1
(21)4875440/05 (22)18.10.90 (46)07.10.92. Бюл. №37
(71)Харьковский институт железнодорожного транспорта им, С М.Кирова
(72)В.Г.Андриевский и А.В.Гайдамака
(56) 1. Литьевые формы для деталей из термопластов, Каталог-справочник, ЦНИИТЭ- строймаш, М, 1978, с.179.
2. Авторское свидетельство СССР Мг 1006248, кл В 29 С 45/96, 1979.
(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРОВ ПОДШИПНИКОВ
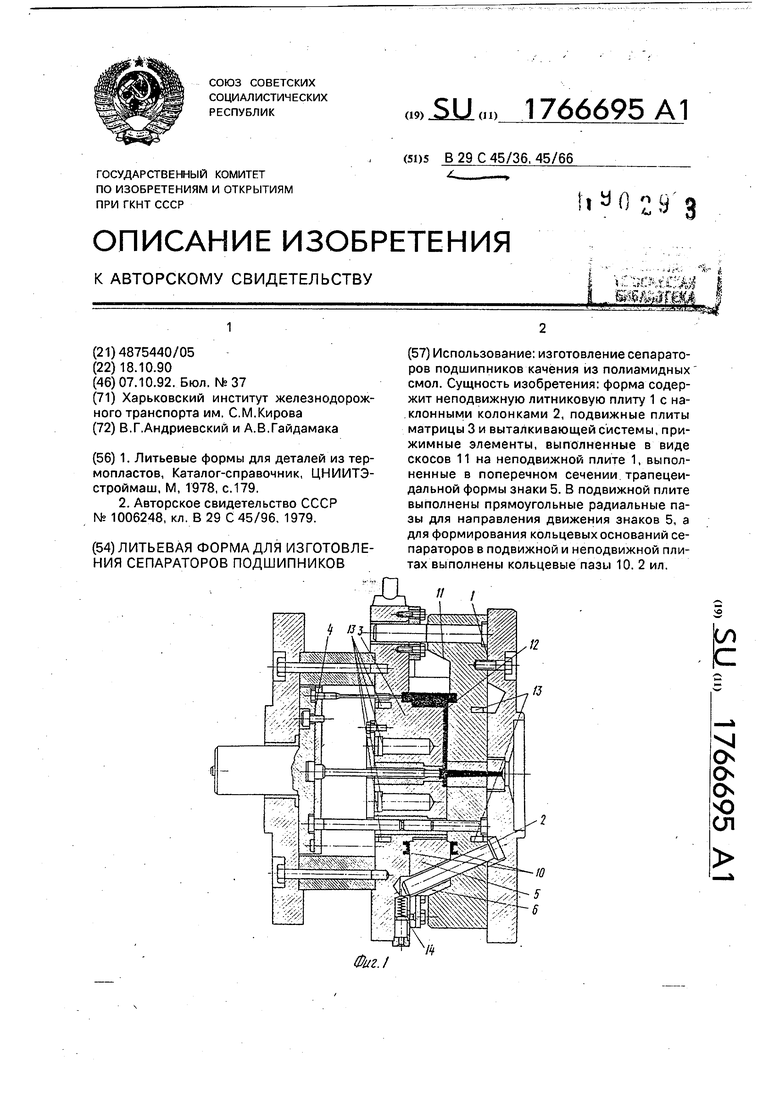
(57) Использование: изготовление сепараторов подшипников качения из полиамидных смол. Сущность изобретения: форма содержит неподвижную литниковую плиту 1 с наклонными колонками 2, подвижные плиты матрицы 3 и выталкивающей системы, прижимные элементы, выполненные в виде скосов 11 на неподвижной плите 1, выполненные в поперечном сечении трапецеидальной формы знаки 5. В подвижной плите выполнены прямоугольные радиальные пазы для направления движения знаков 5, а для формирования кольцевых оснований сепараторов в подвижной и неподвижной плитах выполнены кольцевые пазы 10. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепаратов подшипников качения | 1979 |
|
SU1006248A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650457A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
VI
Os О О Ч)
сл
Фиг I
Изобретение относится к литьевым формам для изготовления сепараторов подшипников качения из полиамидных смол.
