Изобретение относится к турбиностроению, более конкретно - к способу изготовления рабочих колес лопаточных машин, преимущественно турбин.
Известно, что одним из наиболее нагруженных элементов в турбомашинах являются диски и лопатки рабочих колес, в особенности места размещения лопаток на диске - пазы. Часть лопатки, входящая в паз, так называемый хвостовик, и собственно паз в диске рабочего колеса имеют множество конструктивных решений и, соответственно, способов изготовления, удовлетворяющих разнообразным и противоречивым требованиям прочности, с одной стороны, и технологичности - с другой.
Известны способы изготовления рабочих колес лопаточных машин с вставными лопатками, при которых пазы в дисках и
хвостовики лопаток обрабатывают профильными фрезами.
Недостатком этих способов изготовления рабочих колес является необходимость использования для каждого типа паза и хвостовика лопатки своего набора профильных фрез и другого инструмента. Кроме того, при необходимости замены одной лопатки требуется снятие с диска большого количе- ства (до половины) других лопаток, что увеличивает трудоемкость изготовления и эксплуатации и снижает надежность рабочего колеса в целом.
Известны также стороны изготовления рабочих колес лопаточных машин, при которых пазы на периферии диска нарезают отдельно для каждой лопатки с помощью протяжек.
VI
О 4 00
ю о
Недостатком таких способов изготовления рабочих колес является необходимость применения при изготовлении пазов и хвостовиков лопаток для каждого типоразмера паза и хвостовика специального набора протяжек. Кроме того, с одного установа нельзя обработать пазы одновременно в нескольких дисках, что снижает технологичность способа изготовления.
Наиболее близким техническим реше- нием является выбранный в качестве прототипа способ изготовления рабочих колес лопаточных машин, заключающийся в выполнении лопаток с хвостовиками заданного профиля сечения, диска с пазами на периферийной поверхности, имеющими профиль сечения, соответствующий сечению хвостовика лопатки, последующем размещении хвостовиков лопаток в пазах диска и их закреплении.
Недостатками данного способа изготовления рабочих колес, как и указанных выше являются те, что пазы в диске и хвостовики лопаток изготовляют с помощью протяжек или фасонных фрез, которых тре- буется целый набор для каждого типоразмера. При этом невозможно изготовить одновременно несколько дисков за один ус- танов. Вместе с тем, при таком способе изготовления образуется паз с переменным сечением по его длине, так как при изготовлении паза прямолинейная призматическая поверхность (режущая часть протяжки) пересекается с цилиндрической периферийной частью диска. Это приводит к ослаблению соединения хвостовика лопатки с диском, уменьшению надежности соединения и, следовательно, к снижению надежности рабочего колеса в целом.
Целью изобретения является снижение трудоемкости, повышение технологичности изготовления рабочих колес и надежности их работы.
Цель достигается тем, что в способе изготовления рабочих колес лопаточных ма- шин, заключающемся в выполнении лопаток с хвостовиками заданного профиля сечения, диска с пазами на периферийной поверхности, имеющими профиль сечения, соответствующий сечению хвостовика ло- патки, последующем размещении хвостовиков лопаток в пазах диска и их закреплении, согласно изобретению, диски колес изготавливают путем нарезания их от общей цилиндрической заготовки максимально до- пустимой длины, на поверхности которой предварительно нарезают пазы заданного профиля сечения по многоходовой винтовой линии, шаг витков которой принимают равным шагу размещения лопаток на диске
колеса заданного типоразмера, при этом хвостовики лопаток соответствующего профиля сечения также выполняют по аналогичной винтовой линии, после чего лопатки на каждом диске закрепляют известными приемами.
