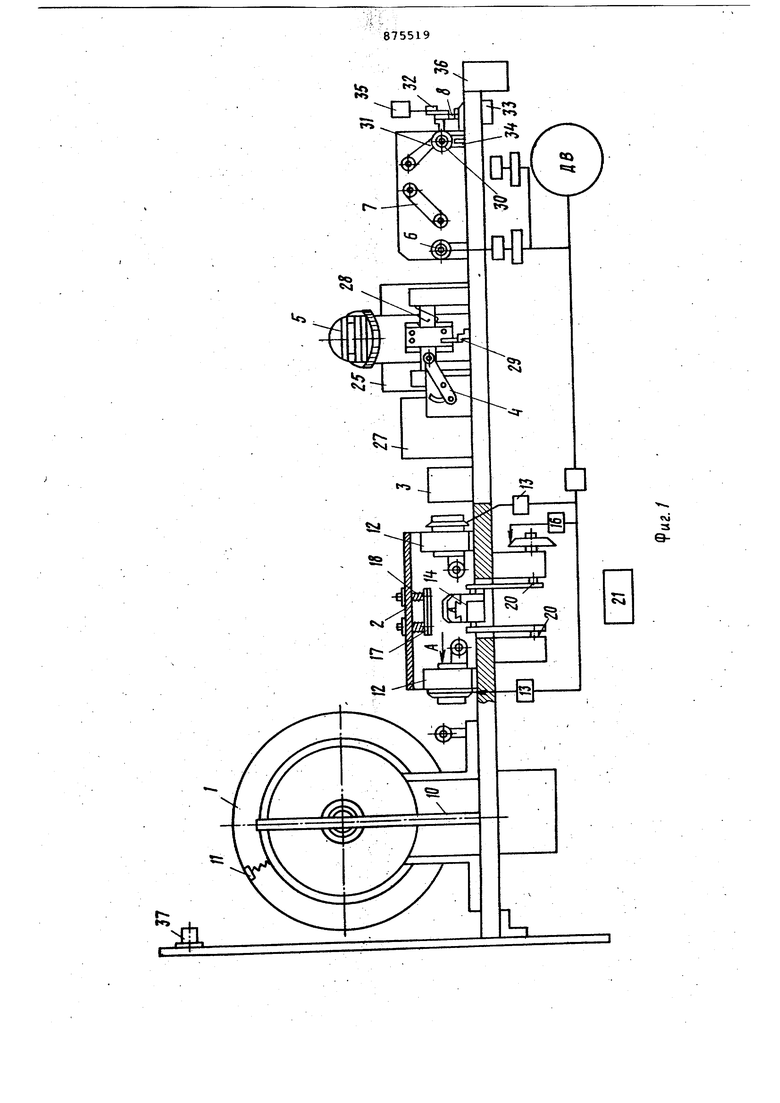
(5) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОНТАЖНЫХ Изобретение относится к технологическому оборудованию для заготовки монтажных проводов и может быть использовано в радиоэлектронной и электротехнической промышленностях. Известен автомат для изготовления монтажных проводов, содержащий отдающую катушку, устройства для обжига снятия изоляции и лужения, устройство для отмера длины провода, механизм подачи провода, отрезное устройство Однако этот автомат имеет сложную конструкцию механизма перемещения , выполненного в виде дву параллельных дисков со штырями, каретки, размещенной между дисками, кулачка и, в связи с наличием большо го числа деталей и их конструктивного размещения, большие габариты и большую массу, недостаточно широкие диапазоны сечений и длин обрабатываемых проводов, так как зачистка проводов малого диаметра невозможна из-за отсутствия продольного обжига изоляции в предлагаемом месте его снятия, в результате чего усилия, возникающие при снятии изоляции- с проводов .малого диаметра путем механического отрыва превышают прочность ПРОВОДОВ этих проводов, длина мерной резки ограничена за счет взаимного размещения каретки и дисков со штырями для раскладки провода. Цель изйбретения - расширение технологических возможностей устройства, повышение качества изготавливаемых проводов, уменьшение габаритов . Поставленная цель достигается тем, что автомат снабжен электронным блоком управления, к выходу которого подключены устройства для обжига, снятия изоляции и лужения провода, а ко входу - устройства для отмера длины провода и отрезное, накопителем провода, установленным между устройствами для лужения и отрезным/ стопорным механизмом, расположенным на отдающей катушке и подключенным к выходу электронного блока управления, и контактным зажимом, расположенным на отдающей катушке и подключенным ко входу электронного блока управления. При этом устройство для обжига и снятия изоляции выполнено в виде двух параллельно расположенных роликов , снабженных приводами вращения в плоскости, перпендикулярной их осям/ расположенного между роликами Основания с выступом и с размещенным на нем П-обраэным обжигным элементом и снабженного приводом его перемещеНИН перпендикулярно проводу, и прижи ной подпружиненной планки, расположе над основанием. Кроме того, отрезное устройство выполнено в виде направлякяцего ролика с электрическим контактом, подключенныМ ко входу электронного блок управления. Кроме того, автомат снаб жен дополнительным накопителем провода, установленным между устройствами для обжига, снятия изоляции и лужения и выполнен в виде двух направляющих роликов и подвижной каретки с роликом, расположенной между ними. На фиг. 1 изобрг1жен автомат, общий вид; на фиг. 2 - структурная схема соединения электронного блока управления с исполнительными -механизмами; на фиг. 3 - устройство обжига