Известна литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепараторов подшипников качения, содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижные плиты матрицы и выталкивающей системы, подвижные от наклонных колонок оформляющие отверстия знаки со скосами на торцах и установленные параллельно оси формы в литниковой плите прижимные элементы, взаимодействующие со скосами знаков 1.
Недостатками известной литьевой формы являются погрешности во взаимном положении знаков в процессе литья, когда на них действует большое давление от отливаемой массы, что приводит к снижению качества изделий с большим количеством боковых, отверстий.
Наиболее близкой к изобретению является литьевая форма для изготовления села- раторов подшипников, содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижные плиты матрицы и выталкивающей системы, подвижные от наклонных колонок оформляющие отверстия знаки со скосами на торцах и установленные параллельно оси формы в литниковой плите прижимные элементы, взаимодействующие со скосами знаков с возможностью осевого перемещения и снабженные фиксаторами положения 2,
Недостатком такой формы является высокая точность сопряжения поверхностей отверстий матрицы с оформляющими поверхностями знаков, которая нарушается в процессе эксплуатации литьевой формы от износа трения скольжения движущихся де- талей по неподвижным, особенно от литьевого полимерного стеклонаполненного расплава. Дополнительным недостатком прототипа является сложность конструктивного осуществления прижимного устройства для фиксации знаков.
Цель изобретения - повышение качества полимерных сепараторов при одновременном упрощении конструкции литьевой формы и расширение ее функциональных возможностей.
Сущность изобретения состоит в том, что литьевая форма для изготовления сепараторов подшипников, содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижные плиты матрицы и выталкивающей системы, подвижные от наклонных, колонок оформляющие отверстия сепаратора знаки со скосами на торцах и взаимодействующие со скосами знаков прижимные элементы, отличается от прототипа тем, что прижимные элементы выполнены в виде скосов на не- 5 подвижной плите, знаки выполнены в поперечном сечении трапецеидальной формы, в подвижной плите выполнены прямоугольные радиальные пазы для направления движения знаков, причем в подвижной и
0 неподвижной плитах выполнены кольцевые пазы для формирования кольцевых оснований сепаратора.
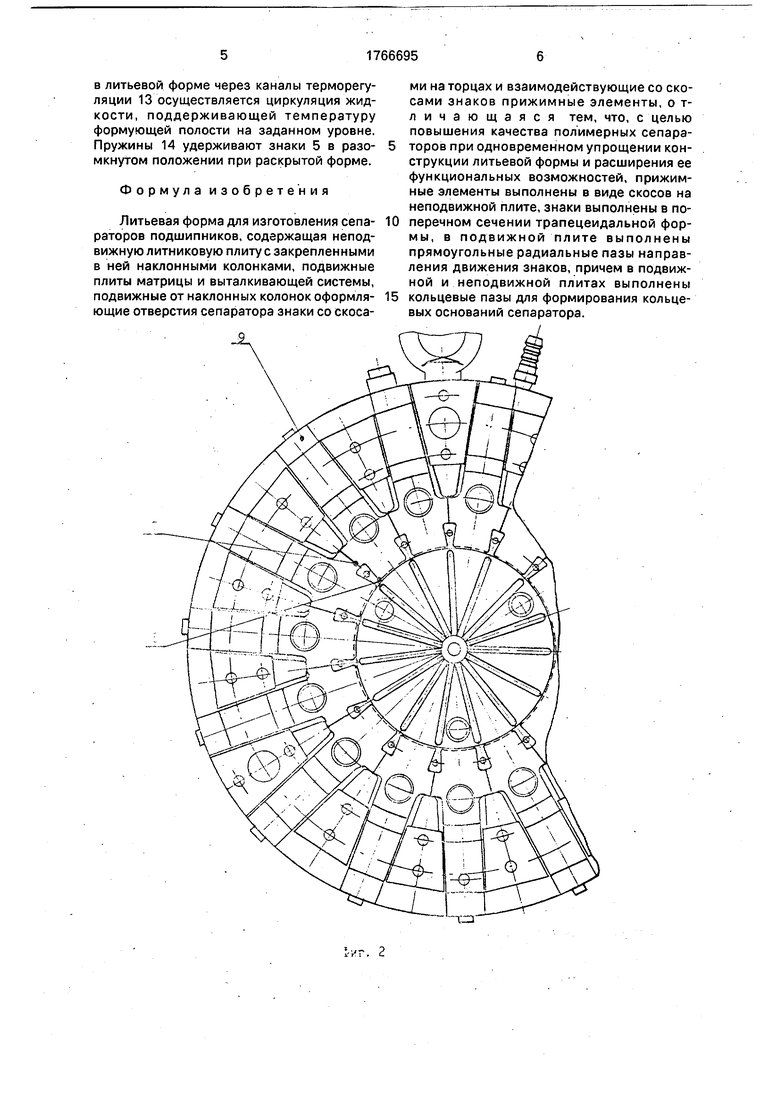
На фиг.1 изображена предлагаемая литьевая форма (в сечении); на фиг.2 - то же,
5 вид сверху (со снятой литниковой плитой).