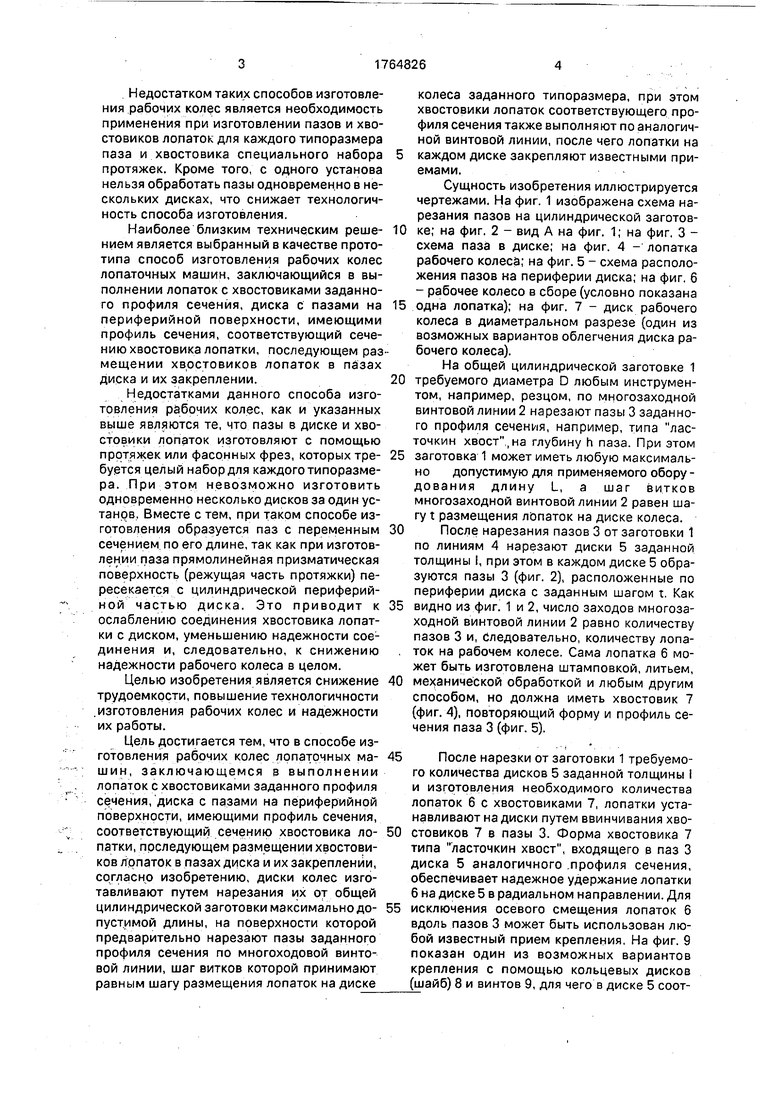
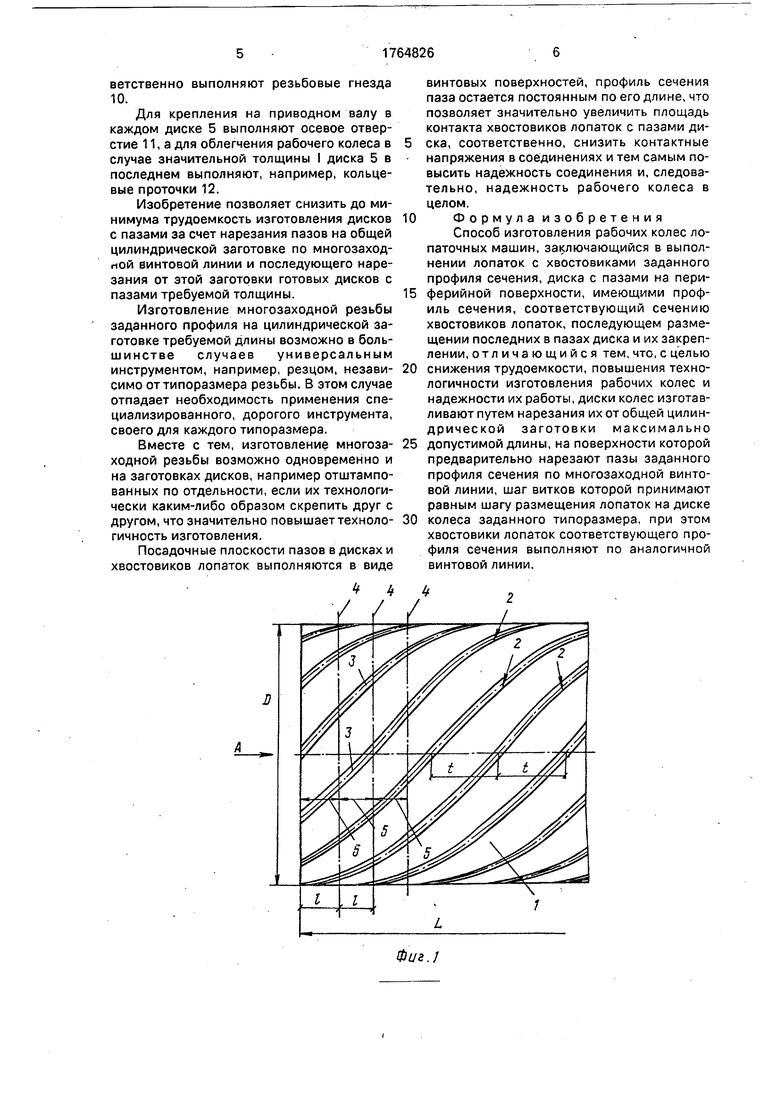
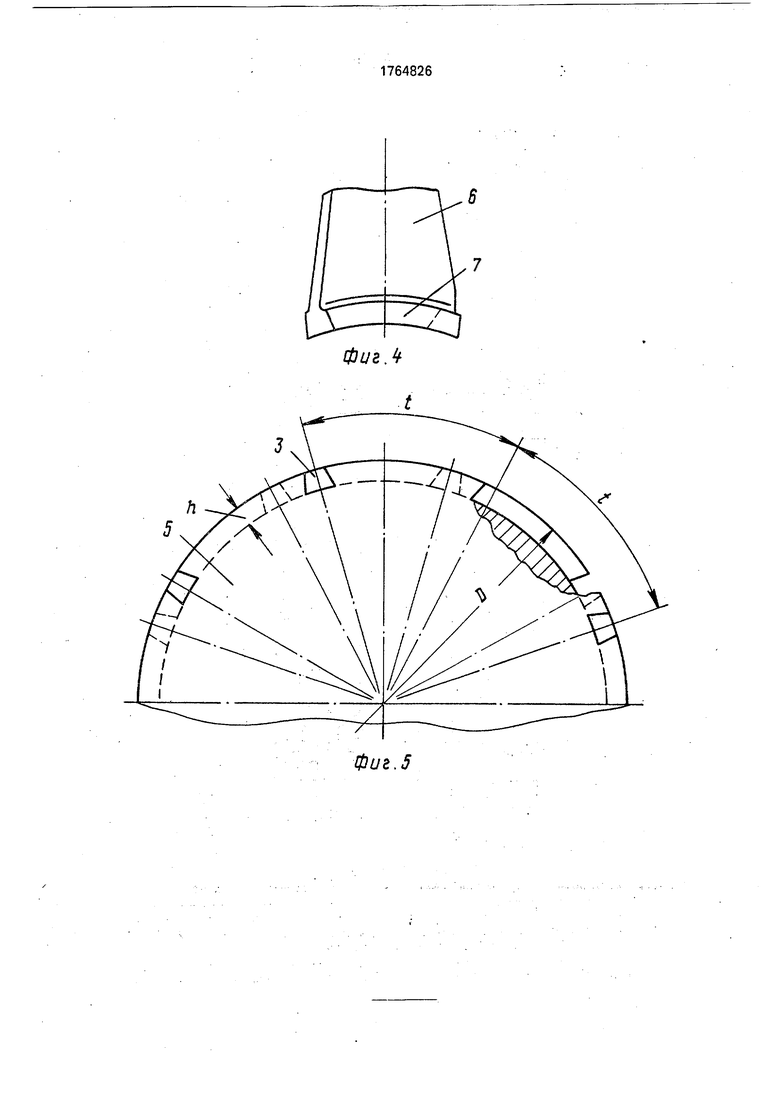
Сущность изобретения иллюстрируется чертежами. На фиг. 1 изображена схема нарезания пазов на цилиндрической заготовке; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема паза в диске; на фиг. 4 - лопатка рабочего колеса; на фиг. 5 - схема расположения пазов на периферии диска; на фиг. 6 - рабочее колесо в сборе (условно показана одна лопатка); на фиг. 7 - диск рабочего колеса в диаметральном разрезе (один из возможных вариантов облегчения диска рабочего колеса).