и снятия изоляции, разрез; на фиг. 4 - вид А на фиг. 1; на фиг.5 дополнительный накопитель провода/ на фиг. 6 - устройство для лужения провода; на фиг. 7 - механизм подачи провода, накопитель провода и отрезное устройство. Автомат для изготовления монтажных проводов содержит отдающую катушку 1 и последовательно установлен ные устройства 2 для обжига и снятия изоляции, дополнительный накопитель провода, устройство 4 для отмера дли ны провода, устройство 5 для лужения механизм б подачи провода, накопитель 7 провода, отрезное устройство 8 и электронный блок 9 управления (фиг. 2). Причем, отдающая катуижа выполнена со стопорным механизмом 10 и контактным зажимом 11. Устройство 2 для обжига и снятия изоляции выполнено в виде двух параллельно расположенных роликов 12, снабженных при ёодами 13 вращения в плоскости перпендикулярной их осям расположенного между роликами 12 основания 14 с выступом .Ане размещанным на нем П-образньм обжигным элементен 15 и снабженного приводом егр перемещения перпендикулярно пров 7ду и подпружиненной планки 17 с нап равляющими 18 и регуляго{х м 19 усилия прижима (-фиг. 3). Для nepeMetoeния подвижного основания 14 служат два параллельных водила 20, одно из которых связано с приводам 16. пол устройством 2 обжига я снятия изоляции находится бункер 21 под снятую изоляцию. Дополнительный накопитель 3 ,провода выполнен в виде двух направляю щих роликов 22 и подвижной каретки с роликом 23, .расположенной между ними фиг. 5) я установлен между уст ройствсми для обжига и снятия изоляции и лужения. Устройство 5чдля лужения (фиг. 6). выполнено в виде двух, установленных параллельно оси вращения отдающей катушки I, поворотных дозаторов: 24 - под раствор флюса и 25 - под расплав олова, с соответствующими им поворотными электромагнитгми 26 и 27. Оси вращения дозаторов 24 и 25 снабжены возвратной пружиной 28 на фиг А. показана одна пружина}, а между ними установлен микропереключатель 29. Отрезное устройство 8 выполнено в виде направляющего ролика 30 с электрическим контактом 31, прижимаивдим провод к рабочей поверхности направлякнцего ролика 30, и гильотины 32 с электромагнитом 33, которая через стопор 34 связана с направляющим роликом 30. Счетчик 35 служит для регистрации количества готовой продукции. Позицией 36 обозначен бункер. Для управления работой автомата служит электронный блок 9 управления, к входам которого подключен контактный зажим 11 отдающей катушки 1, устройство 4 для отмера длины провода и электрический контакт .31 отрезного устройства 8, а к выходам - стопорный механизм 10 отдакицей катушки 1, устройство 2 для обжига и снятия изоляции через приводы 13 и 16,, устройство 5 для лужения (фиг. 6) через два поворотных электромагнита 26 и 27 дозаторов 24 и 25 и микропереключатель 29, а отрезное устройство 8 через электромагнит 33 гильотины 32. Автомат заключен в корпус, в котором Ёытяжка вредных газов осуществляется через штуцер 37. Автомат работает следукхцнм образом. Очищенный от изоляции участок провода закрепляют в контактном зажиме 11 и наматывают на отдгиощую катушку 1 .