Изобретение относится к области переработки пластмасс в изделия и может быть использовано при проектировании и изготовлении литьевых форм с дополнительными поперечными разъемами, необходимыми при усложненной конфигурации наружных поверхностей отливаемых изделий.
Известна конструкция литьевой формы с дополнительным поперечным разъемом матриц.
Недостатком формы является вынужденное расположение формообразующих гнезд в одну линию, в плоскости поперечного разъема, что ограничивает возможности создания компактных многогнездных форм и соответственно повышение производительности литья.
Наиболее близкой к заявляемой литьевой форме по технической сущности и достигаемому результату является известная форма с комбинированным разъемом матрицы, содержащая неподвижную полуформу с литниковой втулкой и запорными клиньями, а также подвижную полуформу с выталкивающей системой, промежуточной и опорной плитами и полуматрицами
Недостатками этой формы являются общая сложность и невысокая производительность.
Целью изобретения является повышение компактности формы и производительности литья за счет увеличения количества формообразующих гнезд литьевой формы, обеспечиваемого без увеличения ее габаритов и веса.
Это достигается тем, что в литьевой форме для изделий из полимерных материалов, содержащей неподвижную полуформу с закрепленными в ней запорными клиньями и литниковой втулкой и подвижную пол- уформу с выталкивающей системой, промежуточной и опорной плитами и полуматрицами, каждый из запорных клиньев имеет форму двух, связанных между собой конической проставкой цилиндров разного диаметра, больший из которых закреплен на неподвижной полуформе, а смежные полуматрицы двух соседних матриц расположены перпендикулярно друг к другу и со стороны неподвижной полуформы выполнены скосы на тыльной поверхности, угол наклона которых соответствует углу конусности проставки, при этом оси запорных клиньев совпадают с точкой пересечения осей смежных полуматриц.
Четыре пары раздвижных полуматриц расположены по сторонам квадрата так, что их поперечное размыкание и смыкание осуществляется в двух взаимно перпендикулярных направлениях. Каждая полуматрица имеет скос на тыльной поверхности, который взаимодействуя с конической поверхностью простравки запорного клина,
образует клиновый привод поперечного смыкания полуматриц. Запорные клинья размещены по углам квадрата и взаимодействуют каждый одновременно с двумя полуматрицами. Такое расположение обес0 печивает максимальную компактность конструкции, практически 4-х гнездная литьевая форма может быть скомпанована в габаритах обычной 2-х гнездной.
Каждый из четырех запорных клиньев
5 выполнен с двумя цилиндрическими и одним коническим участком. Цилиндрический участок малого диаметра является направляющим и обеспечивает соосное смыкание двух половин литьевой формы. Конический
0 участок выполняет роль нажимного клина и, взаимодействуя с наклонными поверхностями одновременно двух полуматриц, производит их поперечное перемещение - смыкание. Цилиндрический участок боль5 шего диаметра запирает полуматрицы в сомкнутом положении.
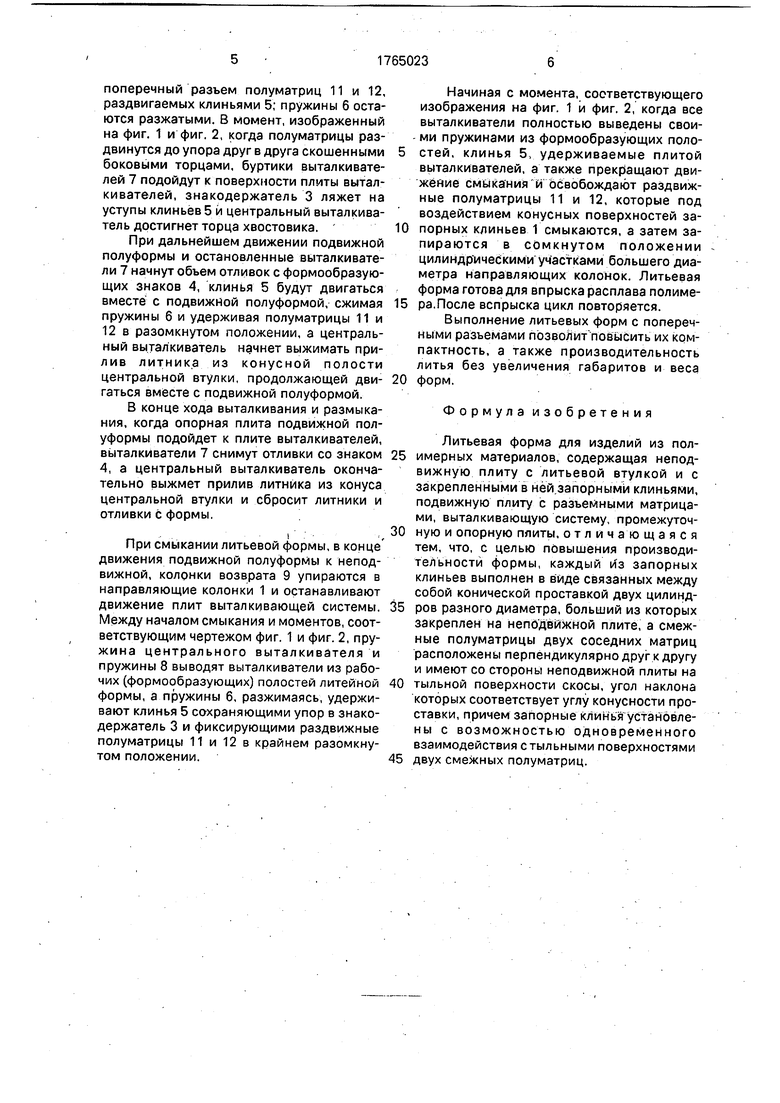
На фиг, 1 показан вид подвижной части литьевой формы и типовая отливка; на фиг 2 - продольный разрез формы.