На общей цилиндрической заготовке 1 требуемого диаметра D любым инструментом, например, резцом, по многозаходной винтовой линии 2 нарезают пазы 3 заданного профиля сечения, например, типа ласточкин хвост,на глубину h паза. При этом заготовка 1 может иметь любую максимально допустимую для применяемого оборудования длину L, а шаг витков многозаходной винтовой линии 2 равен шагу t размещения лопаток на диске колеса.
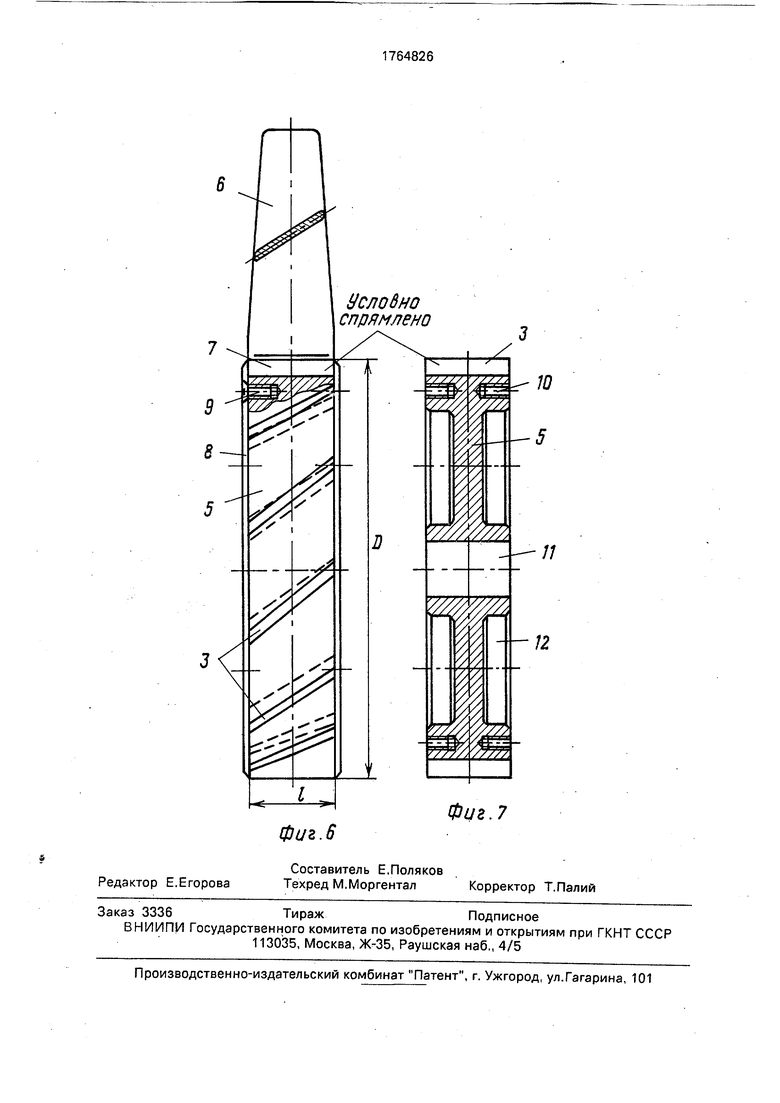
После нарезания пазов 3 от заготовки 1 по линиям 4 нарезают диски 5 заданной толщины I, при этом в каждом диске 5 образуются пазы 3 (фиг. 2), расположенные по периферии диска с заданным шагом t. Как видно из фиг. 1 и 2, число заходов многозаходной винтовой линии 2 равно количеству пазов 3 и, Следовательно, количеству лопаток на рабочем колесе. Сама лопатка 6 может быть изготовлена штамповкой, литьем, механической обработкой и любым другим способом, но должна иметь хвостовик 7 (фиг. 4), повторяющий форму и профиль сечения паза 3 (фиг. 5).
