1
(21)4750758/11 (22) 18,09.89 (46)30.09.92. Бюл. №36
(71)Днепропетровский центр научно-технического творчества Импульс
(72)В.К.Дроздов, Р.В.Томашевский, Е.Г.Мо- исеенко и В.Г.Боднар
(56)Авторское свидетельство СССР № 1691154, кл. В 60 J 7/16, 06.03.89. (54) КАРКАС КАБИНЫ ТРАКТОРА
(57)Использование: в транспортном сельскохозяйственном машиностроении, касается конструкций каркасов транспортных средств, преимущественно тракторов и сельскохозяйственных машин. Сущность изобретения: каркас имеет вертикальный Побразный симметричный пояс 11, на горизонтальной балке которого закреплены желоб 10 с кронштейнами 9 для подъема каркаса, расположенными по его краям, а в передней нижней части - полые вставки 12, 13, в задней нижней части - боковины 15. В передней и задней нижней,средней и верхней частях каркаса закреплены поперечные полые балки 4, 5 и 14, дверные 7 и оконные 8 петли, кронштейны 6 для его подвески. Дверные 7 и оконные 8 петли, а также кронштейны 6, 9 для подвески и подъема каркаса установлены в угловых местах наибольшей концентрации напряжений и присоединены не менее чем к двум элементам каркаса. 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| КАБИНА ТРАКТОРА | 2005 |
|
RU2304064C2 |
| Кабина колесного трактора | 1982 |
|
SU1043063A1 |
| МОДУЛЬ КАБИНЫ УПРАВЛЕНИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2441784C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| Кабина колесного трактора | 1975 |
|
SU672091A1 |
| Модуль кабины машиниста локомотива | 2022 |
|
RU2791092C1 |
| Каркас кабины транспортного средства | 1985 |
|
SU1268463A1 |
| ДВЕРЬ ЗАДКА ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2471648C1 |
| Высоковольтная аппаратная камера магистрального тепловоза | 2023 |
|
RU2802571C1 |
| Кабина трактора | 1991 |
|
SU1796527A1 |
Изобретение относится к транспортному сельскохозяйственному машиностроению и касается конструкции каркаса кабин транспортных средств, преимущественно тракторов и сельскохозяйственных машин.
Наиболее близким техническим решением к изобретению по конструктивному выполнению является каркас кабины трактора 1, включающий боковые рамы, выполненные из вертикальных и продольных горизонтальных балок трубчатого сечения и соединенные между собой в пространственную конструкцию поперечными балками, расположенными с образованием верхнего и нижнего силовых поясов и среднего вертикального П-образного пояса в зоне сиденья водителя, основание, жестко соединенное с нижним силовым поясом каркаса, при этом нижняя передняя поперечная балка выполнена П-образной с обра- зованием проема для размещения
СО
с
двигателя, а на балках каркаса жестко закреплены элементы крепления оконных рам и дверей, кронштейны для подъема и подвески кабины. Для усиления каркаса кабины установлены дополнительные косынки. Стыкуемые поверхности балок в верхней части проема срезаны под углом 45°.
Основными недостатками противопоставленного решения являются недостаточная технологичность и невысокая прочность конструкции каркаса.
Это обусловлено тем, что выполнение нижней передней балки в виде вертикального П-образного пояса, образующего проем для размещения двигателя, ослабляет переднюю часть кабины, усложняет изготовление стекла. Кроме того, такая конфигурация балки не позволяет произвести сварку верхней поперечины в автоматическом режиме, одновременно со сваркой других узлов, а стыкосварка совсем невозможна из-за тоSJ
Os
ел
g
5
го, что при сварке произойдет соскальзывание труб вдоль косого среза (т.к. максимально допустимый угол отклонения среза от линии действия силы сжатия при сварке равен 20°, в то время как в противопостав- ленной конструкции - 45°). Выбор мест размещения элементов усиления каркаса не соответствует местам наибольшего нагружен ия его конструкции.
Целью настоящего изобретения являет- ся повышение технологичности изготовления каркаса и его прочности.
