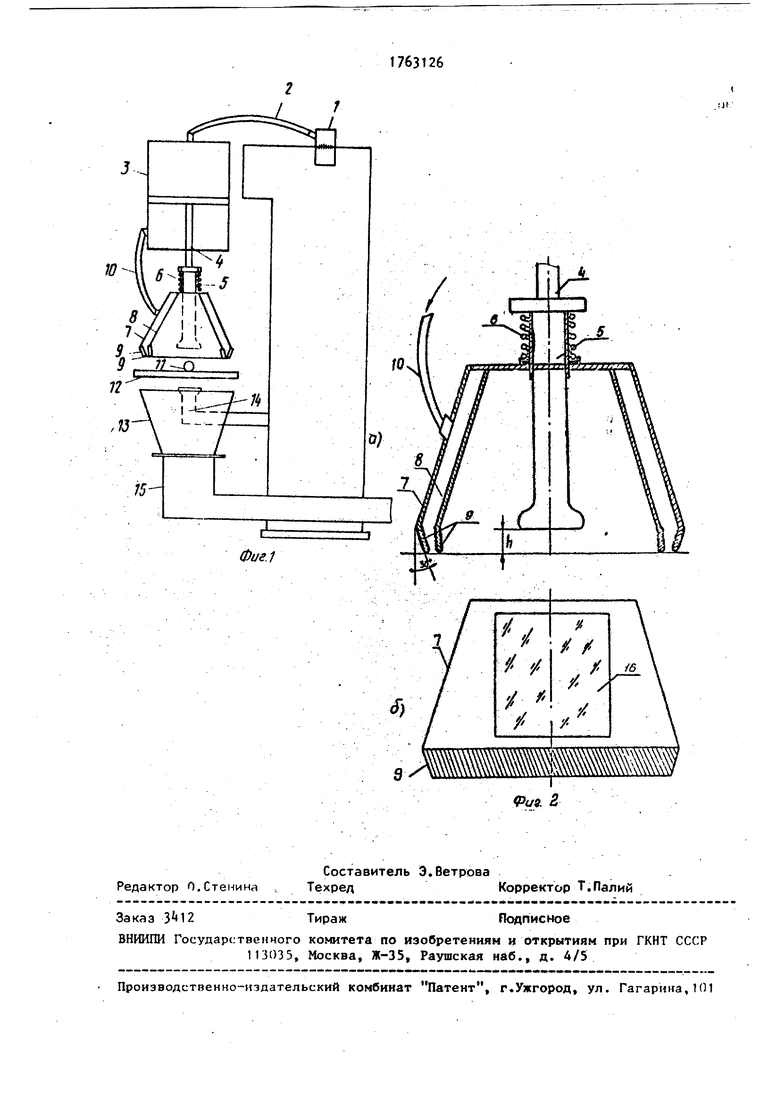
Блок-схема головки для контактной точечной сварки представлена на фиг.t, а внешний вид искрогасительной втулки - на фиг.2.
Сварочная головка содержит воздушный клапан 1, первый воздуховод 2, пневмоцилиндр 3 со штоком 4, связанным с подвижным электрогом 5.Искрога-
сительная втулка подпружинена пружиной 6 относительно подвижного электрода 5 и состоит из двух концентрич- но установленных конусных кожухов 7 и 8, периферийные нижние края которых загнуты вовнутрь к центру и окаймлены резиновыми башмаками 9. Межкожуховая полость (т.е. пространство между конусными кожухами 7 и 8) связана со Штоковой полостью пневмоцилиндра 3 посредством второго воздуховода 10. Свариваемые прутки обозначены позициями 11 и 2. В насадке 13 помещен не- подйижный электрод 1. Насадка соединена с воздуховодом 15 аспирационной системы. Кожухи 7 и 8 выполнены с прозрачными окнами 16.
О
ы ю
Устройство работает следующим образом.
