fe
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| Способ электроискрового легирования лопаток из титановых сплавов паровых турбин ТЭЦ и АЭС | 2020 |
|
RU2744005C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО УДАЛЕННОГО УПРОЧНЕННОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2631436C2 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
| СПОСОБ ФОРМИРОВАНИЯ НА ПОВЕРХНОСТИ СТАЛЬНОГО ИЗДЕЛИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ | 2009 |
|
RU2413037C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАРУЖНОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ БЕЛОГО ЧУГУНА | 2011 |
|
RU2516418C2 |
| СПОСОБ УВЕЛИЧЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ, МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ С УВЕЛИЧЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2595184C2 |
Использование: машиностроение и турбостроение, в частности изготовление и восстановление бывших в эксплуатации деталей турбин из сталей перлитного класса. Сущность изобретения: для повышения износостойкости и коррозионной стойкости изделий, работающих при температурах выше 400°С, перед электроискровым легированием производят предварительный отжиг для снятия напряжений и стаби- лизации структуры и шлифовку для удаления дефектного слоя, после чего наращивают изношенный слой до требуемых размеров, а затем нагревают и обкатывают. 1 ил., 2 табл.
Изобретение относится к машиностроению и ремонту сельскохозяйственной техники, в частности к способам восстановления цилиндрических длиномерных изделий из сталей перлитного класса.
Известен способ восстановления деталей машин, заключающийся в нанесении материала электроискоровым легированием на восстанавливаемую поверхность детали, при котором для повышения качества и точности восстанавливаемых поверхностей наносят карбиды тугоплавких металлов заданной величины и сплошности, затем подвергают электромеханической обработке твердосплавными роликами, при этом давление роликов на деталь составляет 500- 550 МПа.
Этот способ предусматривает восстановление поверхности детали с формированием множества тугоплавких частиц на поверхности после их вдавливания в основной, металл с последующей обкаткой роликами.
Недостатком данного способа является разогрев поверхностного слоя при электроконтактном воздействии до 700-1000°С, что приводит к изменению свойств сердцевины и потере устойчивости, при эксплуатации длиномерной детали типа шток. Кроме того, твердые сплавы являются дорогими и дефицитными для восстановления деталей в условиях ремонтного производства.
Другой способ восстановления поверхности , более близкий по технической сущности к предлагаемому, является прототип и состоит в электроискровом легировании с последующей поверхностно-пластической деформацией. В соответствии с этим способом после электроискорового легирования поверхности деталей(валы,оси и др.) производится их обработка стальным шариком при нагрузке 345 Н с целью повыVJ
Os
Ю О 00
шения усталостной прочности легированных электроискровым способом длиномер- ных изделий. Поверхностно-пластическая деформация повышает твердость и износостойкость изделий.
Недостатком этого способа является то, что при эксплуатации изделий в диапазоне температур 400-550°С происходит процесс разупрочнения из-за рекристаллизации упрочненного слоя, что способствует снижению твердости, износостойкости и коррозионной стойкости поверхности. Снижение износостойкости и коррозионной стойкости изделий в процессе эксплуатации приводитх задирам, наварам металла и потере формы. В результате имеет место заклинивание деталей в процессе эксплуатации.
Целью изобретения является повышение износостойкости и коррозионной стойкости изделий, работающих при температурах выше 400°С.
Это достигается тем, что при восстановлении длиномерных изделий из сталей перлитного класса перед электроискровым легированием производят предварительный отжиг для снятия напряжений и стаби- лизации структуры, шлифовку для удаления дефектного слоя, после чего наращивают изношенный слой до требуемых размеров, а затем нагревают и обкатывают. При этом температуру стабилизирующего отжига выбирают в соответствии с выражением
toTx tn п п - К 49,
а подогрев изделий перед обкаткой производят до температуры, превышающей температуру эксплуатации, но ниже температуры технологического отпуска.