После нарезки от заготовки 1 требуемого количества дисков 5 заданной толщины I и изготовления необходимого количества лопаток 6 с хвостовиками 7, лопатки устанавливают на диски путем ввинчивания хвостовиков 7 в пазы 3. Форма хвостовика 7 типа ласточкин хвост, входящего в паз 3 диска 5 аналогичного профиля сечения, обеспечивает надежное удержание лопатки 6 на диске 5 в радиальном направлении. Для исключения осевого смещения лопаток 6 вдоль пазов 3 может быть использован любой известный прием крепления. На фиг. 9 показан один из возможных вариантов крепления с помощью кольцевых дисков (шайб) 8 и винтов 9, для чего в диске 5 соответственно выполняют резьбовые гнезда 10.
Для крепления на приводном валу в каждом диске 5 выполняют осевое отверстие 11, а для облегчения рабочего колеса в случае значительной толщины I диска 5 в последнем выполняют, например, кольцевые проточки 12.
Изобретение позволяет снизить до минимума трудоемкость изготовления дисков с пазами за счет нарезания пазов на общей цилиндрической заготовке по многозаход- гЮй винтовой линии и последующего нарезания от этой заготовки готовых дисков с пазами требуемой толщины.
Изготовление многозаходной резьбы заданного профиля на цилиндрической заготовке требуемой длины возможно в боль- шинстве случаев универсальным инструментом, например, резцом, незави- симо от типоразмера резьбы. В этом случае отпадает необходимость применения специализированного, дорогого инструмента, своего для каждого типоразмера.
Вместе с тем, изготовление многоза- ходной резьбы возможно одновременно и на заготовках дисков, например отштампованных по отдельности, если их технологически каким-либо образом скрепить друг с другом, что значительно повышает техноло- гичность изготовления.
Посадочные плоскости пазов в дисках и хвостовиков лопаток выполняются в виде
винтовых поверхностей, профиль сечения паза остается постоянным по его длине, что позволяет значительно увеличить площадь контакта хвостовиков лопаток с пазами диска, соответственно, снизить контактные напряжения в соединениях и тем самым повысить надежность соединения и, следовательно, надежность рабочего колеса в целом.
Формула изобретения Способ изготовления рабочих колес лопаточных машин, заключающийся в выполнении лопаток с хвостовиками заданного профиля сечения, диска с пазами на периферийной поверхности, имеющими профиль сечения, соответствующий сечению хвостовиков лопаток, последующем размещении последних в пазах диска и их закреплении, отличающийся тем, что, с целью снижения трудоемкости, повышения технологичности изготовления рабочих колес и надежности их работы, диски колес изготавливают путем нарезания их от общей цилин- дрической заготовки максимально допустимой длины, на поверхности которой предварительно нарезают пазы заданного профиля сечения по многозаходной винтовой линии, шаг витков которой принимают равным шагу размещения лопаток на диске колеса заданного типоразмера, при этом хвостовики лопаток соответствующего профиля сечения выполняют по аналогичной винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603380C1 |
| РАБОЧЕЕ КОЛЕСО ПЕРВОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603382C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603377C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603379C1 |
| Ротор турбины высокого давления газотурбинного двигателя (варианты) | 2018 |
|
RU2691868C1 |
| РАБОЧЕЕ КОЛЕСО ВТОРОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603383C1 |
Область применения: изобретение относится к турбиностроению, в частности к изготовлению рабочих колес лопаточных машин, преимущественно турбин. Сущность изобретения: на общей цилиндрической заготовке максимально допустимой длины предварительно нарезают пазы заданного профиля сечения по многозаход- ной винтовой линии, шаг витков которой принимают равным шагу размещения лопаток на диске колеса заданного типоразмера. Хвостовик лопаток соответствующего профиля сечения выполняют по аналогичной винтовой линии. После нарезания дисков от общей заготовки хвостовики лопаток размещают в пазах диска и закрепляют их. 7 ил. сл с
Фиг./
в
с:
го
к
-j
О
-Ь
со м от
Со
Постоянная высота стенки поза
ФигЛ
s
Фиг. 5
Фиг. 6
Фиг. 7
| Г.С | |||
| Жирицкий | |||
| Конструкции и расчеты на прочность деталей паровых турбин, ГЭИ, 1955, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Г.С | |||
| Скубачевский | |||
| Авиационные газотурбинные двигатели, М,: Машиностроение, 1981, с.88-89, 203, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соединение лопаток с дисками типа ласточкин хвост | |||
| Конструкция и размеры, | |||
