Известны станки для сборки и резки викелей на заготовки, например клиновых ремней на хлопковой или металлотросовой основе, включающие сборочиый разжимной барабан и механизмы для намотки, накаткн и навивки резины, ткани и троса, а также для резки викеля на заготовки заданных размеров. Сборочный разжимной барабан вынолнен сменным, на заданный диаметр заготовок, с шарнирио закрепленным сегментом, завалнвающимся внутрь барабана вручную, а механизм резки викелей - в виде ножевой каретки с головкой плоского ножа, перемещаемого на заданный шаг резки, также вручную. Известные станки не обеспечивают точности резки, высокой производительности и расщирения диапазона применения станка.
Предлагаемый станок для сборки и резки заготовок, например клиновых ремней на хлопковой или металлотросовой основе, отличается тем, что приаменен закренленный в пневмоцентре откидной стойки сборочный разжимной барабан, внутри которого смонтирована и получает от пневмонривода аксиальное перемещение тяга, выполненная с конусами, взаимодействующими с роликами толкателей и рычагов, связанных с шарнирпо закреплепными сегментами устаиовки барабана на заданный диаметр.
Механизм для подачи и резки викелей выполнен в виде каретки с головкой дискового ножа, смонтированной рядом с барабаном па подвижной стойке, перемещаемой
на направляющих станины с помощью привода, связанного посредством щестерепчатых и кулачковых передач вращения ходовых валиков с многогранной зубчатой подпружиненiioif рейко) и рОоТиком кулачка, входящих в
зацепление и взаимодействующих с собачкой и роликом, щарнирно закрепленных на ножевой каретке.
Кроме того, станок снабжен смонтированными рядом со сборочным барабаном средствами для подвулканизации и охлаждения викелей, выполненными в внде термоизлучателя с элементами инфракрасного излучения и вентилятора с раструбом направленного обдува вентиля.
Такое выполнение станка обеспечит расщиреиие диапазона его применения, повыщение производительности и улучшение качества изготовления заготовок.
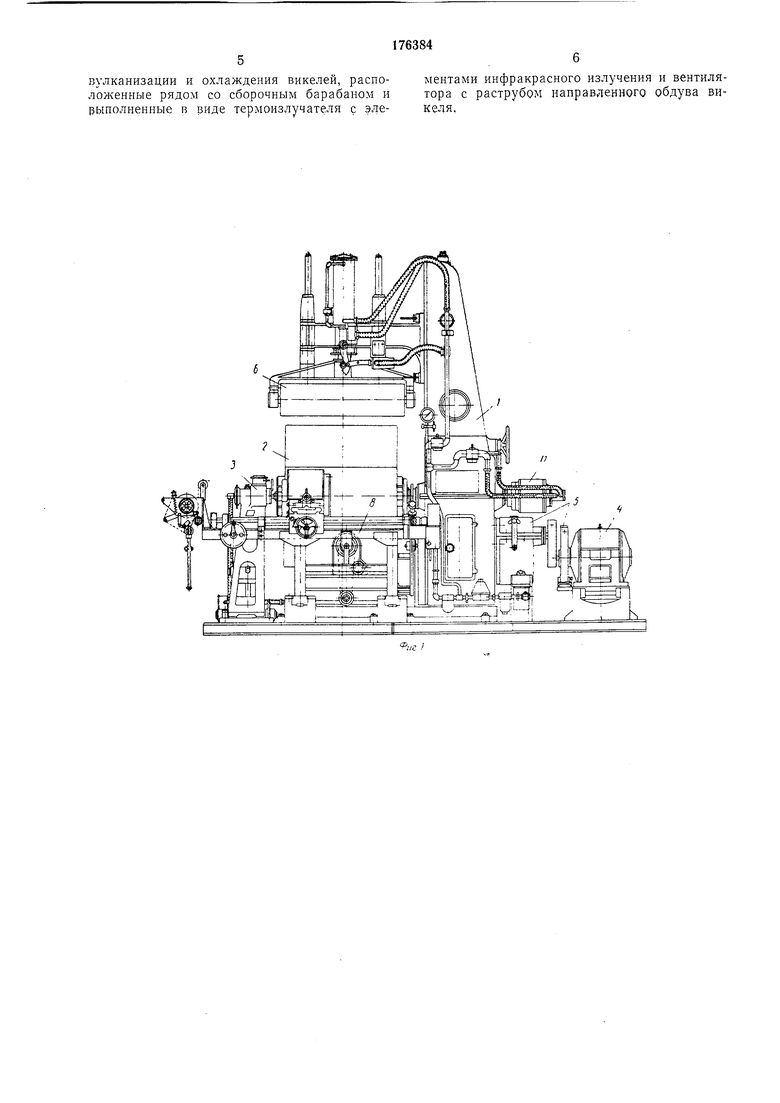
На фиг. 1 показан общий вид станка с ножевой кареткой и откидной стойкой крепления сборочного барабана; на фиг. 2 - станок с термоизлучателем и вентилятором; на фиг. 3 - принципиальная схема механизма
34
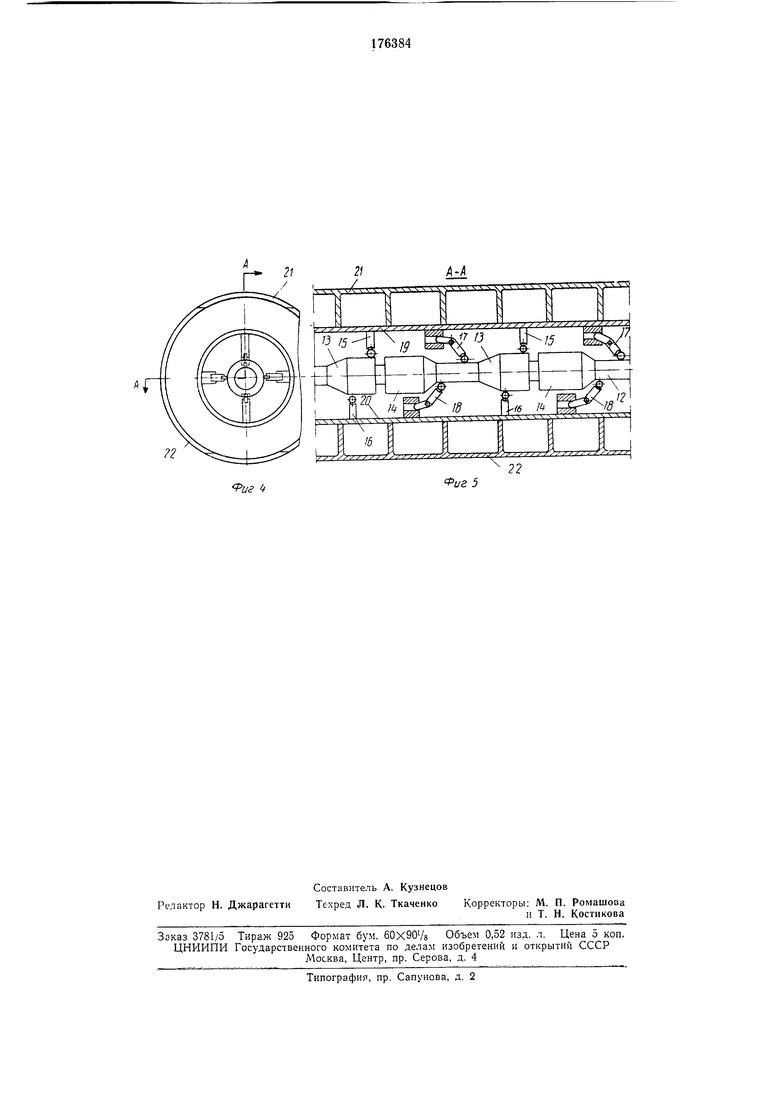