0 Литьевая форма содержит неподвижную полуформу с литниковой втулкой, литниковой плитой, запорными клиньями 1 и формообразующими знаками 2, и подвижную полуформу, включающую промежуточ5 ные плиты, знакодержатель 3 с закрепленными в нем формообразующими знаками 4 двухступенчатую выталкивающую систему с центральной втулкой, клиньями 5, пружинами 6, выталкивателями 7 с
0 пружинами 8 и колонками возврата 9. На знакодержателе закреплены также направляющие планки 10; между ними и центральным выступом знакодержателя расположены и перемещаются раздвижные
5 полуматрицы 11 и 12 (левые и правые),
Литьевая форма работает следующим образом.
После впрыска расплава в формообразующие полости сомкнутой формы и начала
0 продольного (основного) разъема формы подвижная полуформа, отходя от неподвижной, движется вместе с отливками и литниками, удерживаемыми сомкнутыми раздвижными полуматрицами 11 и 12 и ко5 нусной полостью центральной втулки, пока хвостовик, плиты выталкивающей системы, клинья 5 с разжатыми пружинами 6 и колонки возврата 9 не будут остановлены упором литьевой машины. При продолжении движения подвижной полуформы начинается
поперечный разъем полуматриц 11 и 12, раздвигаемых клиньями 5; пружины 6 остаются разжатыми. В момент, изображенный на фиг. 1 и фиг. 2, когда полуматрицы раздвинутся до упора друг в друга скошенными боковыми торцами, буртики выталкивателей 7 подойдут к поверхности плиты выталкивателей, знакодержатель 3 ляжет на уступы клиньев 5 и центральный выталкиватель достигнет торца хвостовика.
При дальнейшем движении подвижной полуформы и остановленные выталкиватели 7 начнут объем отливок с формообразующих знаков 4, клинья 5 будут двигаться вместе с подвижной полуформой, сжимая пружины 6 и удерживая полуматрицы 11 и 12 в разомкнутом положении, а центральный выталкиватель начнет выжимать прилив литника из конусной полости центральной втулки, продолжающей двигаться вместе с подвижной полуформой.
В конце хода выталкивания и размыкания, когда опорная плита подвижной полуформы подойдет к плите выталкивателей, выталкиватели 7 снимут отливки со знаком 4, а центральный выталкиватель окончательно выжмет прилив литника из конуса центральной втулки и сбросит литники и отливки с формы.
При смыкании литьевой формы, в конце движения подвижной полуформы к неподвижной, колонки возврата 9 упираются в направляющие колонки 1 и останавливают движение плит выталкивающей системы. Между началом смыкания и моментов, соответствующим чертежом фиг. 1 и фиг. 2, пружина центрального выталкивателя и пружины 8 выводят выталкиватели из рабочих (формообразующих) полостей литейной формы, а пружины 6, разжимаясь, удерживают клинья 5 сохраняющими упор в знакодержатель 3 и фиксирующими раздвижные полуматрицы 11 и 12 в крайнем разомкнутом положении.
Начиная с момента, соответствующего изображения на фиг. 1 и фиг. 2, когда все выталкиватели полностью выведены своими пружинами из формообразующих полостей, клинья 5, удерживаемые плитой выталкивателей, а также прекращают движение смыкания и освобождают раздвижные полуматрицы 11 и 12, которые под воздействием конусных поверхностей запорных клиньев 1 смыкаются, а затем запираются в сомкнутом положении цилиндрическими участками большего диаметра направляющих колонок. Литьевая форма готова для впрыска расплава полимера.После вспрыска цикл повторяется.
Выполнение литьевых форм с поперечными разъемами позволит повысить их компактность, а также производительность литья без увеличения габаритов и веса
форм.
Формула изобретения
Литьевая форма для изделий из полимерных материалов, содержащая неподвижную плиту с литьевой втулкой и с закрепленными в ней запорными клиньями, подвижную плиту с разъемными матрицами, выталкивающую систему, промежуточную и опорную плиты, отличающаяся тем, что, с целью повышения производительности формы, каждый из запорных клиньев выполнен в виде связанных между собой конической проставкой двух цилиндров разного диаметра, больший из которых закреплен на неподвижной плите, а смежные полуматрицы двух соседних матриц расположены перпендикулярно друг к другу и имеют со стороны неподвижной плиты на
тыльной поверхности скосы, угол наклона которых соответствует углу конусности про- ставки, причем запорные клинья установлены с возможностью одновременного взаимодействия с тыльными поверхностями
двух смежных полуматриц.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1765024A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
Использование: получение изделий из полимерных материалов в компактной форме с поперечными разъемами при обеспечении повышенной производительности. Сущность изобретения: форма содержит неА подвижную полуформу с литниковой втулкой и с закрепленными в ней запорными клиньями, каждый из которых имеет форму двух, связанных между собой конической проставкой цилиндров разного диаметра, больший из которых закреплен на неподвижной полуформе, и подвижную полуформу с выталкивающей системой, промежуточной и опорной плитами и полуматрицами. Смежные полуматрицы двух соседних матриц расположены перпендикулярно друг другу, а со стороны неподвижной полуформы выполнены скосы на тыльной поверхности, угол наклона которых соответствует углу конусности проставки, при этом оси запорных клиньев совпадают с точкой пересечения продольных осей смежных полуматриц 2 ил. %/Н
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU954242A1 |
| Солесос | 1922 |
|
SU29A1 |
