2. Форма по п.1,отличающая с я тем, что, с целью увеличения гнездности, направляющий паз для размещения ползуна выполнен в плите предварительного выталкивания со стороны основания, а в основании
закреплены упоры, взаимодействующие с ползуном, причем хвостовик жестко связан с плитой окончательного выталкивания и снабжен скосом взаимодействующим с ползуном.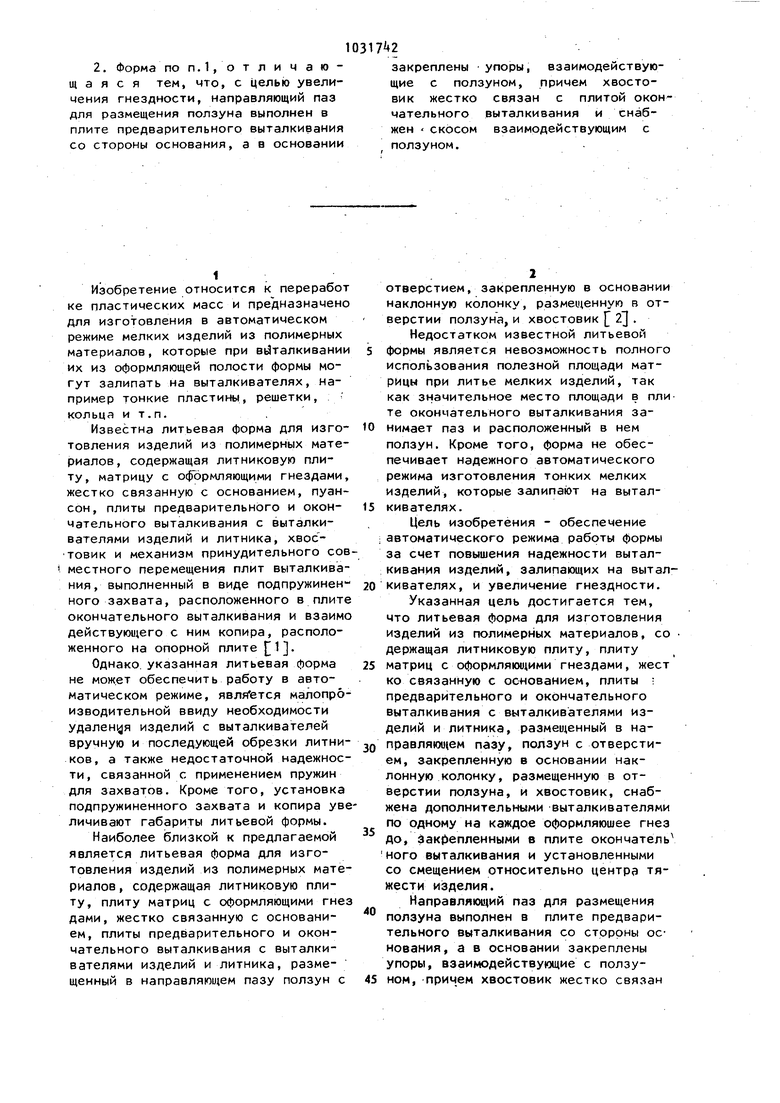

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500494A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая литниковую плиту, плиту матриц с оформляющими гнездами жестко связанную с основанием, плиты предварительного и окончательного выталкивания с выталкивателями изделий и литника, размещенный в направляющем пазу ползун с OTBepctMeM, закрепленную в основании наклонную колонку, размещенную в отверстии ползуна, и хвостовик, отличающаяся тем, что, с целью обеспечения автоматического режима работы формы за счет повышения надежности выталкивания изделий, залип ющих на выталкивателях, она снабжена дополнительными выталкивателями по. одномуна каждое оформляющее гнездо, закрепленными в плите окончательного выталкивания и установленными со , смещением относительно центра тяжести изделия.
Изобретение относится к переработ ке пластических масс и предназначено для изготовления в автоматическом режиме мелких изделий из полимерных материалов, которые при выталкивании их из оформляющей полости формы могут залипать на выталкивателях, например тонкие пластины, решетки, : кольца и т.п.
Известна литьевая форма для изготовления изделий из полимерных материалов , содержащая литниковую плиту, матрицу с оформляющими гнездами, жестко связанную с основанием, пуансон, плиты предварительного и окончательного выталкивания с выталкивателями изделий и литника, хвостовик и механизм принудительного совместного перемещения плит выталкивания, выполненный в виде подпружиненного захвата, расположенного в плите окончательного выталкивания и взаимо действуюи его с ним копира, расположенного на опорной плите 1.
