Известны станки для навивки сердечников, в которых, с целью обеспечения поступательного движения навитого сердечника, обойма и рама совершают вращательное движение со скоростью, равной по величине и обратной но направлению скорости навивки сердечника. Общеизвестно также применение контактных датчиков для измерения изготовленных деталей и регулирования их величины.
Предлагаемый автоматический станок для изготовления нружинных сердечников, содержащий вращающуюся обойму и раму, в которых расположены катущка с проволокой, правильное устройство, подающие ролики и формообразующие упоры, позволяет изготовлять пружинные сердечники бесконечно большой длины. Он снабжен устройством для регулирования скорости вращения обоймы и рамы и устройством для регулирования натяжения пружинного сердечника, наматываемого на приводной барабан, установленный на станине.
Устройство для регулирования скорости вращения обоймы и рамы может быть выполнено в виде тахогенератора, суммирующего устройства и электромагнитной муфты, включенных в привод вращения обоймы и рамы.
статного датчика, который связан с приводом барабана через усилитель и электромагнитную муфту. Схема описываемого станка изображена на
чертеже.
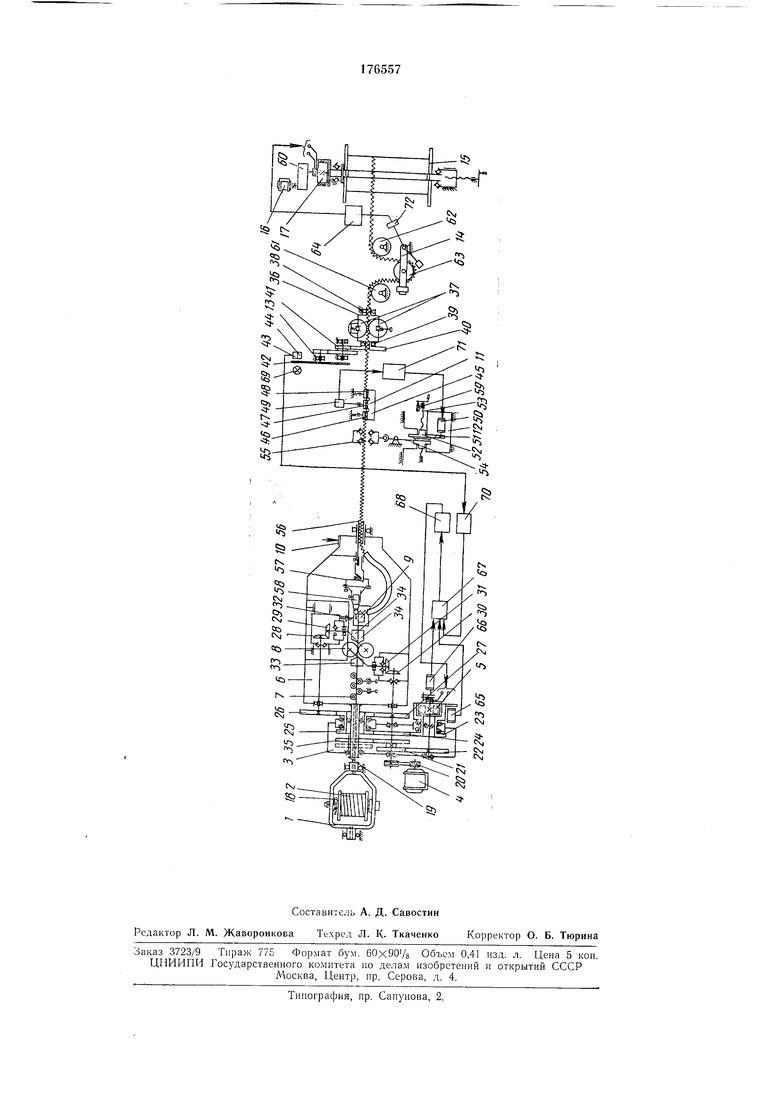
Станок содержит: обойму 1, в которой размещается катуа ка 2 с проволокой; редуктор 3 с приводом 4 и электромагнитной муфтой 5; раму 6 с правильным устройством 7, парой подающих роликов 8, регулируемыми формообразующими упорами 9 и тормозом 10; устройство // для автоматического замера и механизм 12 для автоматического регулирования диаметра пружинного сердечника; устройство
13 для автоматического замера величины и направления вращения пружинного сердечника; устройство 14 для автоматического замера величины натяжения пружинного сердечника; нриемное устройство, состоящее из сменного
приемного барабана 15, электропривода 16 и электромагнитной муфты 17. Катушка в обойме притормаживается тормозом 18. Обойма жестко связана с рамой посредством муфты 19. Станок может работать как в рабочем режиме, так и в наладочном.
