Изобретение относится к прокатному производству, а именно к ускоренному охлаждению проката в потоке станов горячей прокатки.
Цель изобретения - улучшение условий эксплуатации и качества обработки путем более полного удаления отработанного охладителя.
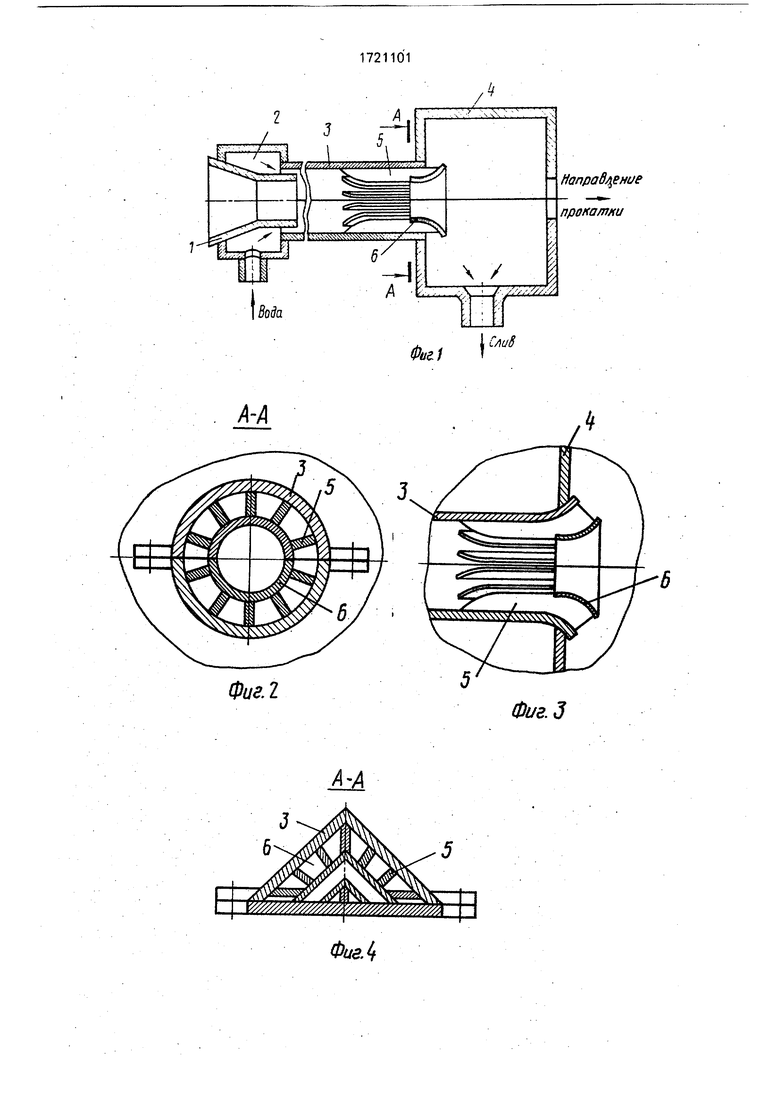
На фиг.1 представлен общий вид предлагаемого устройства при охлаждении круглого профиля, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вариант выполнения участка камеры охлаждения, примыкающего к камере сброса охладителя; на фиг.4 - вариант разреза А-А на фиг.1 при охлаждении углового профиля; на фиг.5
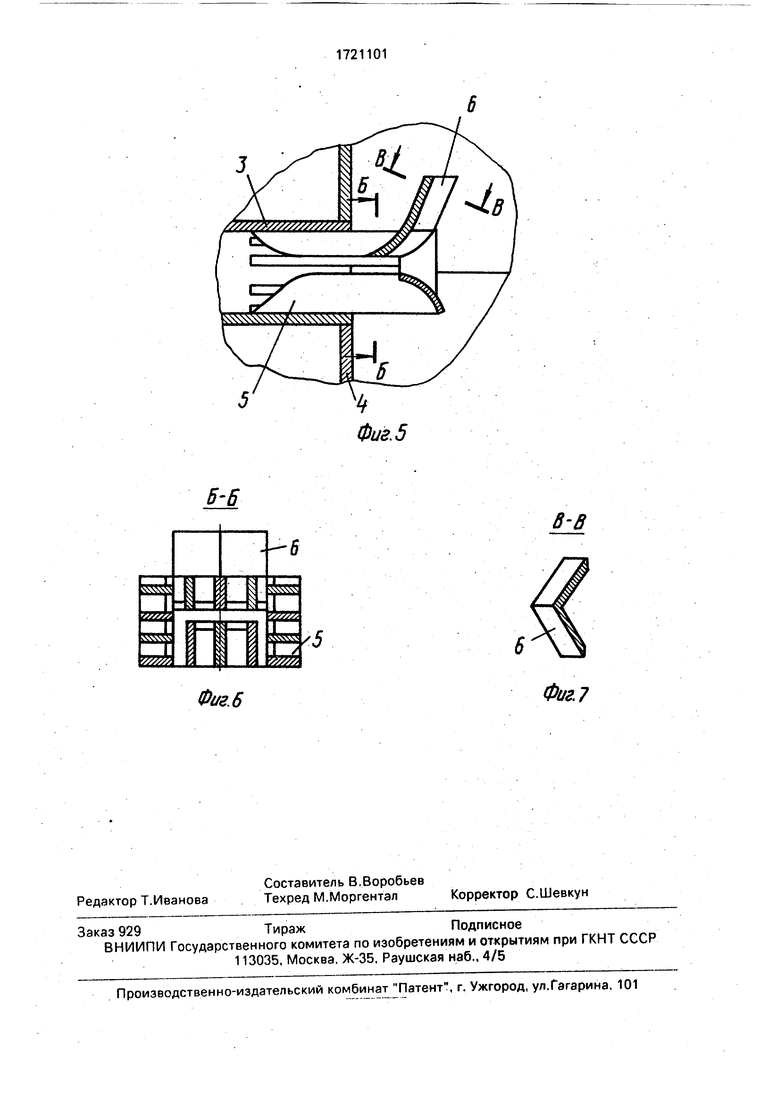
- продольное сечение участка камеры охлаждения, примыкающего к камере сброса охладителя, при охлаждении швеллера; на фиг.6 и 7 - разрезы Б-Б и В-В на фиг.5 соответственно.
Устройство для ускоренного охлаждения проката содержит приемную воронку 1, форсунку 2, камеры охлаждения 3 и сброса охладителя 4. К внутренней поверхности камеры 3 охлаждения прикреплены продольные ребра 5 с размещением части их длины в камере 4 сброса охладителя. Торцы продольных ребер 5 выполнены с наклоном под острым углом к закрепленным на камере 3 охлаждения их кромкам. На торцах продольных ребер 5, размещенных в камере 4
о
сброса охладителя, закреплены поперечные пластины 6. Продольные ребра 5 вместе с пластинами 6 образуют отсекающие группы, количество, которых определено сложностью профиля охлаждаемого раската (см. фиг.2, 4, 6).
Для дополнительного формирования потока отсеченного охладителя по направлению участок камеры 3 охлаждения, примыкающий к камере 4 сброса охладителя, выполнен с плавным расширением (см. фиг.З).