Однако, указанная литьевая форма не мож.ет обеспечить работу в автоматическом режиме, является малопроизводительной ввиду необходимости удаления изделий с выталкивателей вручную и последующей обрезки литников, а также недостаточной надежности, связанной с применением пружин для захватов. Кроме того, установка подпружиненного захвата и копира увеличивают габариты литьевой формы.
Наиболее близкой к предлагаемой является литьевая форма для изготовления изделий из полимерных материалов , содержащая литниковую плиту, плиту матриц с оформляющими гнез дами, жестко связанную с основанием, плиты предварительного и окончательного выталкивания с выталкивателями изделий и литника, размещенный в направляющем пазу ползун с
отверстием, закрепленную в основании наклонную колонку, размещенную в отверстии ползуна, и хвостовик 2 .
Недостатком известной литьевой формы является невозможность полного использования полезной площади матрицы при литье мелких изделий, так как значительное место площади в пли те окончательного выталкивания занимает паз и расположенный в нем ползун. Кроме того, форма не обеспечивает надежного автоматического режима изготовления тонких мелких изделий, которые залипают на выталкивателях.
Цель изобретения - обеспечение : автоматического режима работы формы за счет повышения надежности выталкивания изделий, залипающих на выталкивателях, и увеличение гнездности.
Указанная цель достигается тем, что литьевая форма для изготовления изделий из полимерных материалов, со держащая литниковую плиту, плиту
матриц с оформляюи|ими гнездами, жест ко связанную с основанием, плиты ; предварительного и окончательного выталкивания с выталкивателями изделий и литника, размещенный в на0 правляюи4ем пазу, ползун с отверстием, закрепленную в основании наклонную колонку, размещенную в отверстии ползуна, и хвостовик, снабжена дополнительными выталкивателями по одному на каждое оформляющее гнез до, Закрепленными в плите окончатель ного выталкивания и установленными со смещением относительно центра тяжести и;зделия.
Направляющий паз для размещения ползуна выполнен в плите предварительного выталкивания со стороны основания, а в основании закреплены упоры, взаимодействующие с ползуном, причем хвостовик жестко связан
с плитой окончательного выталкивания и снабжен скосом, взаимодействукнцим с ползуном.
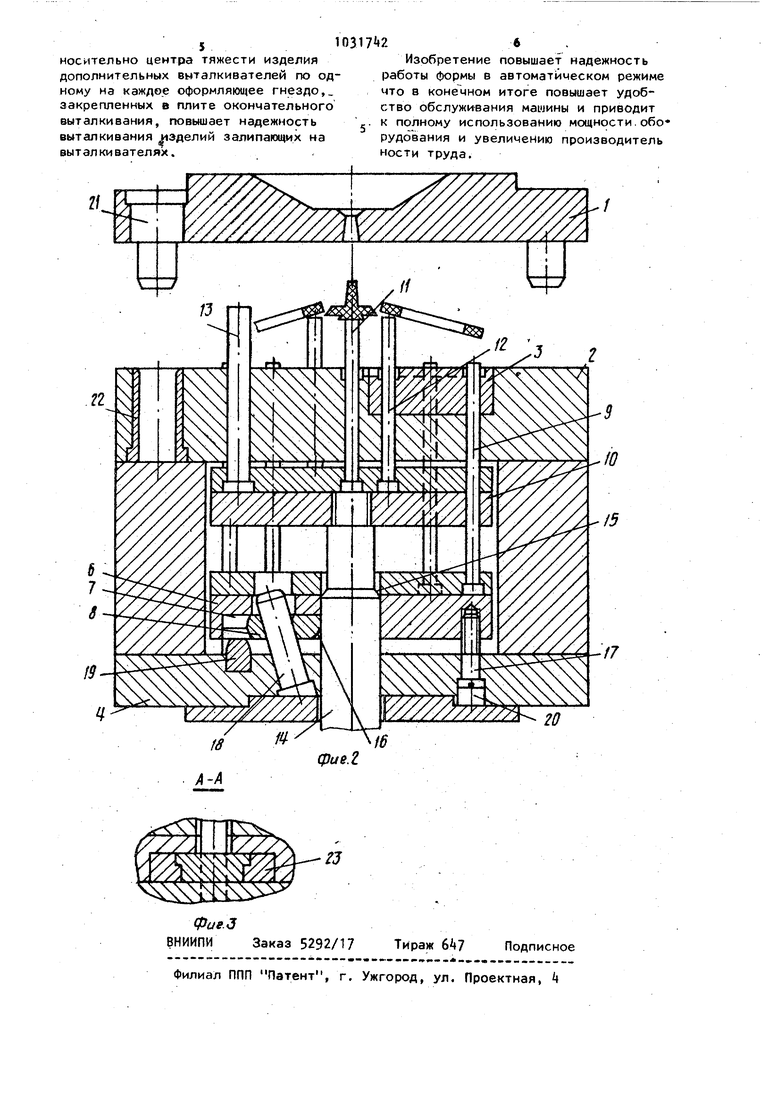
На фиг.1 показана предлагаемая форма в сомкнутом положении, общий вид, разрез; на фиг. 2 - то же, в разомкнутом положении в момент выталкивания изделий; на фиг. 3 - разрез А-А на фиг.1.
