сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТИ БЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ВСПЕНЕННОГО ПОЛИСТИРОЛА | 2002 |
|
RU2267473C2 |
| ДВУХСЛОЙНЫЙ ОБЛИЦОВОЧНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2006 |
|
RU2311514C2 |
| Способ изготовления строительных изделий | 1979 |
|
SU797875A1 |
| Способ изготовления железобетонных изделий с декоративным слоем | 1988 |
|
SU1653976A1 |
| Способ изготовления трехслойных изделий | 1988 |
|
SU1646901A1 |
| Способ изготовления железобетонных изделий | 1980 |
|
SU975412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ И ИЗДЕЛИЕ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2204477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ БЕТОННЫХ ИЗДЕЛИЙ, МОНОЛИТНЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2018 |
|
RU2703020C1 |
Изобретение относится к строительству, в частности к изготовлению бетонных изделий с декоративной облицовкой. Цель изобретения - повышение долговечности изделий. Перед укладкой в форму керамзитового гравия, служащего облицовкой, его предварительно нагревают до 50-250°С, что позволяет улучшить сцепление облицовки с бетоном.
Изобретение относится к строительству, в частности к изготовлению бетонных изделий с декоративной облицовкой.
Известен способ изготовления декоративных бетонных изделий, включающий последовательную укладку бетонной смеси, цементного раствора и зернистого декоративного материала, например мраморной и гранитной крошки (1).
Недостатком указанного способа является слабое сцепление декоративной каменной крошки с цементно-песчаным раствором, в результате чего при транспортировке и монтаже изделий значительная часть дорогостоящего декоративного материала осыпается
Для улучшения сцепления декоративный материал перед укладкой промывают и высушивают, цементно-песчаный раствор применяют строго определенной вязкости. Эти операции усложняют процесс.
Несоблюдение этих технических правил приводит к значительному ухудшению качества отделки.
Недостатки этого способа частично устранены в способе изготовления декоративных бетонных изделий, известном из (2) Этот способ включает последовательную укладку слоев бетонной смеси, цементного раствора и пористого декоративного материала в виде щебня карбонатно-кремнезе- мистой опоки, обожженной при тем пературе 900-1000°С.
Недостатком этого способа является высокая стоимость, связанная с необходимостью организации мелкомасштабного производства, и низкие декоративные возможности щебня из карболитно-кремние- вой опоки.
Наиболее близкими к изобретении является способ изготовления декоративных бетонных изделий, включающий укладку в
VJ о со го
00
со
форму керамзитового гравия бетонной смеси, вибрирование, термообработку, распалубку и нанесение защитного слоя на керамзитовый гравий (3).
Недостатком известного способа является недостаточная долговечность изделия.
Целью изобретения является повышение долговечности изделий.
Это достигается тем, что в способе изготовления декоративных бетонных изделий, включающем укладку в форму керамзитового гравия, бетонной смеси, вибрирование, термообработку, распалубку и нанесение защитного слоя на керамзитовый гравий, перед укладкой в форму керамзитового гравия его предварительно нагревают до 50-250°С.
Пример осуществления способа. Производят изготовление образцов в виде плиток размером 16 х 16 х 4 см.
В качестве основания отделочного слоя использовался цементно-песчаный раствор состава 1:2 на портландцементе М 400.
Водоцементное отношение - 0,5, подвижность раствора - б см погружения стандартного конуса.
Уплотнение раствора производилось на лабораторной виброплощадке с частотой 2800 колебаний в минуту и амплитудой 0,35 мм.