Поставленная цель достигается тем, что в известном решении каркаса кабины трактора, содержащем боковые рамы, выпол- ненные из вертикальных и продольных горизонтальных балок трубчатого сечения и соединенные между собой в пространственную конструкцию поперечными балками, расположенными с образованием верхнего и нижнего силовых поясов и среднего вертикального П-образного пояса в зоне сиденья водителя, основание, жестко соединеннее с нижним силовым поясом каркаса, при этом нижняя передняя попе- речная балка выполнена П-образной с образованием проема для размещения двигателя, а на балках каркаса жестко закреплены элементы крепления опорных рам и дверей, кронштейны для подъема и подвески кабины, основание выполнено в виде рамы с поперечными балками, передняя из которых торцами соединена с боковыми рамами каркаса, поперечные балки верхнего силового пояса пристыкованы к боковым рамам каркаса в местах соединения их продольных и вертикальных балок, верхняя горизонтальная часть нижней передней поперечной балки выполнена в виде сплошной поперечины, торцы которой сое- динены с боковыми рамами каркаса, а эле- менты крепления оконных рам, дверей, кронштейны для подъема и подвески кабины установлены на стыках балок каркаса и соединены, по крайней мере, с двумя из этих балок.
Выполнение основания в виде рамы с поперечными балками, передняя из которых торцами соединена с боковыми рамами каркаса повышает прочность каркаса,
Пристыковка поперечных балок верхнего силового пояса к боковым рамам каркаса в местах соединения их продольных и вертикальных балок и выполнение верхней горизонтальной части нижней передней поперечной балки в виде сплошной поперечины, торцы которой соединены с боковыми рамами каркаса, повышает технологичность изготовления каркаса и его прочность. Такая конструкция каркаса, помимо
усиления передней части кабины и упрощения изготовления стекла, позволяет произвести стыковую сварку сплошной поперечины с боковыми рамами каркаса в автоматическом режиме одновременно со сваркой других узлов.
Совокупность же всех перечисленных признаков позволяет производить стыкос- варку боковых панелей со всеми поперечными балками каркаса одновременно.
Размещение элементов крепления оконных рам, дверей, а также кронштейнов для подъема и подвески кабины на стыках балок каркаса и соединение их при этом, по крайней мере, с двумя из стыкуемых балок значительно усиливает наиболее нагруженные углы каркаса (так, если коэффициент прочности сварного шва максимально составляет 0,9, то для обеспечения требуемой прочности необходимо, как минимум, на 10% увеличить расчетную металлоемкость каркаса). Однако утяжеление каркаса непропорционально его упрочнению, а предлагаемые элементы крепления разгружают не только сварной шов, но и достаточно нагруженный прилегающий участок трубы каркаса. С учетом разгрузки сварного шва и труб в местах их соединения элементы крепления усилят каркас, как минимум, на 20%,
Таким образом, предлагаемые конструктивные изменения известного каркаса кабины трактора в своей совокупности позволяет использовать способ изготовления (автоматическую стыковую сварку), который резко повышает производительность труда, технологичность и точность изготовления, Применение автоматической стыковой сварки в сварочных машинах, помимо достижения высокой производительности v прочности, повышает культуру производства и обеспечивает безопасное проведение работ.
Для подтверждения существенное™ отличительных признаков заявляемой конструкции каркаса был проведен дополнительный расширенный поиск, в процессе которого аналогичные технические реше ния не выявлены. Следовательно, заявля емая совокупность признаков являете новой; существенной и создает возмож ность применения прогрессивного способ изготовления пространственной конструк ции - каркаса кабины за счет повышена технологичности и одновременно позволя ет значительно улучшить прочностные ха рактеристики каркаса.
Таким образом, можно считать, что за являемое техническое решение соответст вует всем критериям, предъявляемым i СССР к изобретениям.