При охлаждении раскатов, имеющих верхнюю горизонтальную грань (швеллер, балка), верхняя поперечная пластина 6 вы- полен.а удлиненной с образованием козырька над находящимися под йей остальными пластинами 6 и изогнутой вниз по обе стороны от вертикальной плоскости, проходящей через продольную ось устройства (см. фиг.5-7).
Камера 3 охлаждения с продольными ребрами 5 и поперечными пластинами 6 и камера 4 сброса охладителя выполнены разъемными. .
Устройство работает следующим образом.
При термоупрочнении раскат через приемную воронку 1 поступает в камеру 3 охлаждения, где форсункой 2 создается движущийся поток охладителя, например воды, с избыточным статическим давлением. За счет смывания раската охладителем с избыточным статическим давлением происходит высокоскоростное охлаждение раската до заданной температуры, Продольные ребра
5пропускают свободно поток охладителя, а для раската являются направляющими, ограничивая его перемещение в плоскости, перпендикулярной оси прокатки. Поперечные пластины 6 отсекают от раската охладитель, плавно изменяя направление его потока. Далее охладитель отражается от стенок камеры 4 сброса охладителя, собирается в ее нижней части и сливается через отверстие. При выполнении камеры 3 охлаждения с плавным расширением на участке, примыкающем к камере 4 сброса охладителя, поток отсеченного охладителя дополнительно формируется по направлению указанным расширением и пластинами
6(см, фиг.З). В случае, когда раскат имеет верхнюю горизонтальную грань (швеллер, балка), на которой охладитель может выноситься за охлаждающее устройство, отсеченный охладитель направляется не вверх, а в стороны за счет особого выполнения верхней пластины б (см. фиг.5-7).
