привод поперечного смыкания и размыкания матриц выполнен так, что его рабочие наклонные поверхности имеют тот же угол наклона, что и наклонные поверхности клиновых выступов запорной плиты, а сопряжения наклонных поверхностей привода с соответствующими поверхностями полуматриц имеют зазор 0,3-0,5 мм по периметру сопряжения при сомкнутом положении литьевой формы, что обеспечивает разгрузку клинового привода от запирания полуматриц и от усилий, разжимающих полуматрицы в момент впрыскивания расплава полимера. Литьевая форма не имеет колонок возврата, функции которых выполняют плиты клинового привода поперечного размыкания и смыкания полуматриц, имеющие выступы для взаимодействия с плитами выталкивателей. В результате повышается компактность формы. 2 з.п.ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1765024A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Пресс-форма | 1990 |
|
SU1775304A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
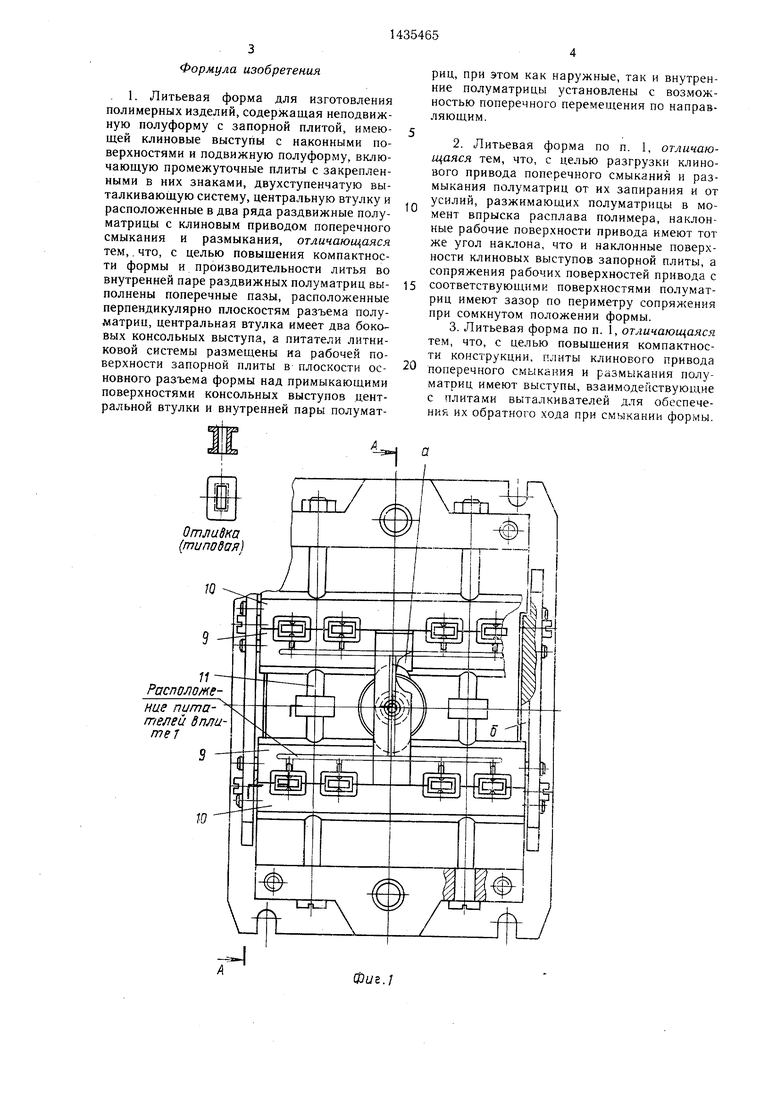
Изобретение относится к переработке пластмасс литьем под давлением. Цель - повышение компактности формы, а также производительности оборудования. Для этого центральная втулка 8 имеет два боковых консольных выступа, проходящих