Предлагаемая литьевая форма содержит неподвижную литниковую плиту 1 с закрепленными в ней наклонными колонами 2, подвижные плиты матрицы 3 и выталкива0 ющей системы 4, подвижные от наклонных колонок 2 оформляющие отверстия сепаратора знаки 5 со скосами 6 на торцах, знаки 5 в поперечном сечении выполнены трапецеидальной формы 7 с формующей поверх5 ностью сложной геометрической формы 8 тела качения, прямоугольные радиальные пазы 9 для направления движения знаков 5, кольцевые пазы 10 для формирования кольцевых оснований сепаратора, прижимные
0 элементы, выполненные в виде скосов 11 на неподвижной плите 1 для контактирования со скосами 6 знаков 5 и прижима их к матрице 3, точечный литник 12, каналы терморегуляции 13, пружины 14, фиксирующие
5 разомкнутое положение знаков 5.
Предлагаемая литьевая форма для изготовления полимерных сепараторов работает следующим образом.
При смыкании литьевой формы под
0 действием скоса 11 на литниковой плите 1 происходит плотный прижим к матрице 3 взаимодействующих с ним скосов 6 на знаках 5 при одновременном плотном прижиме знаков 5 друг с другом своими трапецеи5 дальными частями 7, а также плотном прижиме всех знаков в осевом направлении плитами формы. После этого подают полимерный материал, который, обтекая сложную геометрию формующих поверхностей 8
0 знаков 5, образует сепаратор. После выдержки литьевую форму размыкают, при этом знаки 5 выходят из контакта с поверхностью скоса 11 и получают возможность радиального перемещения в пазах 9 под действием
5 наклонных колонок2.После полного выхода знаков 5 происходит выталкивание отлитого сепаратора и литника выталкивающей системой 4 с их отделением друг от друга благодаря отламыванию точечного литника 12.
В процессе литья полимерных сепараторов
в литьевой форме через каналы терморегуляции 13 осуществляется циркуляция жидкости, поддерживающей температуру формующей полости на заданном уровне. Пружины 14 удерживают знаки 5 в разомкнутом положении при раскрытой форме.
Формула изобретения
Литьевая форма для изготовления сепараторов подшипников, содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками, подвижные плиты матрицы и выталкивающей системы, подвижные от наклонных колонок оформляющие отверстия сепаратора знаки со скоса0
5
ми на торцах и взаимодействующие со скосами знаков прижимные элементы, о т- личающаяся тем, что, с целью повышения качества полимерных сепараторов при одновременном упрощении конструкции литьевой формы и расширения ее функциональных возможностей, прижимные элементы выполнены в виде скосов на неподвижной плите, знаки выполнены в поперечном сечении трапецеидальной формы, в подвижной плите выполнены прямоугольные радиальные пазы направления движения знаков, причем в подвижной и неподвижной плитах выполнены кольцевые пазы для формирования кольцевых оснований сепаратора.
1ГГ