После укладки между электродами 5 и И свариваемых деталей включается воздушный клапан 1, и воздух по Воздуховоду 2 подается в пневмоцилиндр 3. Шгок 4 вместе с подвижным электродом 5 перемещается вниз до контакта со свариваемыми деталями. Мягкость контакта обеспечивается как благодаря наличию пружины 6, так и благодаря резиновым башмакам 9, которыми окаймлены периферийные части обоих конусных кожухов 7 и 8, из которых и состоит искрогасительная втулка. В i воздуховоде 15, Соединенном с аспира- ционном системой, поддерживается постоянное разрежение воздуха. Пыль и образующиеся при сварке вредные газы асасываются через насадку 13 и воздуховод 15, т.е. все искры и вредные газы, образующиеся при сварке, отводятся потоком воздуха вниз в насадку 13. В момент контактной сварки конус- ные кожухи 7 и 8 и насадка 13 образуют почти закрытую полость (за исключением зазора по периферии головки по толщине свариваемых прутков). Кроме того, посредством воздуховода 10 од- повременно со сваркой изделия воздух из штоковой полости пневмоцилиндра 3 поступает в межкожухную полость иск- рогасительной втулки (е полость между конусными кожухами 7 и 8). При этом образуется дополнительная предохранительная оболочка сжатого воздуха в виде кольцевой цилиндрической поверхности, в середине Кбторбго и заключены свариваемые изделия 11 и 12. Кромки внутреннего кожуха параллельны оси кожухов, а кромки наружного составляют 0...30 с этой осью. Кромки резиновых башмаков обоих конусных кожухов расположены в одной плоскости, перпендикулярной оси конусов. Такая форма нижней части кожухов способствует созданию надежной кольцевой завесы, обеспечивающей полностью закрытую полость, i
Так как ширина щели для истечения газов небольшая, то турбулентности практически не будет, а будет иметь место ламинарное течение. Внутри круговой воздушной завесы давление газов будет пониженное, т.е. сварочные газы будут полностью удаляться через нижнюю насадку и аспирационную систему, при этом они не попадают в атмосферу.
Наличие прозрачных окон на кожухах создает возможность наблюдения за процессами, происходящими в зоне сварки.
Формула изобретения
1.Головка для контактной точечной сварки, содержащая подвижный верхний и неподвижный нижний электроды, закрепленную на подвижном электроде, соединенном со штоком привода сжатия, искрогасительную втулку, соединенную воздуховодом со штоковой полостью цилиндра привода сжатия, и насадку, охватывающую нижний электрод и связанную с аспирационной системой, отличающаяся тем, что, с целью повышения эффективности удаления вредных веществ при сварке, искрогасительная втулка выполнена в виде двух концентрично установленных конусных кожухов, торцы кожухов со стороны больших диаметров, обращенных к нижнему электроду, снабжены резиновыми башмаками, кромки которых расположены в одной плоскости, перпендикулярной к оси кожухов, кромки внутреннего кожуха параллельны оси кожухов, кромки наружного составляют О,..30 с этой осью, а воздуховод соединяет штоковую полость цилиндра
с полостью, образованной поверхностями кожухов,
2.Головка пол.1,отличаю- щ а я с я тем, что искрогасительная втулка подпружинена относительно подвижного электрода.
3.Головка по п.1, о т л и ч л ю- щ а я с я тем, что конусные кожухи выполнены с прозрачными окнами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления вредных газов при контактной точечной сварке | 1988 |
|
SU1660900A1 |
| Головка для контактной точечной сварки | 1984 |
|
SU1219294A2 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1983 |
|
SU1148744A1 |
| Головка для контактной точечной сварки | 1979 |
|
SU860968A2 |
| Головка для контактной точечной сварки | 1978 |
|
SU668794A1 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1981 |
|
SU994860A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1988 |
|
SU1579687A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086374C1 |
Использование: для повышения эффективности удаления газов, образующихся при контактной точечной сварке. Сущность изобретения: искрогаситель- ная втулка выполнена в виде концент- рично установленных кожухов 7 и 9. Полость между кожухами связана со штоковой полостью пневмоцилиндра 3 привода сжатия электродов, кромки кожухов снабжены резиновыми башмаками 9 и имеют заданную форму. Искрогаси- тельная втулка подпружинена относительно электрода 5 Кожухи 7 и 8 выполнены с окнами,2 з.Поф-лы, 2 ил.
i
jh
| Писаренко В.Л | |||
| и др | |||
| Вентиляция рабочих мест в сварочном производстве | |||
| -М.: Машиностроение, 1981, с.88, 89 | |||
| Балтренас П., Бразаускас В., Шпа- каускас В | |||
| Научно-технические рекомендации по уменьшению загрязненное ти техносферы предприятий строительной индустрии | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
