Изобретение относится к оснастке для переработки пластмасс, в частности к литьевым формам для изготовления полимерных изделий методом литья под давлением.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу с задержками литника, подвижную полуформу, плиту сброса и литниковую плиту, связанную с плитой матриц, и снабжена упорами, закрепленными на плите сброса и литниковой плите.
Недостатком данной формы является сложность конструкции, а также ненадежность работы.
Известна также литьевая форма для изготовления полимерных изделий, содержащая неподвижную плиту с задержками литников, связанную тягами с плитой съема литников, установленную с возможностью ограниченного перемещения относительно плиты съема литников, литниковую плиту, плиту матрицы, основание, опорную плиту, выталкивающую систему, размещенные в
неподвижной плите колонки и установленные в литниковой плите направляющие втулки для колонок.
Недостатком литьевой формы взятой является ненадежность ее работы в результате отсутствия фиксации литниковой плиты в раскрытом состоянии формы.
Цель изобретения - повышение надежности формы в работе.
Поставленная цель достигается тем, что в литьевой форме, содержащей неподвижную плиту с задержками литников, связанную тягами с плитой съема литников, установленную с возможностью ограниченного перемещения относительно плиты съема литников литниковую плиту, плиту матрицы, основание, (уКГг1Лй1ГуГв ытал- кивающую систему, размещенные в неподвижной плите колонки и установленные в литниковой плите направляющие втулки для колонок, направляющая втулка выполнена с возможностью захода ее нижней части в плиту матриц и снабжена раздельно
&
Ё
1 00
о
о о
расположенными на ее нижней части штифтами и упором, а плита матриц снабжена замковой втулкой с пазом на внутренней поверхности для взаимодействия со штифтами и аксиально подвижным относительно направляющей втулки кольцом с продольным пазом для захода упора.
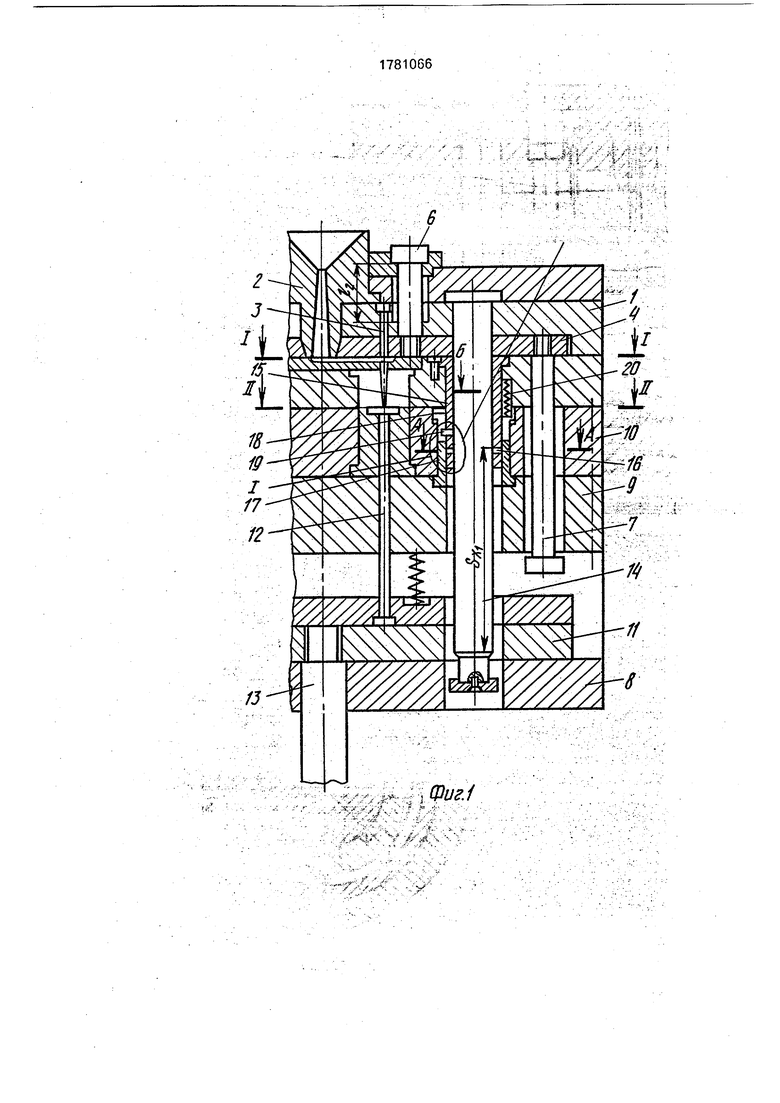
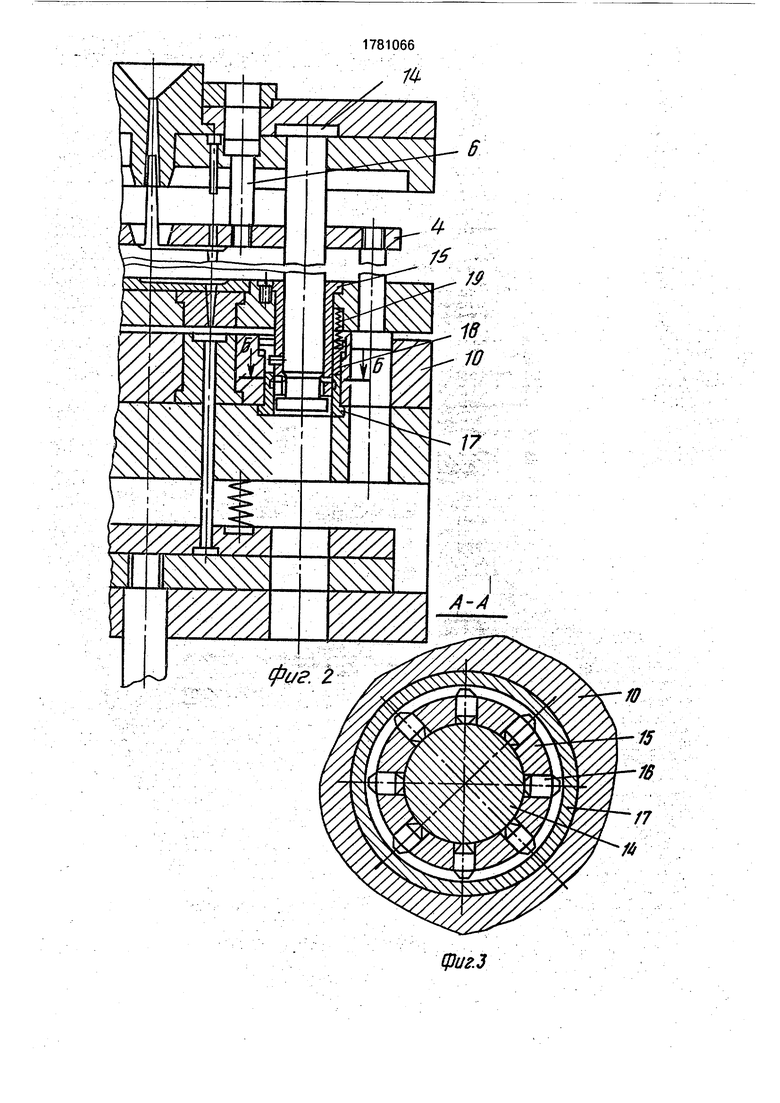
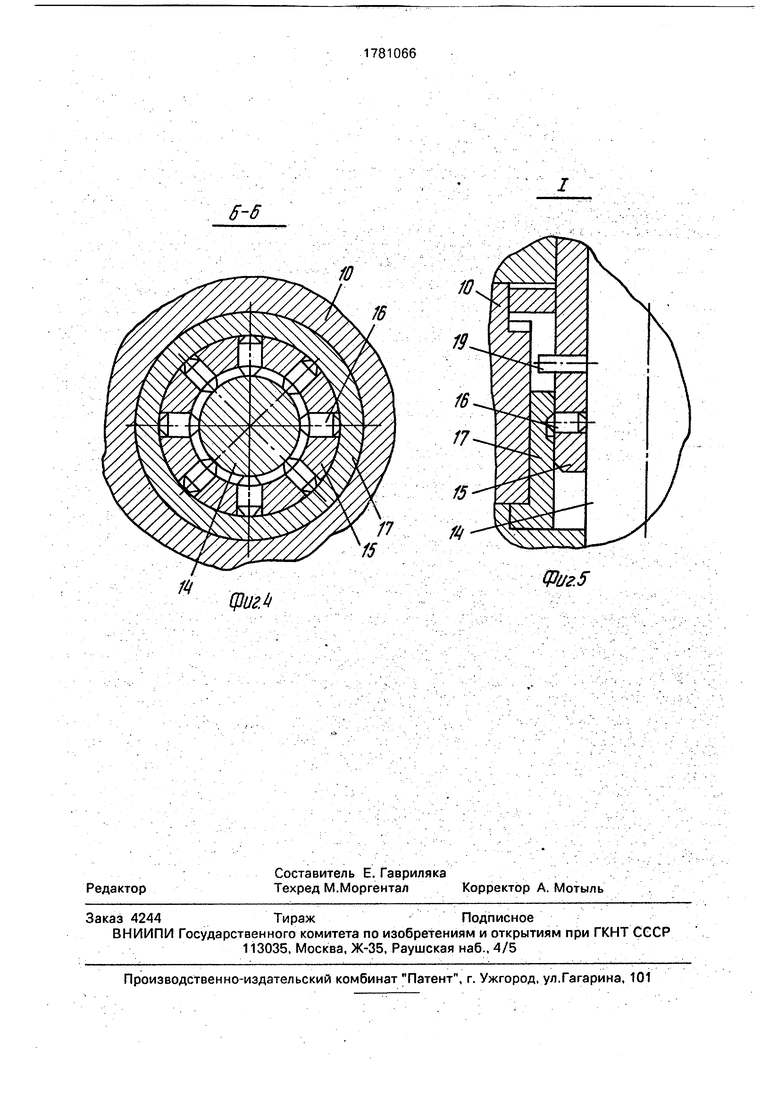
На фиг.1 представлен общий вид формы; на фиг.2 - общий вид при раскрытии формы; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - узел I на фиг.8.