Использование предлагаемого устройства для ускоренного охлаждения проката позволяет за счет более полного удаления
отработанного охладителя при повышенной относительной скорости охлаждающего потока проводить более глубокое охлаждение раската. В условиях действующего непрерывного среднесортного стана, где невозможно снизить температуру конца прерванного охлаждения металла за счет увеличения длины зоны активного охлаждения, обеспечивается снижение указанной
0 температуры на 80-100°С. Понижение температуры .раската до 550-570°С при скорости охлаждения около 600°С/с позволяет формировать структурное состояние низкоуглеродистой стали, обеспечивающее повы5 шение прочности готового проката до 620-660 МПа. Также при отсутствии выноса охладителя из устройства на холодильник уменьшается рябизна механических свойств по длине готового проката. Вслед0 ствие этого увеличивается выход проката по высшим классам прочности 440 и 490 в соответствии с требованиями на термомеха- нически упрочненный прокат по ТУ 14-15-146-85. Одновременно при устране- 5 нии значительных выбросов отработанного охладителя в линию стана улучшаются условия эксплуатации оборудования стана и повышается безопасность труда.
Формула изобретения
0 1. Устройство для охлаждения проката, содержащее последовательно размещенные приемную воронку, форсунку, камеру охлаждения, отсекатель, выполненный в виде продольных ребер и прикрепленных к
5 ним под углом поперечных пластин, образующих отверстие для прохода проката, а также камеру сброса охладителя, отличающееся тем, что, с целью улучшения условий эксплуатации и качества обработки
0 за счет полного удаления отработанного охладителя, продольные ребра закреплены в камере охлаждения с размещением части их длины в камере сброса охладителя, а поперечные пластины закреплены в камере
5 сброса охладителя на торцах продольных ребер, выполненных с наклоном под острым углом к закрепленным на камере охлаждения их кромкам.
2.Устройство по п.1, о т л и ч а ю щ е е- 0 с я тем, что участок камеры охлаждения;
примыкающий к камере сброса охладителя, выполнен с плавным расширением.
3.Устройство поп,1,отличающее- с я тем, что верхняя поперечная пластина
5 выполнена удлиненной с образованием козырька над находящимися под ней пластинами и изогнутой вниз по обе стороны от вертикальной плоскости, проходящей через продольную ось устройства.
-о
см
«
I
4
0
Xh
I
Л 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1977 |
|
SU734296A1 |
| Устройство для охлаждения проката | 1981 |
|
SU1025733A1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1985 |
|
SU1283254A1 |
| Устройство для охлаждения проката | 1984 |
|
SU1291223A1 |
| Устройство для термического упрочнения швеллеров | 1988 |
|
SU1608228A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОУПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2006 |
|
RU2313586C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для охлаждения проката | 1989 |
|
SU1759902A1 |
Изобретение относится к прокатному производству, а именно к ускоренному охлаждению проката в потоке станов горячей прокатки. Цель изобретения - улучшение условий эксплуатации и качества обработки путем более полного удаления отработанного охладителя. Устройство содержит последовательно размещенные приемную воронку 1, форсунку 2, камеры охлаждения 3, сброса охладителя 4. К внутренней поверхности камеры 3 охлаждения прикреплены продольные ребра 5 с размещением части их длины в камере 4 сброса охладителя. Торцы продольных ребер 5 выполнены с наклоном под острым углом к закрепленным на камере 3 охлаждения их кромкам. На торцах продольных ребер 5, размещенных в камере 4 сброса охладителя, закреплены поперечные пластины 6. Кроме того, участок камеры 3 охлаждения, примыкающий к камере 4 сброса охладителя, выполнен с плавным расширением, а верхняя поперечная пластина 6 - удлиненной с образованием козырька над находящимися под ней остальными пластинами 6 и изогнутой вниз по обе стороны от вертикальной плоскости, .проходящей через продольную ось устройства. 2 з.П. ф-лы, 7 ил. СП с
I
3
OsNXVSN
Фиг. 6
Фиг
| ОТСЕКАТЕЛЬ ДЛЯ СБРОСА ОТРАБОТАННОГО ОХЛАДИТЕЛЯ | 0 |
|
SU291966A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для ОТСЕКАНИЯ ОТРАБОТАННОГО ОХЛАДИТЕЛЯ | 0 |
|
SU393321A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
