Изобретение относится к переработке пластмасс в изделия и может быть использовано при проектировании и изготовлении литьевых форм с раздвижными полуматрицами.
Известна литьевая форма с раздвижными полуматрицами
При проектировании и изготовлении такой формы появляется необходимость блокировки движения выталкивателей и раздвижных полуматриц - так, чтобы при смыкании формы был обеспечен опережающий возврат выталкивателей во избежание их поломки сходящимися полуматрицами. Достигается это различными средствами введением клиновых, цанговых, пружинных и иных блокировок, двухступенчатых выталкивающих систем и т.п.
Близким конструктивным решением является известная литьевая форма, содержащая неподвижную полуформу с наклонными (локальными) колонками и подвижную полуформу, включающую раздвижные полуматрицы со специальными
наклонными поверхностями, воздействующими при смыкании литьевой формы на торцы колонок возврата и отводящими выталкивающую систему в исходное положение еще до полного смыкания полуматриц.
Главный недостаток этой конструкции - громоздкость, особенно при существенных величинах рабочего хода выталкивателей
Поперечный габарит этой формы в разомкнутом положении вынужденно увеличивается почти вдвое относительно габарита сомкнутого положения за счет раздвигания полуматриц, величина перемещения которых должна обеспечивать нужный ход выталкивающей сисТемы. Вынужденно увеличенная величина