При работе в наладочном режиме обойма и рама заторможены тормозом 10, изготовляемый сердечник не получает вращения, обратного вращению навивки. В этом случае врастерпи 21 и 22 редуктора передается на муфту 5, затем через шестерни 23, 24 и 25 - на шестерни 26 и 27, а через шестерни 28, 29, 30 и 31 - на подаюн1,ие ролики, один из которых находится нод воздействием пружины 32, нредпазначенной для регулирования усилия подащ ..проволоки.
Подаваемая роликами проволока проходит через направляющие вкладыши 33 и 34 и, упираясь в регулируемые формообразующие упоры, формируется в пружинный сердечник заданного размера.
Устройства //, 13, 14, механизм 12, барабан 15, электронривод 16 и муфта 17 в этом режиме отключены. Шестерня 35 находится в положении, показанном пунктиром. В рабочем режиме шестерня 35 находится в рабочем нолол енни. Тормоз 10 расторможен. Устройства 11, 13, 14, механизм 12, барабан J5, электронривод 16 п муфта 17 включены. Обойма и рама получают вращение в сторону, противоположную вращению свиваемого пружинного сердечника. Таким образом, исключается врап1.ательпое движение пружинного сердечника при его образовании.
Соответствие величиной подачи проволоки роликами и скоростью вращения рамы поддерживается муфтой 5, автоматически измепяющей величину подачи проволоки при постоянной скорости вращения рамы и контролируется автоматическим устройством 13.
Устройство 13 работает следующим образом.
Рама 36 с иодпружиненными роликами 37, вращающимися вокруг своих осей, имеет возможность проворачиваться на опорах 38 и 39. Ролики 37, армированные резиной, свободно обкатываются по проходящему между ними пружиппому сердечнику. При повороте сердечника вдоль оси рама 36 новорачивается в сторону вращения сердечника и через шестерни 40 и 41 передает вращение на диск-сигнализатор 42, при повороте которого фотоэлементы 43 и 44 подают соответствующие сигналы.
Устройство // работает так.
Сердечник проходит между неподвижной призмой 45 и тремя подвижными призмами 46, 47 и 48, из которых призмы 46 и 48 подпружинены и служат для гашения возможных колебаний сердечника, а призма 47 связана с контактным датчиком 49 перемещения, который настраивается на предельные отклонения диаметра изготовляемого сердечника. При отклонении диаметра за пределы поля допуска датчик 49 включает электродвигатель 50 механизма 12. Электродвигатель через щестерню 51 передает вращение шестерне 52, которая, перемещаясь по ходовому винту 53, поворачивает рычаг 54. Последпий через муфту 55 и трубу 56 воздействует на устройство 57, перемещающее формообразующие упоры 58 до положепия, обеспечивающего образование сердечника заданного диаметра. Защелка 59, установленная на маховике ходового винта.
нредохраняет последний от самопроизвольного проворачивания нри работе станка в автоматическом режиме.
Приемное устройство станка работает таким образом.
Сердечник наматывается на сменный барабан 15, получающий вращение от электропривода 16 через редуктор 60 и муфту 17, которая за счет регулировапия крутящего момента поддерживает постоянное натяжение наматываемого пружинного сердечника. Натяжение сердечника контролируется устройством 14, состояпдим из неподвижных роликов 6} и 62 и качаюпдегося ролика 63, который связан с задающим потенциометром, воздействующим через усилитель 64 на муфту 17.