Восстановление цилиндрических длиномерных изделий из сталей перлитного класса осуществляется по следующей технологии: стабилизирующий отжиг при температуре
1отж tn п п - К Но,49;
шлифовка для удаления наваров и ржавчины;
наращивание изношенного слоя до требуемых размеров путем электроискорового легирования;
подогрев до температуры выше температуры эксплуатации, но ниже температуры технологического отпуска;
последующая обкатка поверхности по предлагаемому способу.
Пример. Проведены испытания предлагаемого способа восстановления стальных изделий (см. акт испытаний).
Для сравнения исследовали восстановленный слой на стальных изделиях, полученных при обработке двумя различных способами.
Первый способ (способ-прототип) - восстановление слоя электроискоровым легированием стальных изделий по режиму: энергия разряда 0,1 Дж, частота следования импульсов 100 Гц (легирующий электрод 0 сталь 40x13), обкатка шариком с усилием 345 Н.
Второй способ (предлагаемый) - отжиг при температуре Ьтж tH.n.n. - К- Нр,49 520°С, механическая обработка (шлифовка),
5 электроисковое легирование стальных изделий по режиму; энергия разряда 0,1 Дж, частота следования импульсов 100 Гц (легирующий электрод - сталь 40x13), нагрев в печи до температуры 500°С, обкатка шари0 ком с усилием 345 Н. Для испытания использовали образцы из сталей 251МФ и 20XIMIOTP цилиндрической формы, имитирующие шток узла парораспределения турбины типа К-300-240 и К-500-240.
5Образцы, обработанные по первому и
второму способу, испытывали в лабораторной муфельной печи типа МП-2УМ при температуре 550°С (соответствует температуре эксплуатации деталей парораспределения в
0 турбинах типа К-300-240 и К-500-240 в течение 1000ч).
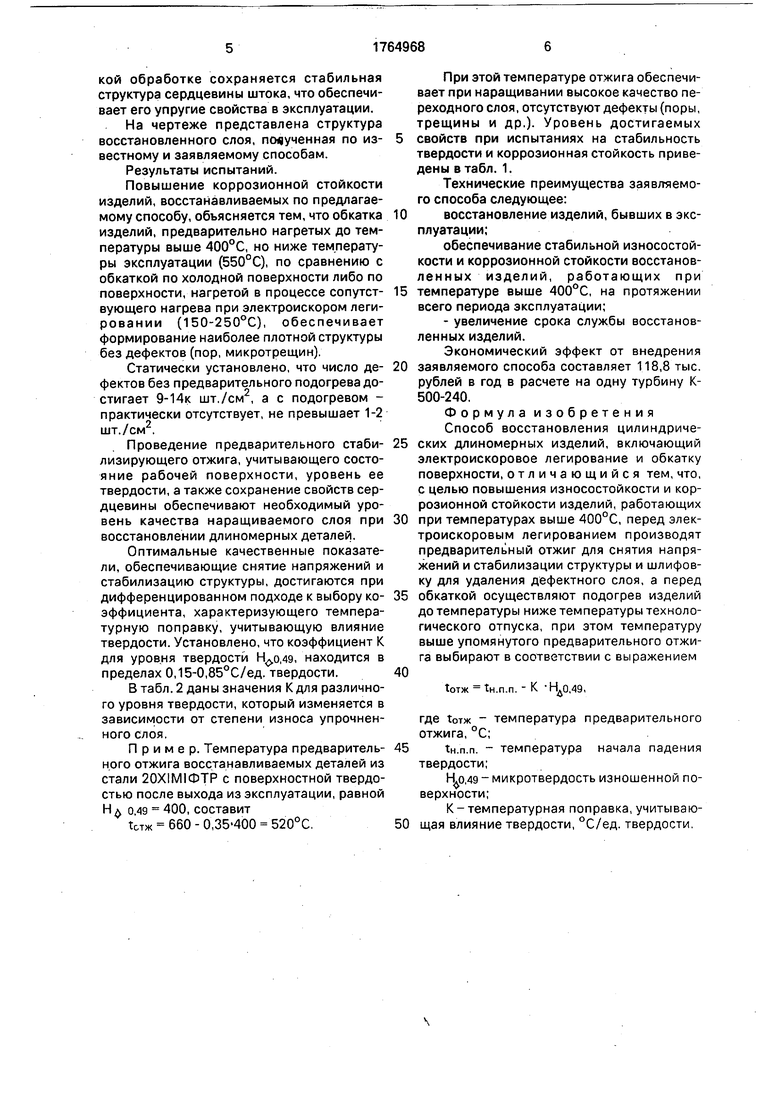
На образцах измеряли твердость и глубину упрочненного слоя до и после испытаний. Проводили также испытания на износ
5 и коррозионную стойкость. Данные испытаний приведены в табл. 1.