перемещения раздвижных полуматриц требует чрезмерного удлинения наклонных колонок: при боль- шой их длине и относительно короткой заделке в литниковой плите возникает необходимость увеличения их диаметра для обеспечения жесткости и надежной работы клинового механизма перемещения
С/)
с
XI о ел о
ю
4
раздвижных полуматриц и выталкивающей системы. Использование подобной конструкции в формах с существенными величинами хода выталкивающей системы нерационально, а в некоторых случаях не- возможно.
Целью изобретения является уменьшение габаритов литьевых форм с раздвижными полуматрицами.
Это достигается введением оригиналь- ной рычажной блокировки, согласовывающей движение выталкивающей системы с перемещением раздвижных полуматриц.
Блокировка обеспечивается применением механизма ускоренного возврата вы- талкивателей в виде поворотных рычагов с Т-образными отверстиями для прохода наклонных колонок, перемещающих раздвижные полуматрицы. На рабочих концах колонок выполняются фигурные пазы, по- зволяющие колонкам, проходя через Т-образные отверстия в рычагах, поворачивать их и отжимать ими плиты выталкивающей системы в сторону упора литьевой машины, своевременно выводя рабочие концы вы- талкивателей из зоны смыкания раздвижных полуматриц.
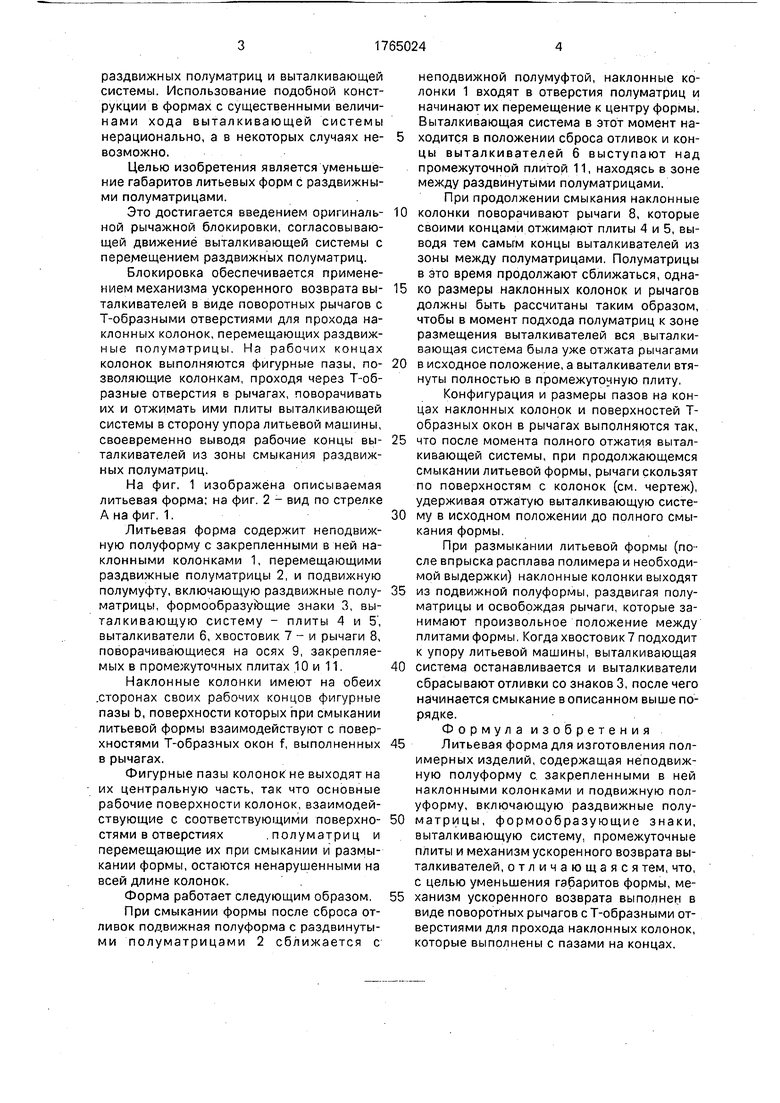
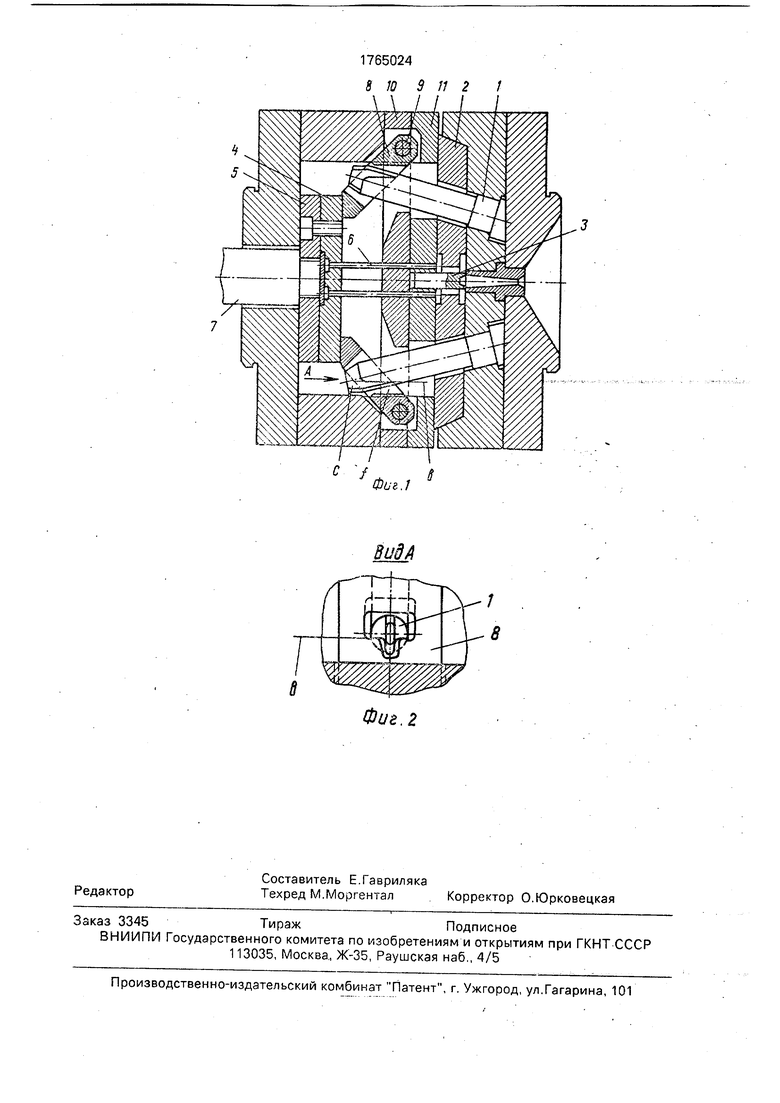
На фиг. 1 изображена описываемая литьевая форма; на фиг. 2 - вид по стрелке А на фиг. 1.
