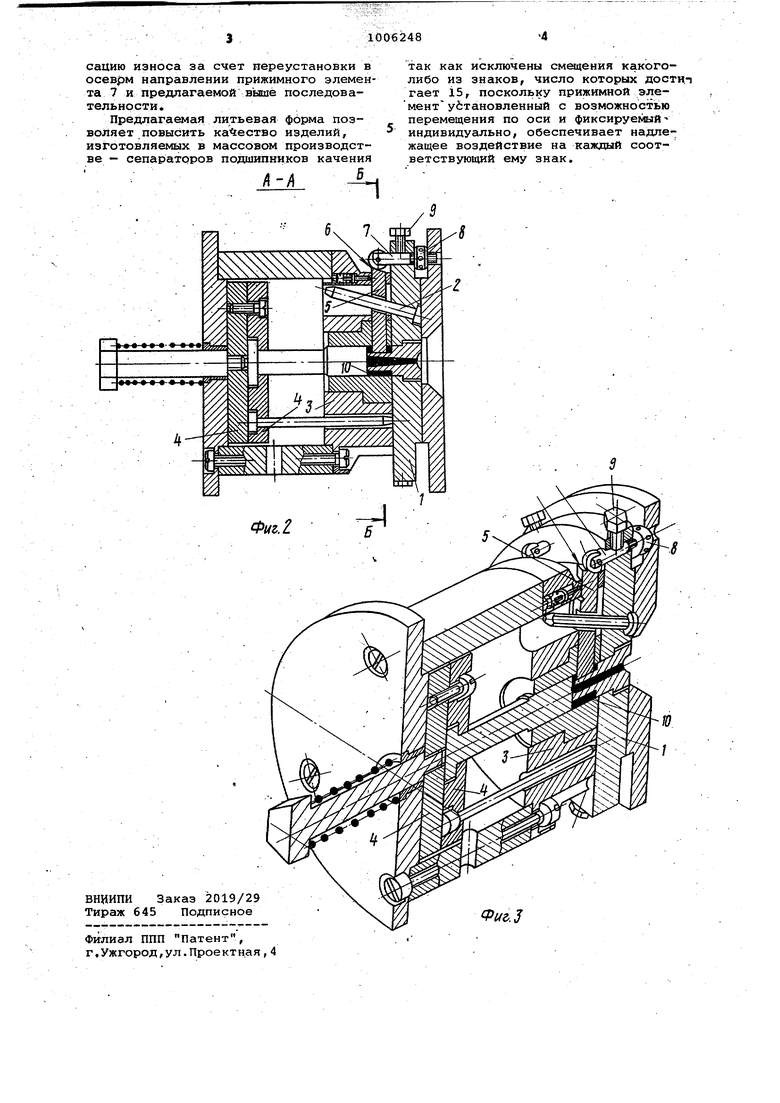
Изобретение относится к литью под давлением пластмассой может быть использовано при литье - еепаратоЕрв под шипников качения из полиамидных смол Изйестна литьевая форма для изготовления изделий с боковыми отверсти ями, преимущественно сепараторов под шипников качения, содержащая неподвижную литниковую йлиту и подвижные плиты матрицы и толкателя и расположенные в плите матрицы формирующие окна знаки., каждый из которых имеет скос на торце, взаимодействующий с соответствующим механизмом прижима, установленным в литниковой плите, причем каждый механизм прижима выполнен в виде шарика, подрессоренного вкладышем,имеющего возможность перемещения в перпендикулярном оси пресс-формы направлении 13 В данной форме необходим механизм прижима, отдельный для каждого знака, чтобы компенсировать неточности изготовления, но качество отливаемых сепараторов Подшипников качения нестабильно. Имеют место подливы отливаемой массы под знак ввиду нежесткости механизма прижима, включающего резиновый вкладыш. Имеет место также ненадежность работы лить евой формы из-за высоких нагрузок через шарик на резиновый вкладыш, вызывающих смятие последнего. Наиболее близкой к изобретению яв ляется литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепараторов под шипников качения, содержащая неподвижную литниковую тлиту с закрепленными в ней наклонными колонками, под вижные плиты матрицы и выталкивающей системы, подвижные от наклонных колонок оформляющие отверстия знаки со скосами на торцах и установленные параллельно оси формы в литниковой плите прижимные элементы, взаимодействующие со скосами знаков . Недостатками известной литьевой формы являются погрешности во взаимном положении знаков в процессе лить когда на них действует большое давле ние от отливаемой мАссы,что приводит к снижению качества изделий с больши количеством боковых отверстий. Целью изобретения является повыше ние качества изделий за счет