0
5
0
5
0
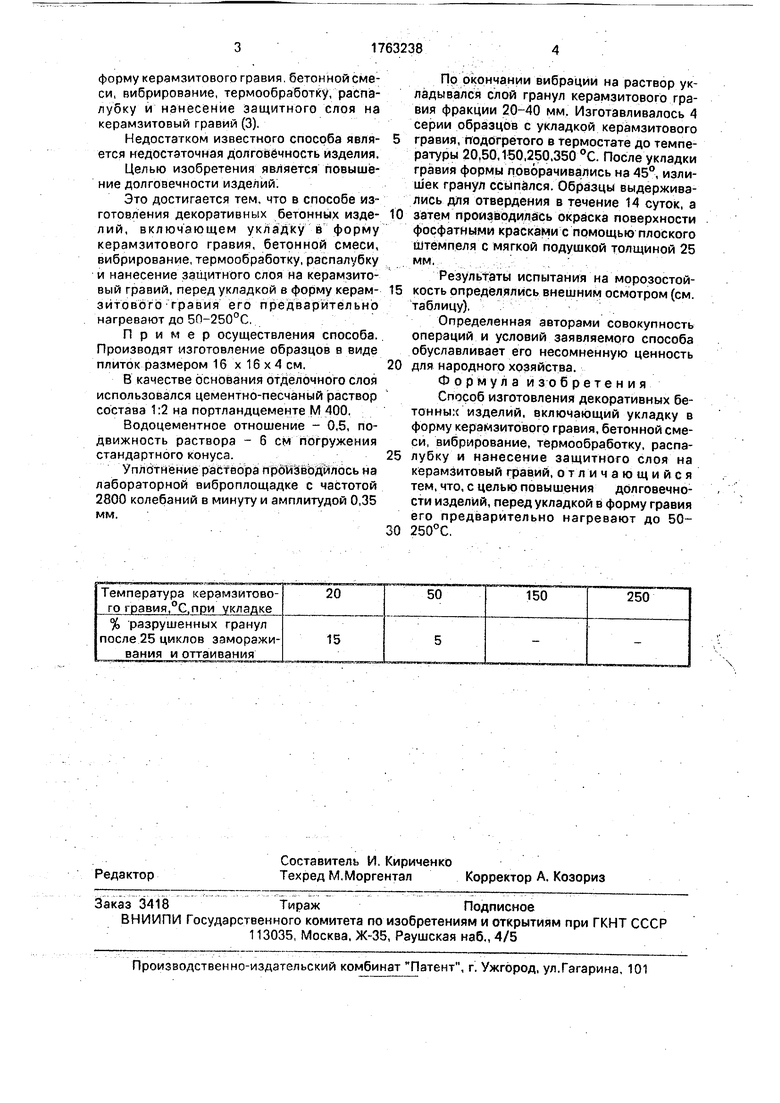
По окончании вибрации на раствор укладывался слой гранул керамзитового гравия фракции 20-40 мм. Изготавливалось 4 серии образцов с укладкой керамзитового гравия, подогретого в термостате до температуры 20,50,150,250,350 °С. После укладки гравия формы поворачивались на 45°, излишек гранул ссыпался. Образцы выдерживались для отвердения в течение 14 суток, а затем производилась окраска поверхности фосфатными красками с помощью плоского штемпеля с мягкой подушкой толщиной 25 мм.
Результаты испытания на морозостойкость определялись внешним осмотром (см. таблицу).
Определенная авторами совокупность операций и условий заявляемого способа обуславливает его несомненную ценность для народного хозяйства.
Формула изобретения
Способ изготовления декоративных бетонных изделий, включающий укладку в форму керамзитового гравия, бетонной смеси, вибрирование, термообработку, распалубку и нанесение защитного слоя на керамзитовый гравий, отличающийся тем, что, с целью повышения долговечности изделий, перед укладкой в форму гравия его предварительно нагревают до 50- 250°С.
| Новацкий А.А | |||
| и Золотников Г.З | |||
| Повышение степени заводской готовности и качества сборных железобетонных конструкций | |||
| - Киев: Наукова думка, 1966, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Способ изготовления декоративных бетонных изделий | 1977 |
|
SU647290A1 |
| Книгин Г.И | |||
| и др, Фасадная отделка ке- рамзитобетонных панелей керамзитовым гравием, Журнал Строительные материалы 1975, № 1,с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
