Изобретение относится к охлаждению движущегося проката и может быть использовано на станах горячей прокатки.
Известно устройство для охлаждения полосы на стане горячей прокатки, включающее наполнительный бак со щелевым соплом для истечения воды.
Недостатком такой конструкции является отсутствие возможности регулирования расхода охладителя, а также неблагоприятные условия истечения струи, поскольку двустороннее ограничение струи при ее формировании турбулизирует приграничный слой. Это приводит к неустойчивому режиму истечения, разрыву струи, следовательно, неравномерному охлаждению проката.
Известна также конструкция установки ускоренного охлаждения, содержащая наполнительный бак, выполненный в виде открытой ванны. Одна из боковых поверхностей в верхней части переходит в направляющую плиту плоской формы, по которой происходит истечение воды на поверхность движущегося проката.
Недостатком такой конструкции является следующее. Подача воды в наполнительный бак и ее истечение на поверхность охлаждаемого металла характеризуется наличием некоторой величины напора, который, в свою очередь, определяет расход охладителя. Истечение охладителя из бака происходит путем выталкивания жидкости на направляющую плиту, которое при некотором напоре образует определенную траекторию истечения на переходных участках из бака на поверхность плиты и в месте отрыва жидкости от среза плиты. Несоответствие формы плиты и траектории движения потока жидкости даже при условии ламинарной подачи жидкости из бака приводит к турбулизации потока на переходных участках, что ухудшает условия истечения, снижает устойчивость водяной завесы и нарушает неразрывность струи, что приводит к неравномерности охлаждения.
Задачей изобретения является повышение равномерности охлаждения и улучшение качества готового проката за счет обеспечения устойчивости и неразрывности водяной струи при различных расходах жидкости.
Технический результат достигается тем, что в устройстве для охлаждения движущегося горячего проката, содержащем наполнительную емкость, преимущественно имеющую форму полуцилиндрической открытой ванны, одна из боковых поверхностей которой в верхней части выполнена со сливом, слив выполнен в виде поверхности криволинейного профиля в ее поперечном сечении, обращенной выпуклостью вверх, причем хорда направляющей равна 0,8...1,3 радиуса ванны и составляет с горизонталью угол 35...45, а величина максимальной нормали к хорде равна 1/3 длины последней, при этом расстояние между точкой пересечения максимальной нормали с хордой профиля и местом сопряжения профиля с боковой поверхностью ванны равно величине максимальной нормали.
Предлагаемое техническое решение отличается от известного тем, что описанная выше форма слива в более полной мере соответствует траектории движения потока воды, истекающей под напором через верхний край боковой поверхности наполнительного бака. Вследствие этого при движении воды по поверхности слива отсутствует турбулизация потока на переходных участках и, кроме того, обеспечивается безотрывное истечение по всей поверхности слива, что позволяет получить сплошную, неразрывную водяную завесу и, тем самым, повысить равномерность охлаждения движущейся полосы.
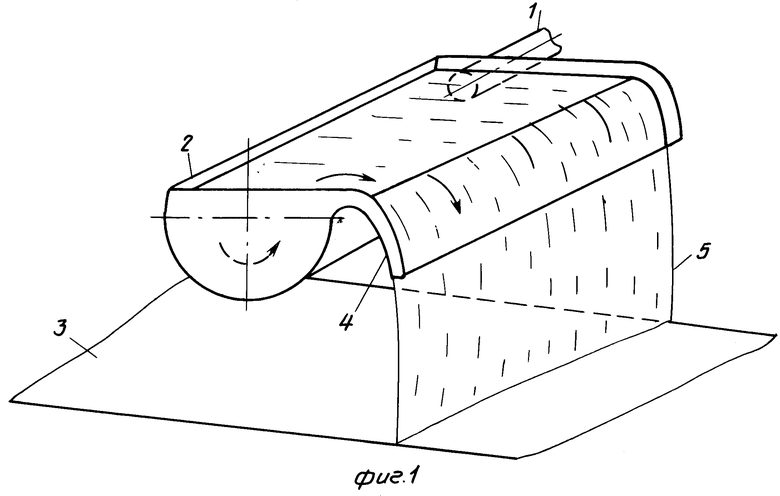
На фиг. 1 показан общий вид установки; на фиг. 2 - разрез плоскости слива с указанием соотношения характерных размеров.
Устройство содержит подводящую магистраль 1, наполнительную емкость 2, установленную над охлаждаемой полосой 3, и слив 4 для подачи охладителя, образующий направляющую поверхность для истечения жидкости.