Форма состоит из неподвижной плиты 1 с жестко закрепленными на ней литниковой втулкой 2 и задержками литников 3 и связанные с ней последовательно плиту съема литников 4 и литниковую плиту 5 при помощи тяг 6 и 7, подвижное основание 8 с закрепленной на нем плитой 9 и плитой матрицы 10, размещенную между ними выталкивающую систему, включающую выталкивающие плиту 11с выталкивателем 12 и хвостовиком 13 и механизмом сцепления плиты с оформляющим элементом с литниковой плитой 5, который выполнен в виде колонки 14, закрепленной в неподвижной плите 1 и втулки 15, установленной в литниковой плите 5, при этом в отверстиях во втулке 15 размещены штифты 16, взаимодействующие с пазом замка 17, размещенного в плите матрицы 10, о торец которого опирается кольцо 18, имеющее возможность перемещения по наружному диаметру втулки 15 до упора 19, размещенного в ней. Пружины 20 находятся в пазах литниковой плиты 5 и кольца 18.
Работа пресс-формы осуществляется в следующей последовательности.
После впрыска полимерного материала и технологической выдержке форма раскрывается по плоскости 1-1 за счет принудительного отвода литниковой плиты 5 механизмом сцепления, который работает следующим образом. Колонка 14, втулка 15 я вляются направляющими узлами для литниковой плиты 5 и одновременно они с замком 17 служат для отвода литниковой плиты 5 в крайнее левое положение при размыкании формы, а именно: усилие от подвижной части литниковой формы передается на литниковую плиту 5 через замок 17с пазом, с которым взаимодействуют штифты 16, находящиеся в отверстиях втулки 15, последняя крепится к литниковой плите 5. При этом впускные литники извлекаются из литниковой плиты 5, когда тяга 7 упирается своим буртом в литниковую плиту 5, плита съема литников 4 отходит от неподвижной плиты 1, происходит извлечение центрального
литника из литниковой втулки 2 и сброс литниковой системы с задержек 3. а тяга 6 упирается буртом в неподвижную плиту 1. К этому моменту подвижная часть формы отходит на величину хода, равному Sx и штифты 16 утапливаются в проточку на колонке 14 и силовое замыкание литниковой плиты 5 с подвижной частью литьевой формы заканчивается. Далее начинается размыкание ее по основной плоскости разъема
П-П и кольцо 18 под действием пружин 20 перемещается по наружному диаметру втулки 15 и перекрывает ее отверстие со штифтами 16. Плита матрицы 10 фиксируется в крайнем левом положении. Штифт
16, закрепленный во втулке 15, ограничивает ход кольца 18. Затем хвостовик 13 взаимодействует с неподвижным упором термопластавтомата (на чертеже не показаны). Выталкивающие плиты 11с выталкивателем 12 останавливаются относительно продолжающей перемещение подвижной части формы и выталкивают изделие из плиты матрицы 10. При смыкании формы все действия происходят в обратном порядке.
Формула изобретения Литьевая форма для изготовления полимерных изделий, содержащая неподвижную плиту с задержками литников, связанную тягами с плитой съема литников, установленную с возможностью ограниченного перемещения относительно плиты съема литнико вую плиту, плиту матриц,
основание, опорную плиту, выталкивающую систему, размещенные в неподвижной плите колонки и установленные в литниковой плите направляющие втулки для колонок, отличающаяся тем, что, с целью
повышения надежности формы в работе, направляющая втулка выполнена с воз- можност(ю захода ее нижней части в плиту матриц и снабжена радиально расположенными на ее нижней части штифтами и
упором, а плита матриц снабжено замко вой втулкой с пазом на внутренней поверхности для взаимодействия со штифтами и аксиально подвижным относительно направляющей втулки кольцом с продольным пазом
для захода упора.
7 /, v%-V
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1987 |
|
SU1435470A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма | 1973 |
|
SU494269A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1224156A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
Использование: при переработке пластмасс в литьевых формах с целью повышения надежности формы в работе. Сущность изобретения: Форма содержит неподвижную плиту, плиту матриц, литниковую плиту с направляющей втулкой, которая выполнена с возможностью захода ее нижней части в плиту матриц и снабжена радиально расположенными штифтами и упором. Плита матриц снабжена замковой втулкой с пазом на внутренней поверхности для взаимодействия со штифтами и аксиально подвижным относительно направляющей втулки кольцом с продольным пазом для захода упора. 5 ил.
рпфr
f/
/7
#
фиг.З
Фиг.5
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| Солесос | 1922 |
|
SU29A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