(фиг. 1). Перемещением на необходимую величину каретки с роликом 23 (фиг. 5 устанавливают требуекый размер изготавливаемых монтажных проводов на дополнительном накопителе 3 провода. Провод с отдающей катушки 1 пропускают через вращающиеся ролики 12 устройства .2 обжига и снятия изоляции, сделав вокруг оси вращения каждого из них не менее одного оборота. и через направляющие ролики 22 и ролик 23 каретки накопителя 3 провода подгиот на механизм б подачи провода, сделав вокруг оси; последнего не менее 2-х оборотов. Причем, натянутый провод прижимается к устройству 4 для отмера длины провода. . Далее провод через накопитель 7 провода и направляющий ролик 30 подается на гильотину 32, при этом провод прижимается к рабочей поверхности ролика 30 электрическим контактом 31.
После чего оператор через привод включает устройство 2 обжига и сняти изоляции. Операция обжига и снятия изрляции осуществляется следующим образом. Два параллельных водила 20 (фиг. 3 перемещают подвижное основание 14, в результате чего провод попадает на раскаленный П-образнЫй обжигной элемент 15. Вращение провода вокруг своей оси осуществляют ролики 12, снабженные приводами 13 с коэффициентами передачи редукторов. В результате провод за время своего движения по П-образнЬму обжигнбму элементу 15 обжигается вдоль оси и в двух местах вокруг оси вращения Коэффициенты передачи редукторов приводов 13 подбираются таким образом, чтобы -за время движения провода по П-образному обжигному элементу 15 он сделал вокруг оси не менее 1-го оборота. Подзакрутку жил про:вода осуществляют подбором коэффициентов передач. Далее провод поступает на выступ А, которым обработанный провод прижимается к подпружиненной планке 17 и снимает изоляцию, которая попадает в бункер 21. Далее автомат переходит на автоматический режим работы, осуществляемый электронным блоком 9 управления (-фиг. 2).
Как только оголенный участок провода попадает на устройство 4 для отмера длины провода, вырабатывается сигнал, поступающий в электронный блок 9 управления, и приводящий его в состояние готовности. После прохождения оголенного участка провода чере устройство 4 для отмера длины провода вырабатывается сигнал в электронном блоке 9 управления, поступаняций на стопорный механизм 10 отдаияцей катушки 1, на приводы 13 и 16 устройства 2 обжига и снятия изоляции И на поворотный электромагнит 26 дозатора 24 под раствор . При этом стопорный механизм 10 останавливает отдакадую катушку 1.
Устройство 2 обжига и снятия изоляции осуществляет обжиг и снятие изоляции нового участка провода и одновременно включается в работу устройство 5 для лужения (фиг. 6}, в котором поворотный электромагнит 26 поворачивает дозатор 24 с раствором флюса на оголеннцй участок провода .