над пространством, в котором перемещаются внут ренине полуматрнцы 9, и над самими внутренними полуматрицами через выполненные в них пазы до плоскостей их поперечного разъема. Консольные выступы обеспечивают подачу расплава полимера от центрального литника формы к питателям, впускам и формообразующим полостям через перемещающиеся внутренние полуматрицы и свободное пространство, в котором они перемещаются. Внутренние полуматрицы имеют поперечные пазы, расположенные перпендикулярно плоскостям разъема полуматриц, через эти пазы на ходовой посадке проходят консольные выступы центральной втулки. Клиновой е 4;; 00 сл 4 О Сд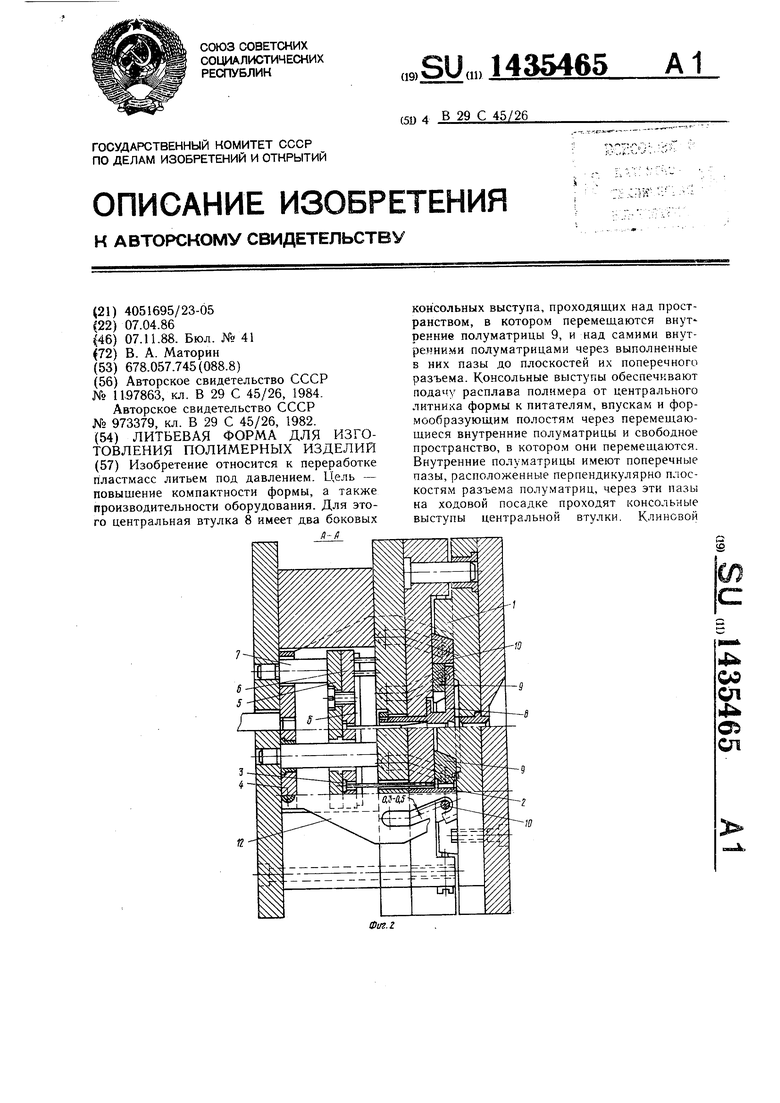
1
Изобретение относится к переработке пластмасс в изделие и может быть использовано при проектировании и изготовлении литьевыХ форм с дополнительными поперечными разъемами, необходимыми при усложненной конфигурации наружных поверхностей отливаемых изделий.
Цель изобретения - повышение компактности формы, а также производительности литья за счет увеличения количества формообразующих гнезд литьевой формы, обеспечиваемого без увеличения ее габаритов, веса и без усложнения конструкции, благодаря оригинальному выполнению центрального узла формы.