Испытания показали, что твердость и износостойкость образцов, восстановленных по известному способу, в процессе экс0 плуатации уменьшаются, имеет место привес и обнаружены следы коррозии. Твердость же и износостойкость образцов, восстановленных по предлагаемому способу, после 1000 часов испытаний остались на
5 прежнем уровне, коррозии и привеса образцов не отмечено. Следовательно, восстанов- ленный слой на стальных изделиях, полученных при обработке по заявляемому способу, т.е. с применением стабилизирую0 щего отжига при температуре, вычисленной по предлагаемой формуле и равной 520°С (tH п п. 660°С и К 0,35), шлифовки, электроискорового легирования с последующим подогревом до 500°С и обкаткой. После дли5 тельной выдержки при температуре 550°С обеспечивается постоянная твердость, высокая износостойкость и коррозионная стойкость поверхности изделий за счет формирования ориентированных стабильных карбидных и карбонитридных фаз. При такой обработке сохраняется стабильная структура сердцевины штока, что обеспечивает его упругие свойства в эксплуатации.
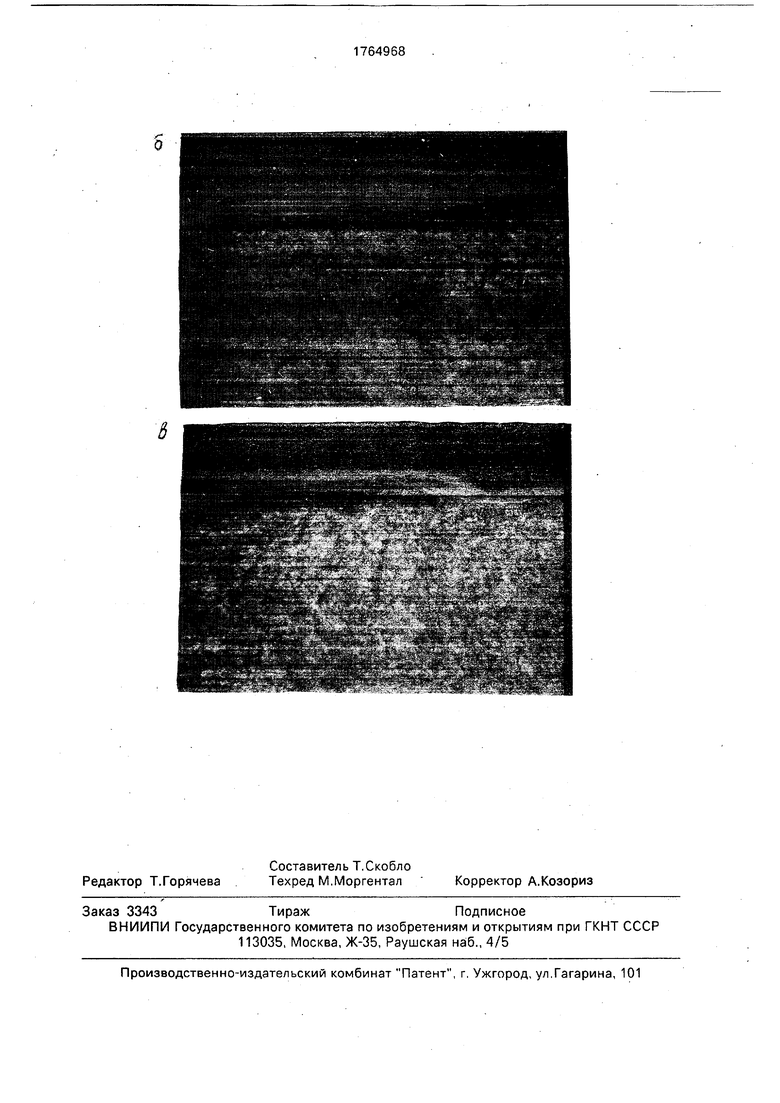
На чертеже представлена структура восстановленного слоя, полученная по известному и заявляемому способам.