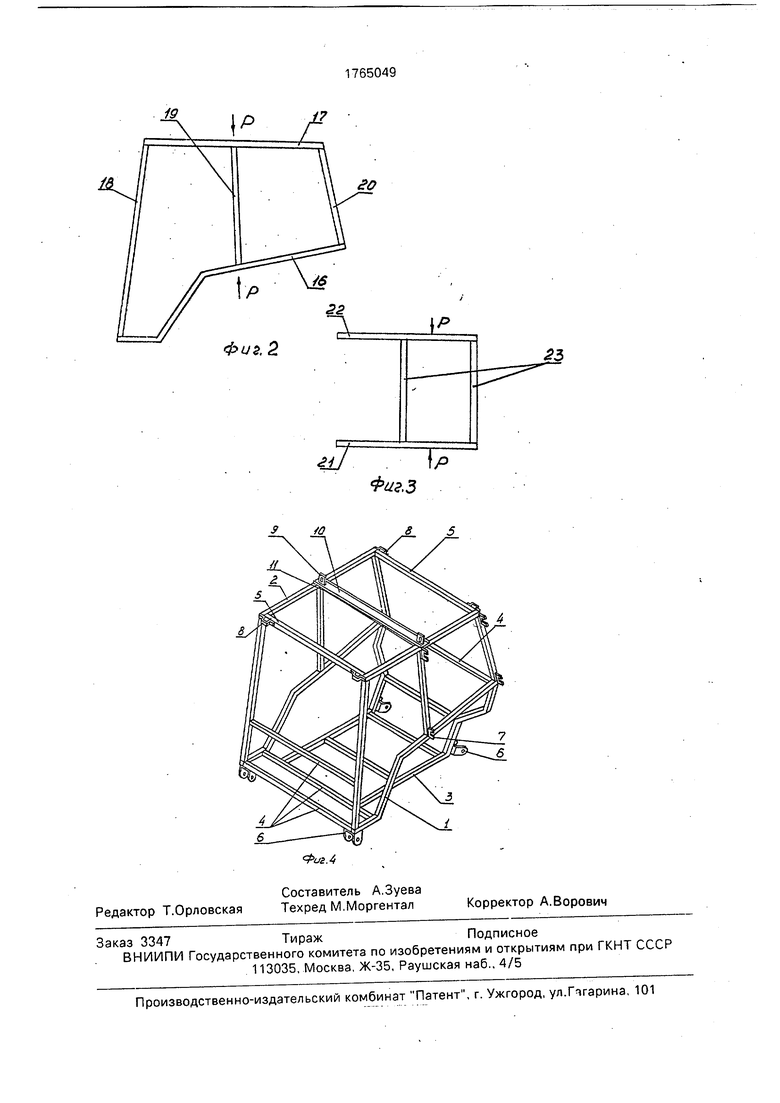
На фиг. 1 изображен общий вид предлагаемой конструкции каркаса кабины трактора; на фиг. 2 - одна из боковых панелей каркаса; на фиг. 3 - основание каркаса; на фиг. 4 - общий вид варианта выполнения конструкции каркаса.
Предлагаемая конструкция каркаса состоит из боковых рам 1,2 и основания 3, соединенных между собой поперечными полыми балками 4, 5, 14, а также кронштей- нов 6 для подвески каркаса, дверных 7 и оконных 8 петель, кронштейнов 9 для подъема каркаса, закрепленных на концах желоба 10, вертикального П-образного симметричного пояса 11 в зоне сиденья во- дителя, нижней передней поперечной балки П-образной формы, выполненной из вставок 12,13 и одной из поперечных балок и боковин 15.
Каждая из боковых рам (фиг. 2) состоит из набора балок 16, 17,18 и 20, образующих контур рамы, и балки 19, соединяющей верхнюю балку 17 с нижней балкой 16 и служащей для крепления двери кабины.
Основание 3 (фиг. 3) выполнено в виде рамы, состоящей из двух продольных балок 21, 22 и двух поперечных балок 23.
Способ сборки каркаса кабины трактора может быть проиллюстрирован на примере изготовления одной из боковых рам (фиг. 2) и основания (фиг. 3) каркаса. Перед сваркой горизонтальнче балки по торцам заваривают заглушками.