фиг. 4 - сборочный барабан, вид сверху; нажение при вращении кулачковых передач 24 фиг. 5 - то же, разрез по А-А на фиг. 4.на ходовом шлицевом валике 25 посредством Станок для сборки и резки викелей на за-ролика 28. Винт 32, смонтированный в этом готовки, например, клиновых ремней на хлоп-механизме, служит для навивки троса, ковой и металлотросовой основе включает5 Работа станка осуш,ествляется следующим смонтированный на станине / сборочный раз-образом. На вращающемся сборочном баражимной барабан 2, закрепляемый пневмоцент-бане 2 собирается викель: наматываются рером откидной стойки 3 и вращаемый от элек-зина, ткань и с помощью винта 32 навивается тродвигателя 4 посредством коробки скоро-трос. Собранный викель для подвулканизации стей и тормоза 5, прикаточный ролик б с Ю обогревается термоизлучателем 9, после чего пневмоприводом его вертикального перемеще-включается вентилятор 10 для обдува и охния, механизм автоматической подачи и рез-лаждения разогретого викеля. Затем никель ки викелей, выполненный на ножевой карет-последовательно режется на заготовки враке 7 (см. фиг. 2), смонтированной с головкойщающимся от электродвигателя дисковым нодискового ножа рядом с барабаном 2 на 15 жом, смонтированным на ножевой каретке 7. подвижной стойке 8 (см. фиг. 1), перемещае-Последняя получает последовательное промой на направляющих станины 1, и располо-дольное и поперечное перемещения с помощью женные рядом со сборочным барабаном сред-механизма автоматической подачи каретки и ства для подвулканизации и охлаждения ви-ножа. Далее убирается пневмонентр откидной келя, выполненные в виде термоизлучателя 9 20 стойки 3 и включается электродвигатель, от(см. фиг. 2) с элементами инфракрасного из-водящий последнюю. В пневмоцилиндр 11 лучения и вентилятора 10 с раструбом на-сборочного барабана подается воздух, при правленного обдува викеля.этом под действием тяги 12 сегменты 19-22 Сборочный разжимной барабан 2 выполненбарабана «заваливаются, нарезанные загов виде расположенной в нем и получающей от 25 товки снимают, после чего сегменты барабана пневмоцилиндра 11 аксиальное перемещение«расправляются, и процесс сборки и резки тяги 12 (см. фиг. 5), выполненной с конуса-викелей повторяется. ми 13. 14, взаимодействующими с роликами
толкателей 15, 16 и рычагов 17, 18, связанныхПредмет и з о о р е т е н и я с парами постоянных сегментов 19, 20, щар- 30 1. Станок для сборки и резки викелей на занирно связанных со сменными сегментами 21,готовки, например клиновых ремней на хлоп22, устанавливающими барабан на заданныйковой или металлотросовой основе, включаюдиаметр. При этом рычаги 17, 18 обеспечива-щий смонтированные на станине сборочный
ют последовательное «заваливание сегментовразжимной барабан и механизмы для намот21,22, а толкатели 15, 16 - «расправление 35ки, прикатки и навивки резины, ткани и троих. Станок имеет набор сменных сегментов 21,са, для подачи и резки викелей на заготовки
22,позволяющих получать барабан заданно-заданных размеров, отличающийся тем, что, с го диаметра.целью обеспечения расширения диапазона