Результаты испытаний.
Повышение коррозионной стойкости изделий, восстанавливаемых по предлагаемому способу, объясняется тем, что обкатка изделий, предварительно нагретых до температуры выше 400°С, но ниже температуры эксплуатации (550°С), по сравнению с обкаткой по холодной поверхности либо по поверхности, нагретой в процессе сопутствующего нагрева при электроискором легировании (150-250°С), обеспечивает формирование наиболее плотной структуры без дефектов (пор, микротрещин).
Статически установлено, что число дефектов без предварительного подогрева достигает 9-14к шт./см2, а с подогревом - практически отсутствует, не превышает 1-2 шт./см .
Проведение предварительного стабилизирующего отжига, учитывающего состояние рабочей поверхности, уровень ее твердости, а также сохранение свойств сердцевины обеспечивают необходимый уровень качества наращиваемого слоя при восстановлении длиномерных деталей.
Оптимальные качественные показатели, обеспечивающие снятие напряжений и стабилизацию структуры, достигаются при дифференцированном подходе к выбору коэффициента, характеризующего температурную поправку, учитывающую влияние твердости. Установлено, что коэффициент К для уровня твердости НлД49, находится в пределах 0,15-0,85°С/ед. твердости.
В табл. 2 даны значения К для различного уровня твердости, который изменяется в зависимости от степени износа упрочненного слоя.
Пример. Температура предварительного отжига восстанавливаемых деталей из стали 20XIMIOTP с поверхностной твердостью после выхода из эксплуатации, равной Нф °-49 400, составит
Тстж 660 - 0,35-400 520°С.
При этой температуре отжига обеспечивает при наращивании высокое качество переходного слоя, отсутствуют дефекты (поры, трещины и др.). Уровень достигаемых свойств при испытаниях на стабильность твердости и коррозионная стойкость приведены в табл.1.
Технические преимущества заявляемого способа следующее:
восстановление изделий, бывших в эксплуатации;
обеспечивание стабильной износостойкости и коррозионной стойкости восстановленных изделий, работающих при температуре выше 400°С, на протяжении всего периода эксплуатации;
- увеличение срока службы восстановленных изделий.
Экономический эффект от внедрения заявляемого способа составляет 118,8 тыс. рублей в год в расчете на одну турбину К- 500-240.
Формула изобретения
Способ восстановления цилиндриче- ских длиномерных изделий, включающий электроискоровое легирование и обкатку поверхности, отличающийся тем, что, с целью повышения износостойкости и коррозионной стойкости изделий, работающих при температурах выше 400°С, перед элек- троискоровым легированием производят предварительный отжиг для снятия напряжений и стабилизации структуры и шлифовку для удаления дефектного слоя, а перед обкаткой осуществляют подогрев изделий до температуры ниже температуры технологического отпуска, при этом температуру выше упомянутого предварительного отжига выбирают в соответствии с выражением
tn.n.n. - К ,49,
где готж - температура предварительного отжига, °С;
tH.n.n. температура начала падения твердости;
Н,о,49 микротвердость изношенной поверхности;
К - температурная поправка, учитываю- щая влияние твердости, °С/ед. твердости.
Износостойкость образцов до испытаний (при 550°С - 1000 ч) принята за 1.
Температурная поправка (К) для различных значений микротвердости
а
Таблица 1
Таблица 2
5
| Способ восстановления деталей машин | 1988 |
|
SU1532264A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электронная обработка материалов, 1974, №3, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
