Изобретение относится к технологии переработки пластмасс и может найти применение, в частности, при создании оснастки для изготовления деталей из полимерных материалов в изделиях элементоаппарато- строения.
Известна литформа для изготовления полимерных изделий, содержащая неподвижную плиту с закрепленными в ней наклонными колонками, подвижную плиту с центральным знаком, раздвижные полуматрицы и сталкиватель изделия.
Наиболее близкой к предлагаемой является литьевая форма для изготовления каркасов катушек аппаратов низкого напряжения, содержащая неподвижную литниковую плиту с наклонными колонками, подвижную плиту с центральным знаком, раздвижные полуматрицы с плоскими формующими стенками, выталкиватели изделия, а также механизм опережающего возврата, включающий в себя шток, закрепленный на двух боковых поверхностях неподвижной части формы и две пары кулачков.
При смыкании формы шток перемещает кулачки, которые возвращают выталкивающую систему в исходное положение до начала смыкания полуматриц. Наличие механизма опережающего возврата выталкивателей вызвано необходимостью исключения столкновения подвижных полуматриц с выталкивателями и их поломки.
Однако данная литформа сложна конструктивно и в изготовлении. Кроме того, при длительных повторяющихся циклах работы формы происходит износ штока из-за трения с кулачками. Это ведет к неполному возврату выталкивателей в исходное положение до начала смыкания полуматриц, к их изгибу и поломке. Тем самым нарушается надежность работы формы.
Цель изобретени.1 - упрощение конструкции и повышение надежности формы в работе.
4 00 О J ГО
Поставленная цель достигается тем, что в литформе для изготовления полимерных изделий типа каркас, содержащей неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижную плиту с центральным знаком, выталкиватели изделия, раздвижные полуматрицы, боковые поверхности которых выполнены вогнутыми, причем максимальная глубина i радиусной поверхности в ее вершине от бо- ковой стенки центрального знака превышает ширину поперечного сечения выталкивателя ФВыт, т.е. I ФВыт.
Сущность изобретения заключается в том, что изготовление боковых формующих поверхностей раздвижных полуматриц вогнутыми с максимальной глубиной радиусной поверхности в ее вершине от боковой стенки центрального знака, превышающей ширину поперечного сечения выталкивате- ля, позволяет установить выталкиватели в зазор между формующими боковыми поверхностями подвижных полуматриц и центральным знаком и дает возможность осуществлять возврат выталкивателей в ис- ходное положение как в начальный момент закрытия формы, так и в конечный момент ее закрытия. При этом исключается столкновение выталкивателей с подвижными полуматрицами, что позволяет повысить надежность работы формы. Также отпадает необходимость применения механизма опережающего возврата выталкивателей, тем самым обеспечивая конструктивное упрощение формы.
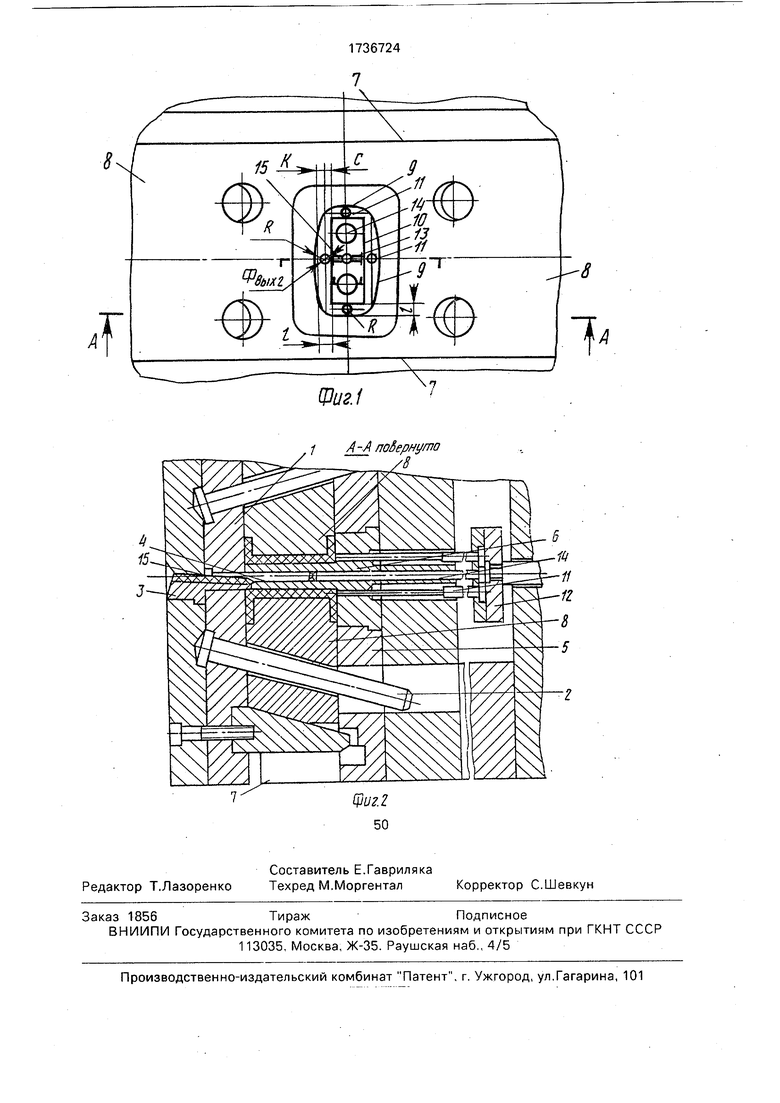