Дозатор 24 переключает микропер еключатель 29 и тем самым отключает поворотный электромагнит 26 и подключает поворотный электромагнит 2(7 дозатора 25 под расплав олова. Иод действием возвратной пружины 28 дозатор 24 возвращается на место а. дозатор 25 с расплавом олова под действием поворотного электромагнита 27
поворачивается вокруг своей оси и производит лужение обработанного участка провода. Одновременно дозатор 25 устанавливает микропереключатель 29 в исходное положение, т.е. Ьоворотный электромагнит 27 дозатора 25 выключен. Под действием возвратной пружины 28 дозатор 25 возвращается в исходное положение. Как толко оголенный участок провода поступает на электрический контакт 31 7сигнал поступает в электронный блок 9 управления, который, в свою очередь, выдает сигнал управления на электромагнит 33 гильотины 32 после прохождения оголенного провода через электрический контакт 31 (фиг. Т), В результате гильотина 32 осуществляет мерную резку. Расстояние между направляющим роликом 30 и режущей кромкой гильотины 32 (фиг. 7) подбирается таким образом, чтобы режущая кромка гильотины 32 попадала на середину оголенного участка. Одновременно с сигналом, поступающим на электромагнит 33, происходит остановка направляющего ролнка 30 стопором 34. Для того, чтобы движение провода за время отрезки не прерывалось, применяется накопитель 7 провода, который после остановки направляющего- ролика 30 поднимается вверх и, тем самым выбирает излишек провода, образовавшийся в результате работы механизма 6 перемещения. Мерные отрезки поступают- в бункер 36, количество которых определяется счетчиком 35.
Оператор перед установкой автомата в автоматический режим работы размечает необходимое количество монтажных проводов и вручную осуществляет обжиг и снятие изоляции концов необходимой длины до тех пор, пока оголенный участок не поступит на устройство 4 для отмера длины провода.
С целью увеличения длин обрабат ваемых монтажных проводов возможно применение нескольких накопителей 3 провода.Автомат имеет маленькие габариты по сравнению с известными устройствами данного типа за счет замены громоздкого устройства механизма раскладки проводов в известном устройстве на устройство для отмера длины провода, повысить качество изготовляемых монтажных проводов.за счет улучшения технологических условий лужения (тесный контакт обрабатываемого участка монтажного провода с припоем, снижение шлакообразования/ и расширить технологические возможности устройства путем обеспечения снятия изоляции сширокого ассортимента проводов.
изобретения
f
1. Автомат для изготовления мбн,тажных проводов, содержащий отдающую катушку, устройства для обжига, снятия изоляции и лужения, устройство для отмера длины провода, механизм подачи провода, отрезное устройство, отличающийся тем, чТо, с целью уменьшения габаритов, повышения качества обрабатываемых проводов и расширения технологических воз.можностей, содержит электронный блок управления, к выходу которого подключены устройст,ва для обжига, снятия изоляции и лужения провода, а ко входу - устройства для отмера длины про вода и отрезное, накопитель провода, установленный между устройствами для лужения и отрезным, стопорный механизм, расположенный на отдающей катушке и подключенный к выходу элект ; ронного блока управления, и контакт.ный зажим, расположенный на отдающей катушке и подключенный ко входу элект ронного блока управления. 2. Автомат по п. 1, отличают .и и с я тем, что устройство для Обжига и снятия изоляции выполнено в виде двух парёшлельнр расположенных роликов, снабженных приводами вращения в плоскости, перпендикулярной их осям, расположенного между роликами основания с выступом и с размещенным на нем П-образньв4 обжигным элементом и снабженного приводом его перемещения перпендикулярно проводу, и прижимнойподпружиненной планки, расположенной над основанием. 3.Автомат по п. 1, о т л и ч аю щ и и с я тем, что отрезное устройство выполнено в виде направляющего ролика с электрическим контактом, подключенным ко входу электронного блока управления. 4.Автомат по п. 1, отличающий с я тем, что содержит дополнительный накопитель провода, , установленный между устройствами для обжига, снятия изоляции ;и лужения и выполненый в виде двух направляющих роликов и подвижной каретки с роликом, .расположенной между ними. Источники информации, принятые во внимание при экспертизе .. Авторское свидетельсво СССР (К 576635, кл. Н 02 G 1/12, 1972.
3
О


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Способ зачистки фторопластовой изоляции электрического провода | 1982 |
|
SU1095288A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Устройство для подготовки электри-чЕСКиХ пРОВОдОВ K МОНТАжу | 1979 |
|
SU838846A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU389591A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
| Автомат для обжига изоляции,скручивания жил и резки монтажных проводов | 1966 |
|
SU454626A1 |
| Способ подготовки электрических проводов к монтажу | 1986 |
|
SU1370695A1 |