Механизм для автоматической подачи иприменения и повышения производительности резки викелей выполнен на ножевой каретке 40станка, применен закрепляемый в пневмо7, смонтированной с головкой дискового ножацентре откидной стойки сборочный разжимна подвижной стойке 8, перемещаемой на на-ной барабан, внутри которого смонтирована и правляющих Сталины 1 с помощью электро-получает от пневмопривода аксиальное перепривода, связанного посредством шестеренча-мещение тяга, выполненная с конусами, взаитых 23 (C.W. фиг. 3) и кулачковых 24 передач 45модействующими с роликами толкателей и вращения ходовых валиков 25 с многогран-рычагов, связанных с шарнирно закрепленныной, например семигранной, подпружиненнойми сегментами, устанавливающими барабан зубчатой рейкой 26 и роликом кулачка обеихна заданный диаметр.
передач 24, входящих в зацепление и взаимо-2. Станок по п. 1, отличающийся тем, что, с
действующих с собачкой 27 и роликом 28, 50целью повышения качества резки викелей,
шарнирно закрепленных на ножевой кареткенрименен механизм для автоматической пода7. Каждая грань рейки 26 имеет зубья, наре-чи и резки викелей, выполненный в виде нозанные с заданным шагом перемещения. Me-жевой каретки с головкой дискового ножа,
ханизм автоматической подачи и резки вике-смонтированной рядом со сборочным барабалей настраивают поворотом рукоятки 29. При 55ном на подвижной стойке, перемещаемой с
этом диск 30, поворачиваясь одновременно спомощью привода, связанного посредством
рейкой 26, одним из семи своих выступов, рас-шестеренчатых и кулачковых передач вращеположенных на торце, входит в контакт сния ходовых валиков с многогранной зубчапальцем 31, перемещая рейку 26 вдоль оситой рейкой и роликом кулачка, входящих в
влево или вправо на заданную величину по- 60зацепление и взаимодействующих с собачкой
дачи. Этим же поворотом рукоятки грань рей-и роликом, шарнирно закрепленных на ножеки 26 подводится с определенным шагом зубь-вой каретке. 5 вулканизации и охлаждения викелей, расноложенные рядом со сборочным барабаном и выполненные в виде термонзлучателя с эле6ментами инфракрасного излучения и вентилятора с раструбом направленного обдува викеля.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ СЛОИСТЫХ ИЗДЕЛИЙ | 1970 |
|
SU264858A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| Устройство для резки викелей на кольца | 1986 |
|
SU1479283A1 |
| Станок для резки викелей на кольца | 1979 |
|
SU891469A1 |
| Станок для резки викелей на кольца | 1983 |
|
SU1127778A1 |
| Устройство для укладки шнура на викель | 1990 |
|
SU1735040A1 |
| СТАНОК ДЛЯ СБОРКИ КЛИНОВЫХ РЕМНЕЙ | 1972 |
|
SU341679A1 |

3
JS3
иг и
5