На фиг. 1 изображены подвижные полуматрицы литформы и центральный знак, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Форма для изготовления полимерных изделий типа каркас содержит неподвиж- ную плиту 1 с закрепленными в ней наклонными колонками 2, литниковой втулкой 3 и толкателями 4, подвижную плиту 5 с установленным в ней центральным знаком 6. В пазах 1 подвижной плиты 5 установлены раздвижные полуматрицы 8, боковые формующие поверхности 9 которых выполнены вогнутыми с радиусом кривизны R, причем максимальная глубина радиусной поверхности в ее вершине i от боковой стенки 10 центрального знака 6 превышает ширину Фвыт поперечного сечения выталкивателя изделия 11. Выталкивающая система 12 завешена на подвижную плиту 5 и содержит
выталкиватели 11 изделия, выталкиватели 13 литниковой системы и штыри 14 возврата, проходящие через центральный знак б и выполненные с возможностью взаимодействия с толкателями 4 при замыкании литформы. На центральном знаке 6 также выполнен туннельный литниковый канал 15, по оси которого на неподвижной плите 1 установлена литниковая втулка 3.
Форма работает следующим образом.
Полимерный материал после впрыска через литниковую втулку 3 и туннельный литниковый канал попадает в формующую полость. После технологической выдержки происходит раскрытие формы. При этом раздвижные полуматрицы 8, установленные в пазах 7 подвижной плиты 5, расходятся с помощью наклонных колонок 2, а изделие остается на центральном знаке 6. При дальнейшем раскрытии формы выталкивающая система 12 наталкивается на неподвижный упор машины и происходит съем изделия выталкивателями 11 с центрального знака 6 и сброс литниковой системы выталкивателями 13. При закрытии формы штыри 14 возврата упираются в толкатели 4. установленные в неподвижной плите 1, происходит возврат выталкивающей системы 12 с выталкивателями 11 и 13 в исходное положение. При этом столкновение выталкивателей 11 изделия с раздвижными полуматрицами 8 исключается в виду установки выталкивателей 11 изделия в зазоре, образованном формующими поверхностями 9 полуматриц 8 и боковыми стенками 10 центрального знака 6.
В дальнейшем цикл работы повторяется
Формула изобретения Литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижную плиту с центральным знаком, выталкиватели изделия, раздвижные полуматрицы с формующими поверхностями, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности формы в работе, боковые формующие поверхности раздвижных полуматриц выполнены вогнутыми с образованием с боковой стенкой центрального знака зазора для прохода выталкивателей.
Щиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1765024A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для полимерных изделий | 1978 |
|
SU691309A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
Использование: при создании оснастки для изготовления деталей из полимерных материалов. Сущность изобретения: форма содержит раздвижные полуматрицы, боковые формующие поверхности которых выполнены вогнутыми для образования зазора между центральным знаком и формующими поверхностями полуматриц,в который установлены выталкиватели. 2 ил.
i А-А ло&ернута
ZL /в
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1207786A1 |
| Солесос | 1922 |
|
SU29A1 |
| Электротехническая промышленность | |||
| Сер | |||
| Аппараты низкого напряжения | |||
| Научно-технический реферативный сборник | |||
| М., 1984, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Насос | 1917 |
|
SU13A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