уменьшения погрешностей во взаимном положении знаков. Указанная цель достигается тем, что в форме, Содержащей неподвижную литниковую плиту с закрепленныгш в ней наклонными колонкадии, подвижнью плиты матрицы и выталкивающей системы, подвижные от наклонных колонок оформляющие отверстия знаки со скосами на торцах и установлен ные парал лельно оси формы в литниковой плите прижимные элементы, взаимодействующие со скосами знаков, прижимной 31лемент установлен в литниковой плите с возможностью осевого перемещения и снабжен фиксатором положения. На фиЗ. 1 изображена форма в сомкнутом состоянии по плоскости расположения знаков, поперечный разрез; на фиГр 2 - разрез А-А на фиг. 1; на фиг. 3 - форма в сомкнутом состоянии в изометрии. Литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепараторов подшипников качения содержит неподвижную литниковую плиту. 1 с закрепленными в ней наклонными колонками 2, подвижные пли-, ты матрицы 3 и выталкивающей системы 4, подвижные от наклонных колонок 2, оформляющие отверстия знаки 5, со скосами 6 на торцах и установленные параллельно оси формы в литниковой плите 1, прижимные элементы 7,вза- , имодействующие. со скосами б знаков 5. Каждый прижимной элемент 7 установлен в литниковой плите 1 с возможностью осевого перемещения посредством хвостовика с резьбой и гайки 8 и снабжен фиксатором поло- женил в виде болта 9. Литьевая форма перед работой налаживается следующим образом. Освобождают болты 9, вращением гаек 8 отводят в крайнее положение прижимные элементы 7,после чего прог изводят смыкание литьевой формы, при этом знаки 5 предварительно ус- . танавливаются. Затем производят осевое перемещение каждого прижимного элемента 7 гайкой 8 до контакта со скосом 6 соответствующего знака 5 и производят натяг гайкой 8, чем обеспечивается плотный прижим знака 5. После этого каждый прижимной элемент 7 фиксируют болтом 9. Литьевая форма работает следующим образом. При смыкании литьевой формы под действием каждого из прижимных элементов 7 происходит плотный прижим взаимодействующего с ним скосом 6 знака 5, после чего подают полимерный материал, отливную массу (полиамидную .