Система автоматического контроля и поддержания соотношения между скоростью навивапия сердечника и скоростью врашения рамы с коррекпией по скорости вращения сердечника состоит из тахогенераторов 65 и 66, суммирующего устройства 67, усилителя 68 и муфты 5 и работает следующим образом. При изменении скорости навивания сердечника при неизменной скорости вращения подающих роликов сердечник на выходе из зоны его образования начинает вращаться и вызывает вращение диска-сигнализатора 42. На диске-сигнализаторе имеются два ряда отверстий, смещенных одно относительно другого. С одной стороны диска-сигнализатора установлена осветительная лампа 69, с другой-два фотоэлемента 43 и 44, каждое из которых располагается против одного ряда отверстий. При вращении диска-сигнализатора фотоэлементы выдают импульсы тока, частота и очередность следования которых зависят от скорости и направления вращения диска-сигнализатора.
Специальный блок-преобразователь 70 анализирует порядок следования импульсов и измеряет их частоту. Напряжение на выходе блока-преобразователя пропорционально ча; стоте следования импульсов, т. е. скорости вращения сердечника, а знак его зависит от характера чередования импульсов, т. е. от направления вращения сердечника.
Напряжение с выхода блока-преобразователя подается в суммирующее устройство 67, где, суммируясь с напряжением тахогенераторов 65 и 66, осуществляет коррекцию сигнала на входе усилителя 68. Сигнал с усилителя 68 подается на муфту 5, чем достигается такое соотнощение скоростей вращения ее полумуфт, при котором вращение изготовляемого сердечлика прекращается.
В станке имеется также система автомати-. ческого контроля и регулирования диаметра пружинного сердечника, состоящая из контактного датчика 49 перемещения, реле-повторителей 71 и электродвигателя 50. По выходе диаметра сердечника из допустимых пределов включаются соответствующие контакты датчика 49, которые через реле-повторители 71 включают электродвигатель, перемещающий формообразующие упоры, положение которых
определяет диаметр пружинного сердечнике. При срабатывании датчика на нульт управления нодается световой сигнал.
Система автоматического регулирования натяжения нружинного сердечника включает в себя реостатный датчик 72, усилитель 64 и муфту 17. При изменении натяжения рычаг устройства 14, связанный с осью датчика 72, поворачивается. При этом изменяются напряжение, подаваемое на вход усилителя 64, ток возбуждения муфты 17 и, следовательно, скорость вращения барабана 15, что приводит к восстановлению нужного натяжения.
Предмет изобретения
1. Автоматический станок для изготовления пружинных сердечников, содержащий врап:,ающуюся обойму и раму, в которых расноложены катущка с проволокой, правильное устройство, подающие ролики и формообразующие упоры, отличающийся тем, что, с целью
изготовления прулчпнных сердечников бесконечно большой длины, он снабжен устройством для регулирования скорости вращения обоймы и рамы и устройством для регулирования натяжения пружинного сердечника, наматываемого на приводной барабап, установленный па станине.
2, Станок но п. 1, отличающийся тем, что устройство для регулирования скорости вращения обоймы и рамы выполнено в виде тахогенератора, суммирующего устройства и электромагнитной муфты, включенных в привод вращения обоймы и рамы.
3. Станок по п. 1, отличающийся тем, что устройство для регулирования натяжения пружинного сердечника, наматываемого на приводной барабан, выполнено в виде реостатного датчика, который связан с приводом барабана через усилитель и электромагнитную муфту.
it
-r
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| НАМОТКИ ТОРОНДАЛЬНЫХ КАТУШЕК | 1965 |
|
SU171918A1 |
| Токарный станок с автоматическим регулированием подачи | 1973 |
|
SU440216A1 |
| НАМОТОЧНЫЙ СТАНОКр ;.i.4iLi Пл}- ' ^ | 1965 |
|
SU172009A1 |
| СТАНОК ДЛЯ НАМОТКИ МАГНИТОПРОВОДОВ | 1965 |
|
SU170104A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ УСИЛИЕМ НАТЯЖЕНИЯ НАМАТЫВАЕМОГО НА ОПРАВКУ СТАНКА С ЧПУ ГИБКОГО ЭЛЕМЕНТА | 2007 |
|
RU2363578C1 |
| МЕХАНИЗМ СИНХРОНИЗАЦИИ СКОРОСТИ ПЕРЕМЕЩЕНИЯ РЕЖУЩИХ СТРУН УСТАНОВКИ ДЛЯ РЕЗАНИЯ КИРПИЧА | 1971 |
|
SU302242A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ КОЛЕЦ | 1971 |
|
SU316510A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ СЕРДЕЧНИКОВ | 1969 |
|
SU415072A1 |