Устройство работает следующим образом.
Из общей магистрали вода поступает в бак 2 и после его заполнения по поверхности слива 4 вытекает на полосу 3, образуя водяную завесу 5. Жидкость, перемещаясь под напором, определяющим ее расход, плавно переходит из бака на поверхность слива, имеющего криволинейный профиль, форма сечения которого максимально приближена к траектории движения потока, соответствующей данному расходу. При этом движение жидкости на переходном участке по плоскости слива и в месте отрыва струи от его поверхности характеризуется отсутствием зон турбулизации потока, что обеспечивает ламинарное истечение, следовательно, максимальную устойчивость и неразрывность струи до достижения ее охлаждаемой поверхности.
Техническая сущность предлагаемого технического решения заключается в следующем. Исследованиями установлено, что наибольшая эффективность охлаждения проката плоскими ламинарными водяными струями типа "водяная завеса" достигается при подаче охладителя с максимально возможной высоты при наибольшем количестве струй и максимальном расходе воды через каждую из них. Обязательным условием охлаждения таким способом является обеспечение устойчивого и неразрывного потока по всей высоте струи. Такие условия могут быть обеспечены при ламинарном истечении жидкости из охлаждающего устройства с равномерным распределением скоростей по объему струи. Экспериментальные исследования показывают, что оптимальные условия истечения жидкости образуются во взаимосвязи следующих параметров: скорости потока на выходе из охлаждающего устройства; расхода жидкости; расстояние от слива до охлаждаемой поверхности и ширины установки; отсутствие зон турбулизации потока, т.е. геометрических характеристик выходного участка устройства для охлаждения. Совокупность технологических особенностей эксплуатации устройств для охлаждения проката обусловливает ограничения, накладываемые на перечисленные параметры.
Установлено, что для соответствия условий истечения жидкости оптимальным необходимо обеспечить удельный расход охлаждающей воды в пределах 40... 80 м3/ч на 1 м ширины установки. Указанное ограничение обусловлено тем, что при значениях расхода ниже минимального происходит уменьшение толщины слоя охладителя на поверхности слива до величины, при которой происходит разрушение струи практически непосредственно на выходе из установки охлаждения, т.е. за счет сил поверхностного натяжения, струйное течение потока переходит в капитальное на небольшом расстоянии от места отрыва жидкости от поверхности слива.
При превышении величины расхода охлаждающей воды более максимального значения создаваемый в баке напор обусловливает такие скорости истечения жидкости, при которых происходит турбулизация потока и ламинарная водяная завеса не может быть получена. При этом увеличивается неравномерность охлаждения и эффект от увеличения расхода охладителя не достигается.
В известном способе охлаждения истечение жидкости из бака происходит путем выталкивания жидкости на направляющую плиту плоской формы. При этом движение потока имеет определенную траекторию, отличную от формы плиты. Вследствие этого на участках движения жидкости в месте перехода ее из бака на поверхность плиты и в точке отрыва потока от ее среза образуются зоны турбулизации, ухудшающие условия истечения и тем самым снижающие устойчивость водяной завесы и нарушающие непрерывность струи.
Для устранения турбулизации потока жидкости, исключения вызываемых ею недостатков и обеспечения безотрывного истечения по всей поверхности слива предлагается такая его форма, которая в наиболее полной мере соответствует траектории движения потока воды, истекающей под напором через верхний край большой поверхности наполнительного бака. Экспериментальными исследованиями установлено, что для соблюдения этого условия необходимо, чтобы поверхность слива в поперечном сечении представляла собой криволинейный профиль, выполненный таким образом, что величина максимальной нормали к хорде профиля, соединяющей его крайние точки, составляла 1/3 ее длины, а длина отрезка, соединяющего точку пересечения максимальной нормали с хордой профиля и точку перехода профиля в боковую поверхность наполнительного бака, соответствует величине максимальной нормали. При этом оптимальное значение длины хорды профиля соответствует 0,8. ..1,3 длины радиуса наполнительного бака, причем меньшее значение соответствует минимальному, а большее значение - максимальному расходу охладителя с учетом принятых ограничений. При значениях длины хорды менее указанных значений для соответствующих расходов не соблюдается условие соответствия траектории движения потока воды форме слива; за срезом слива продолжается турбулизация потока, вызывающая нарушение неразрывности струи и понижение эффективности охлаждения.