Литьевая форма содержит неподвижную полуформу с закрепленными в ней наклонными колонками 1, перемещающими раздвижные полуматрицы 2, и подвижную полумуфту, включающую раздвижные полу- матрицы, формообразующие знаки 3, выталкивающую систему - плиты 4 и 5, выталкиватели 6, хвостовик 7 - и рычаги 8, поворачивающиеся на осях 9, закрепляемых в промежуточных плитах 10 и 11.
Наклонные колонки имеют на обеих .сторонах своих рабочих концов фигурные пазы Ь, поверхности которых при смыкании литьевой формы взаимодействуют с поверхностями Т-образных окон f, выполненных в рычагах.
Фигурные пазы колонок не выходят на их центральную часть, так что основные рабочие поверхности колонок, взаимодействующие с соответствующими поверхно- стями в отверстияхполуматриц и
перемещающие их при смыкании и размыкании формы, остаются ненарушенными на всей длине колонок.
Форма работает следующим образом,
При смыкании формы после сброса отливок подвижная полуформа с раздвинутыми полуматрицами 2 сближается с
неподвижной полумуфтой, наклонные колонки 1 входят в отверстия полуматриц и начинают их перемещение к центру формы. Выталкивающая система в этот момент находится в положении сброса отливок и концы выталкивателей б выступают над промежуточной плитой 11, находясь в зоне между раздвинутыми полуматрицами.
При продолжении смыкания наклонные колонки поворачивают рычаги 8, которые своими концами отжимают плиты 4 и 5, выводя тем самым концы выталкивателей из зоны между полуматрицами. Полуматрицы в это время продолжают сближаться, однако размеры наклонных колонок и рычагов должны быть рассчитаны таким образом, чтобы в момент подхода полуматриц к зоне размещения выталкивателей вся выталкивающая система была уже отжата рычагами в исходное положение, а выталкиватели втянуты полностью в промежуточную плиту,
Конфигурация и размеры пазов на концах наклонных колонок и поверхностей Т- образных окон в рычагах выполняются так, что после момента полного отжатия выталкивающей системы, при продолжающемся смыкании литьевой формы, рычаги скользят по поверхностям с колонок (см. чертеж), удерживая отжатую выталкивающую систему в исходном положении до полного смыкания формы.
При размыкании литьевой формы (после впрыска расплава полимера и необходимой выдержки) наклонные колонки выходят из подвижной полуформы, раздвигая полуматрицы и освобождая рычаги, которые занимают произвольное положение между плитами формы, Когда хвостовик 7 подходит к упору литьевой машины, выталкивающая система останавливается и выталкиватели сбрасывают отливки со знаков 3, после чего начинается смыкание в описанном выше порядке.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу с закрепленными в ней наклонными колонками и подвижную полуформу, включающую раздвижные полуматрицы, формообразующие знаки, выталкивающую систему, промежуточные плиты и механизм ускоренного возврата выталкивателей, отличающаяся тем, что, с целью уменьшения габаритов формы, механизм ускоренного возврата выполнен в виде поворотных рычагов с Т-образными отверстиями для прохода наклонных колонок, которые выполнены с пазами на концах.
С V
Фиь.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1736724A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1990 |
|
RU2015902C1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления пластмассовых изделий с поднутрением на наружной поверхности | 1988 |
|
SU1597279A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1052396A1 |
| Литьевая форма для полимерных изделий | 1978 |
|
SU691309A1 |
Использование: для переработки пластмасс при проектировании и изготовлении литьевых форм с раздвижными полуматрицами Сущность изобретения: форма содержит неподвижную полуформу с закрепленными в ней наклонными колонками 1 и подвижную полуформу, в тючающую раздвижные полуматрицы 2. формообразующие знаки 3, выталкивающую систему 4, 5, 6 и механизм ускоренного возврата выталкивателей. Последний выполнен в виде поворотных рычагов 8 с Т-образными отверстиями для прохода наклонных колонок 1, на концах которых выполнены пазы 2 ил.
ВидА
Фиг. 2
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма | 1971 |
|
SU528212A1 |
| Солесос | 1922 |
|
SU29A1 |