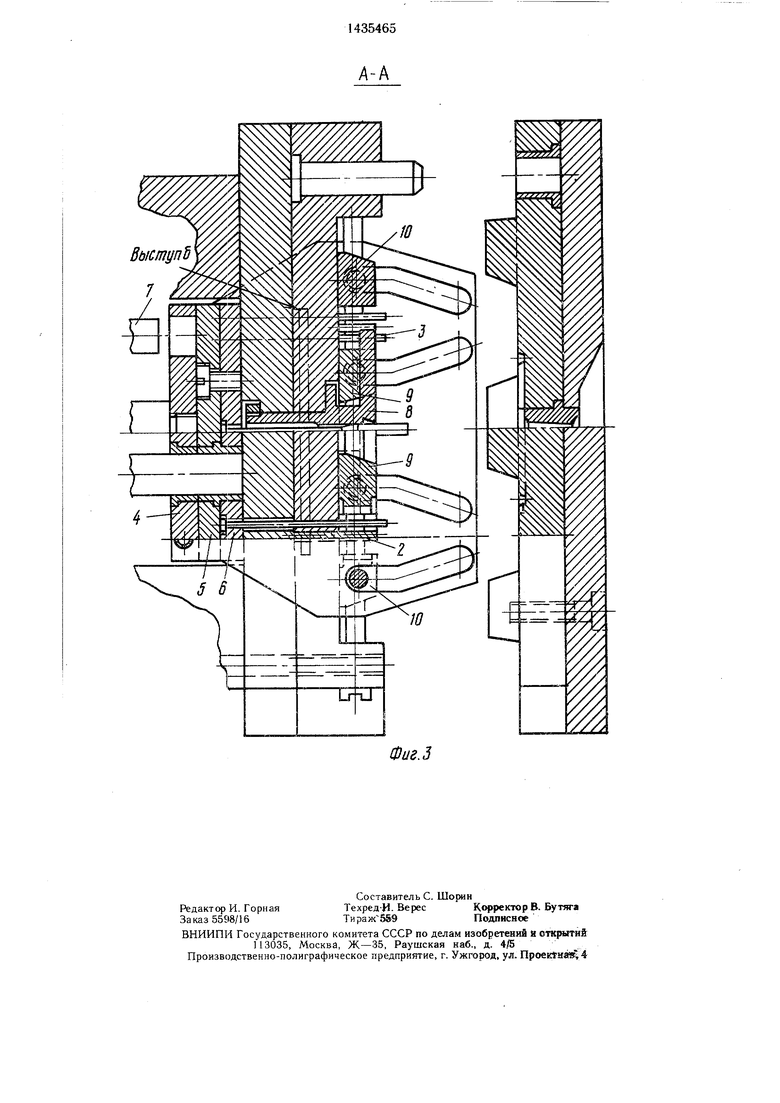
На фиг. 1 показана предлагаемая литьевая форма, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; (в сомкнутом состоянии); на фиг. 3 - то же, в раскрытом состоянии.
Литьевая форма содержит неподвижную полуформу с запорной плитой 1, имеющ,ей клиновые выступы с четырьмя наклонными поверхностями, и подвижную полуформу, включающую промежуточные плиты с закрепленными в них знаками 2, двуступен- чатую выталкивающую систему с выталкивателями 3, плитами 4-б и опорными колонками 7, центральную втулку 8 с консольными выступами и раздвижные полуматрицы 9 и 10 с направляющими 11 и с клиновым приводом 12 для поперечного смыкания и размыкания полуматриц. Полумат- , рицы 9 и 0 имеют наклонные наружные поверхности с тем же углом наклона, что и наклонные поверхности клиновых выступов запорной плиты.
Консольные выступы центральной втулки 8 расположены в пазах а полуматриц 9, являясь дополнительными направляющими для их поперечного перемещения. Плиты клинового привода 12 жестко закреплены на кромках плиты 4 хвостовика.
Литьевая форма работает следующим образом.
В сомкнутую форму (фиг. 2) через отверстие литниковой втулки и литники-питатели, выполненные в запорной плите 1 и проходящие над консолями центральной втулки 8 и плуматрицами 9, вспрыскивается расплав полимера, заполняющий формообразующие полости между сомкнутыми полуматрицамк 9 и 10 и знаками 2. После выдержки расплава под давлением, его охлаждения и начала разъема литьевой формы отливки и в.месте с ними литники-питатели, удерживаемые сомкнутыми полуматрицами и
конусом центральной втулки, движутся вместе . с подвижной полуформой до момента, когда хвостовик начинает взаимодействовать с упором литьевой мащины и останавливает плиту 4 выталкивающей системы с клиновым приводом 12, а затем плиты 5
и б с выталкивателями 3. Продолжающееся движение подвижной полуформы размыкает полуматрицы, торцовые цапфы которых взаимодействуют с наклонными пазами клинового привода, а после размыкания по
лу.матриц обеспечивает сталкивание отливок выталкивателями 3 со злаками 2 (фиг. 3).
При смыкании литьевой формы система выталкивания отводится в исходное положение - плиты клинового привода 12 работают как колонки возврата, воздействуя на плиту 4 непосредственно и на плиты 5 и б с выталкивателями 3 выступами б. В конце смыкания формы клиновые приводы сближают внутренние полуматрицы 9 с наружными полуматрицами 10, а клиновые выступы
запорной плиты производят окончательное сближение, обжатие и запирание полуматриц.
После смыкания литьевой формы цикл повторяется.
Формула изобретения
11
Располо/f e- HUS питателей д плите J
Ю
0
5
0
риц, при этом как наружные, так и внутренние полуматриць установлены с возможностью поперечного перемещения по направляющим.
Фиг.}
А-А
Фиг.З
| Авторское свидетельство СССР № 1157863, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU973379A1 |
| Солесос | 1922 |
|
SU29A1 |