Превышение длины хорды профиля предельных значений (0,8 R при минимальном расходе и 1,3 R при максимальном) нерационально, поскольку увеличение длины слива более указанной величины на формирование траектории струи влияния уже не оказывает, а скорость истечения и ламинарность потока снижается за счет трения в приграничной области, что обусловливает снижение устойчивости водяной завесы.
Исследования показали, что оптимальное значение угла наклона хорды профиля к горизонтали составляет 35...45о в зависимости от расхода охладителя с учетом указанных ограничений. При этом угол 35о соответствует максимальному, а угол 45о - минимальному расходу. При значениях величины угла менее 35о при максимальном расходе и 45о при минимальном расходе изгиб траектории струи истекающей жидкости продолжается за срезом поверхности слива, что приводит к нарушению сплошности потока и снижению устойчивости водяной завесы. При повышении величины угла наклона хорды профиля 35о при максимальном расходе и 45о при его минимальном значении происходит преждевременный отрыв струи от поверхности, что ухудшает условия истечения.
Пример реализации предлагаемого технического решения рассмотрим для условий охлаждения листового проката на отводящем рольганге стана 2800 ОХМК. Прокат максимальной ширины 2,5 м транспортируется со скоростью 1,5 м/с под системой принудительного охлаждения, включающей последовательно расположенные установки для подачи охладителя в виде ламинарных плоских струй. Совокупность технологических и конструктивных особенностей эксплуатации устройств обуславливает необходимость подачи жидкости на поверхность проката не менее 150 м3/ч через каждую установку или 60 м3/ч на 1 м ширины установки.
Из условия необходимости выравнивания поля скоростей жидкости, поступающей в наполнительный бак, а также установки наполнительного бака над поверхностью рольганга радиус наполнительного бака принимается равным 0,3 м.
В соответствии с формулой изобретения форма слива установки для охлаждения характеризуется следующими параметрами: длина хорды профиля соответствует 1,05 радиуса наполнительного бака и равна 0,32 м; угол наклона хорды к горизонтали 40о. При этом величина максимальной нормали к хорде и расстояние между точкой пересечения максимальной нормали с хордой профиля и точкой перехода профиля в боковую поверхность наполнительного бака равны между собой и составляют 0,11 м.
Исследования показали, что описанная форма профиля является оптимальной для данных условий, обеспечивает неразрывность водяной завесы и равномерность охлаждения по ширине листового проката.
Использование изобретения в промышленных условиях позволит увеличить эффективность охлаждения на 15-20% , повысить общий уровень механических свойств и улучшить плоскостность готового листового проката за счет стабилизации условий охлаждения по ширине.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2031142C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| Устройство для охлаждения полосового проката | 1982 |
|
SU1106561A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА И ВАЛКОВ | 2001 |
|
RU2193938C1 |
| Устройство для охлаждения проката | 1982 |
|
SU1107922A1 |
| Устройство для ускоренного охлаждения полосового проката | 1990 |
|
SU1722642A1 |
| СПОСОБ СТРУЙНОГО ДИСПЕРСНО-ФАЗНОГО ОСАЖДЕНИЯ | 1994 |
|
RU2104751C1 |

Изобретение относится к охлаждению движущегося проката. Сущность изобретения заключается в том, что слив наполнительной емкости, преимущественно имеющий форму полуцилиндрической открытой ванны, выполнен в виде поверхности криволинейного профиля в ее поперечном сечении, обращенной выпуклостью вверх, причем хорда профиля, равна 0,8 - 1,3 радиуса ванны, составляет с горизонталью угол 35-45°, а величина максимальной нормали к хорде равна 1/3 длины последней, при этом расстояние между точкой пересечения максимальной нормали с хордой профиля и местом сопряжения профиля с боковой поверхностью ванны равно величине максимальной нормали. 2 ил.
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА, содержащее наполнительную емкость, преимущественно имеющую форму полуцилиндрической открытой ванны, одна из боковых поверхностей которой в верхней части выполнена с направляющей для слива, отличающееся тем, что направляющая для слива в поперечном сечении выполнена в виде криволинейной поверхности, обращенной вверх выпуклостью, причем хорда направляющей равна 0,8 - 1,3 радиуса ванны и составляет с горизонтальной плоскостью угол 35 - 45o, а величина максимальной нормали к хорде равна 1/3 длины хорды, при этом расстояние между точкой пересечения максимальной нормали с хордой и местом сопряжения направляющей с боковой поверхностью ванны равно величине максимальной нормали.
| Коновалов Ю.В | |||
| и др | |||
| Рациональные режимы прокатки толстых листов | |||
| Киев: Техника, 1988, с.172. |