смолу) . После выдержки литьевую форму размыкают, при этом знаки 5 выходят .из контакта с прижимными элементами и получают возможность радиального перемещения в процессе отвода плиты матрицы 3, затем, после полного выхода знаков под действием наклонных .колонок 2 происходит выталкивание отливного изделия 10 (сепаратора) выталкивающей системой 4. При. подработке (износе) контактирующих поверхностей знаков 5 и прижимных элементов 7 производят компен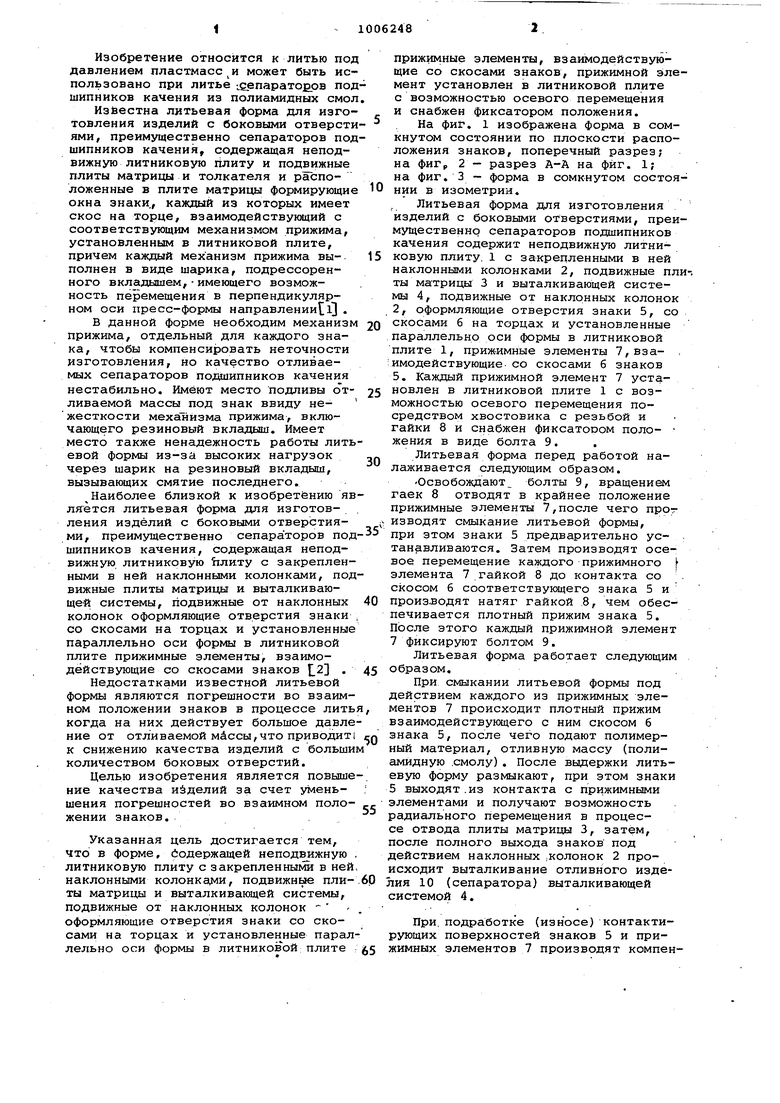
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления сепараторов подшипников | 1990 |
|
SU1766695A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Форма для изготовления изделий из пластмасс | 1985 |
|
SU1310237A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТО ЛЕНИЯ ИЗДЕЛИЙ С БОКОВЫМИ ОТВЕРСТИЯ МИ,ПРЕИМУЩЕСТВЕННО СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ,содержащая неподвижную литниковую плиту с закрепленными в ней наклонными колонками,подвижные плиты матрицы и выталкивающей системы., подвижные от наклонных колонок / оформляющие отверстия знаки со скоса ми на торцах и установленные п раллельно оси формы в литниковой плите прижимные элементы,взаимодействукщие со скосами знаков,о т л и ч а ю щ ая с я тем, что, с целью повышения качества изделий за счет .уменьшения погрешностей во взаимном по- ложении знаков, прижимной элемент установлен в литниковой плите с возможностьЮОсевого перемещения и снабжен фиксатором положения.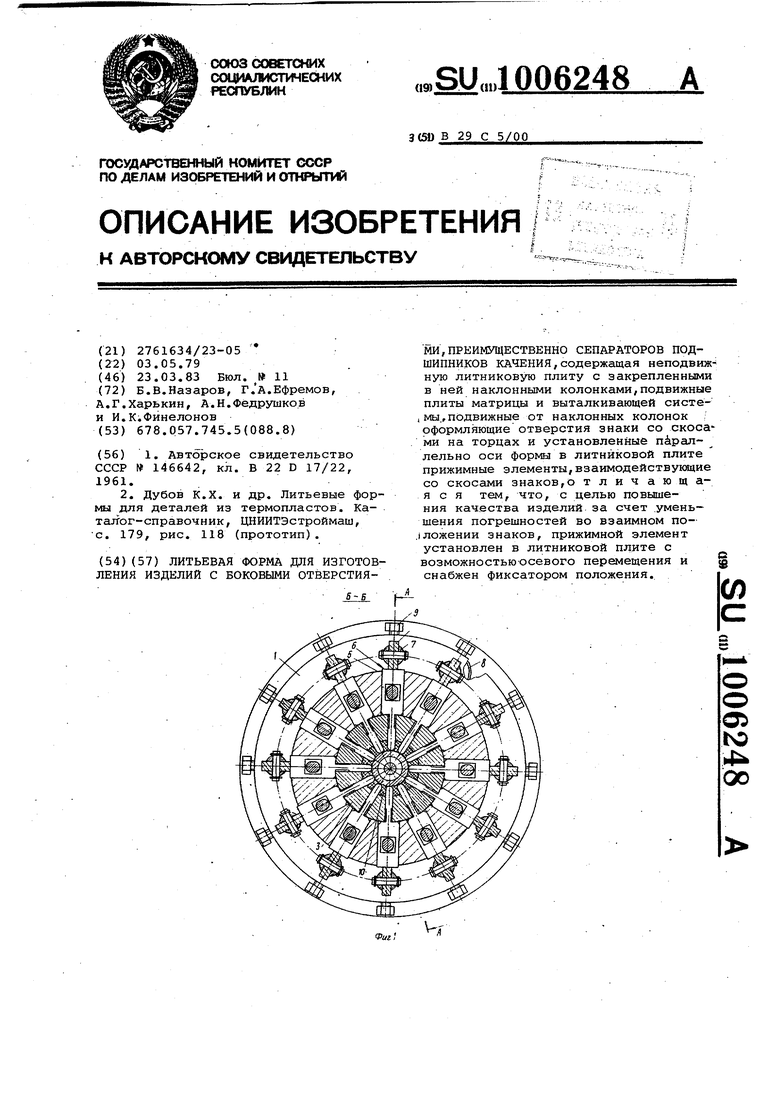
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воздушный сепаратор | 1961 |
|
SU146642A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Литьевые фо мы для деталей из термопластов | |||
| Ка Tajfor-справочник, ЦНИИТЭстроймаш, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