Литьевая форма для изготовления I изделий из полимерных материалов содержит неподвижную плиту 1 с литниковой системой, плиту матриц 2 с оформляюи1имигнездами 3, жестко связанную с основанием через опорные плиты 5, плиту 6 предварительного выталкивания с пазом 7 направляющим в котором установлен ползун 8 с отверстием, выталкиватели 9, изделия, плиту 10 окончательного выталкивания с жестко закрепленными на ней выталкивателем t1 литника и дополнительным выталкивателем 12 изделий, контротолкателем 13 и хвостовиком Н, имеющим скосы 15. Ползун 8 снабжен скосом 16. Плита 6 предварительного выталкивания снабжена ограничителями 17. В основании жестко закреплены наклонные колонки 18 и упоры 19 и выполнены отверстия 20 для размещения ограничителей 17. В неподвижной плите 1 жестко закреплены направляющие колонки 2 1 , а в плите матриц - направляющие втулки 22. В направляющем пазу 7 жестко установлены направляющие 23, а ползун 8 снабжен соответствующим Т-обрадным выступом. Высота d отверстия 20 превышает на 1,5 мм высоту изделия, а угол наклона колонки 18 выбирается конструктивно.
Литьевая форма работает следующим образом.
После заливки полимерного материала в полость формы и охлаждения полимера форму раскрывают. При этом подвижная часть литьевой формы отходит от неподвижной плиты 1 с литниковой системой на заданное расстояние, после чего хвостовик 1 упирается в упор литьевой машины, в результате чего плита 6 предварительного выталкивания и плита 10 окончательного выталкивания останавливаются, а подвижная часть литьево формы, состоящая из плиты матриц 2 с оформляю1цим гнездом 3, основания А и опорных плит 5, прохожает движение. Выталкиватели 9, 1 и 12 выталкивают изделия и литник из офорляющего гнезда 3- Одновременно пол зун 8, взаимодействуя с наклонной KOI лонкой 18 при скольжении скоса 15
по скосу 16 плиты 6 предварительного выталкивания, выходит из контакта с хвостовиком 1, перемещается в пазу 7, по направляющим 23, освобождая тем самым плиту 6 предваритель
ного выталкивания от связи с хвос товиком 1. При этом ограничители 17 перемещаясь по отверстию 20 упираются в их края и жестко связанная с ними плита 6 предварительного выталкивания начинает опять двигаться вместе с подвижной частью литьевой формы.. . . ,
В момент соприкосновения ограничителей 17 с краями отверстия 20 изделие оказывается вытолкнутым на расстояние, превышающее их высоту -в. При дальнейшем движении подвижной части литьевой формы выталкиватели
9 также движутся и при этом появляется зазор между ними и изделиями, а выталкиватели П и 12 остаются на месте и тем самым увеличивают рассто яние между оформляющим гнездом 3 и
изделием. При этом за счет смещения выталкивателя 12 относительно центра тяжести изделия, последнее падает с выталкивателя 12, а литник открывает ся от выталкивателя 11. Такое конструктивное решение выталкивания изделий обеспечивает работу формы в надежном автоматическом режиме. После освобождения формы от изделий форму закрывают, при этом центрирование ее частей осуществляется с помощью направляющих колонок 21 и втулок 22-, Посадка плит предварительного и окончательного выталкивания обеспечивается посадочными шпильками а ползун 8 перемещаясь по наклонной колонке
18, доходит до упора 19 и своим скосом 16 входит в соприкосновение со скосом 15 хвостовика 1. В закрытую форму производят впрыск полимерного материала. Далее цикл повторяется.
Выполнение паза 7 в плите 6 предварительного выталкивания со стороны основания дает возможность установк выталкивателей 9 по всей ее плои(ади, что позволяет максимально использовать полезную плснцадь матрицы, т.е. увеличить гнездность формы, а установка со смещением от
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма с двухступенчатым выталкиванием изделий | 1976 |
|
SU582979A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Солесос | 1922 |
|
SU29A1 |