В специальное приспособление сварочной машины укладывают и фиксируют при- жимами продольные балки 16, 17, 21, 22 и заготовки поперечных 18, 19, 20 и 23 полых балок, затем одновременно включают электрический ток и механизм сближения продольных балок 16, 17 и 21, 22, По дости- жении продольными балками 16,17 и 21, 22 торцов поперечных полых балок 18, 19, 20 и 23 происходит мгновенный разогрев металла в местах контакта за счет высокого переходного сопротивления. Усилие Р при- кладывают к продольным балкам 16,17 и 21, 22 до тех пор, пока они не дойдут до специальных упоров в сварочной машине, определяющих технологические размеры панелей по высоте с точностью 0,1-0,15 мм, а специальное устройство автоматически отключает подачу в зону сварки электрического тока и одновременно останавливает механизм сближения продольных балок 16, 17 и 21, 22. На этом про- цессе формирования панелей при помощи автоматической стыковой сварки в сварочной машине заканчивается. Затем производят одновременную стыковую сварку сварочными роботами каркаса в целом, для
чего на стапель устанавливают две боковые панели 1, 2 и основание 3, поперечные полые балки 4, 5 и 14, горизонтальную полую балку вертикального П-образного симметричного пояса 11,вставки 12,13 и боковины 15. После этого также сварочными роботами производят сварку желоба 10, кронштейнов 6, 9, дверных 7 и оконных 8 петель. Сварку каркаса на стапеле производят при помощи дуговой электросварки, например, в среде углекислого газа.
Предлагаемая конструкция каркаса (на фиг. 1) может быть использована на существующих типах сельскохозяйственных машин, в частности тракторов, как унифицированная.
На фиг, 4 изображен вариант предлагаемого каркаса, который имеет некоторые конструктивные отличия, однако позволит в дальнейшем сократить время на его изготовление.
В этом варианте отсутствуют вставки 12,13 (фиг. 1), замененные на одну поперечную полую балку 4. Для изготовления такого каркаса применим способ сборки основного варианта. Различие лишь в том, что боковые панели 1, 2 будут сварены между собой стыковой сваркой поперечных полых балок 4, 5 и горизонтальной полой балки вертикального П-образного симметричного пояса 11. В этом случае стыковую сварку панелей 1, 2 между собой производят приложением усилия Р перпендикулярно плоскостям обеих панелей до их сближения с точностью 0,1- 0,15 мм, обусловленной упорами в сварочной машине. Сварку же основания 3, желоба 10, кронштейнов 6, 9, дверных 7 и оконных 8 петель производят сварочными роботами.
Технические преимущества заявляемой конструкции каркаса по сравнению с прототипом заключаются в следующем.
Заявляемая конструкция каркаса позволяет усилить переднюю часть кабины, упростить изготовление стекла и обеспечивает проведение стыковой сварки сплошной поперечины с боковыми рамами каркаса в автоматическом режиме одновременно со сваркой других узлов, а стыковую сварку боковых панелей со всеми поперечными балками каркаса одновременно.
Повышается прочность каркаса как за счет передней поперечной балки (сплошной поперечины), так и за счет более удачного размещения элементов крепления оконных рам, дверей, а также кронштейнов для подъема и подвески кабины: на стыках балок каркаса, соединяя при этом, по крайней мере, две из стыкуемых балок.
Кроме того, такой каркас имеет меньший вес, что обусловлено наличием минимально необходимого количества деталей, имеющих меньшее сечение и более простую конфигурацию; конструкция более проста и имеется хороший доступ ко всем элементам каркаса, что позволяет применить более прогрессивный способ его формирования; конструкция каркаса технологична вследствие наличия только простых, не нуждающихся в гибке, деталей, что значительно снижает трудоемкость изготовления.
Формула изобретения Каркас кабины трактора, содержащий боковые рамы, выполненные из вертикальных и продольных горизонтальных балок трубчатого сечения и соединенные между собой в пространственную конструкцию поперечными балками, расположенными с образованием верхнего и нижнего силовых поясов и среднего вертикального П-образ- ного пояса в зоне сиденья водителя, основание, жестко соединенное с нижним силовым поясом каркаса, при этом нижняя
12
0
5 0
передняя поперечная балка выполнена П- образной с образованием проема для размещения двигателя, а на балках каркаса жестко закреплены элементы крепления оконных рам и дверей, кронштейны для подъема и подвески кабины, отличающийся тем, что, с целью повышения технологичности изготовления и прочности, основание выполнено в виде рамы с поперечными балками, передняя из которых торцами соединена с боковыми рамами каркаса, поперечные балки верхнего силового пояса пристыкованы к боковым рамам каркаса в местах соединения их продольных и вертикальных балок, верхняя горизонтальная часть нижней передней поперечной балки выполнена в виде сплошной поперечины, торцы которой соединены с боковыми рамами каркаса, а элементы крепления оконных рам, дверей, кронштейны для подъема и подвески кабины установлены на стыках балок каркаса и соединены по крайней мере с двумя из этих балок.
15
