Изобретение относится к технологии струйной очистки поверхностей изделий и может быть применено, вчастност при очистке от механических и жировых загрязнений изделий, имеющих плоскую форму.
Известен способ очистки изделий, заключающийся в подаче жидкости на очищаемую поверхность и воздействии частиц из упругодеформируемого материала, соударяющихся с этой поверхностью, при этом подачу жидкости на очищаемую поверхность производят частицами, предварительно смачиваемыми этой жидкостью, а после воздействия на поверхность частицы очищаются от продуктов очистки для повторного использования.
Недостатком известного способа является возможность очистки изделий s одном режиме смоченными упругодеформируемы- ми частицами, трудность отделения частиц из упругодеформированного материала
продуктов очистки, снижение качества очистки в результате ухудшения условий процесса выноса загрязнений из зоны очистки, воздействия струй по нормали к очищаемой поверхности, однонаправленного их действия и отсутствия гидродинамического воздействия струй.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ струйной очистки поверхностей изделий, заключающийся в воздействии на последнюю струи сжатого горячего воздуха, подаваемой из сопла, в которую вводят моющую жидкость, а соплу и изделию сообщают относительное перемещение, при этом струя в виде смеси капель жидкости с воздухом воздействует на обрабатываемую поверхность отдельными ударами.
Недостатком известного способа является возможность очистки только в одном
XI
о
00
СО
го ел
режиме смесью капель жидкости с воздухом, т.е. только гидродинамическое воздействие на поверхность изделия, однонаправленное силовое действие капель на очищаемую поверхность.
Целью предлагаемого изобретения является повышение эффективности и качества очистки поверхностей изделий, расширение технологических возможностей.
Поставленная цель достигается тем, что в способе струйной очистки поверхностей изделий, заключающемся в том, что на очищаемую поверхность воздействуют струей смеси капель моющей жидкости с воздухом. а струе и изделию сообщают относительное движение, в качестве моющей жидкости используют ферромагнитную жидкость, вязкость которой в процессе очистим изменяют путем наложения на струю смеси капель жидкости с воздухом, изменяющегося во времени по напряженности .магнитного поля для возможности изменения состояния капель жидкости от жидкого до твердого.
Магнитное поле накладывают в поперечном относительно движения струи направлении с обеспечением его неоднородности в направлении движения струи, а в качестве жидкой составляющей ферромагнитной жидкости используют электропроводную жидкость для обеспечения вращения капель ферромагнитной жидкости относительно оси каждой капли.
Частоту и направление вращения капель в процессе очистки регулируют путем изменения положения оси симметрии неоднородного магнитного поля относительно оси струи.
Отличительными признаками предлагаемого технического решения от прототипа является то, что в качестве моющей жидкости используют ферромагнитную жидкость, вязкость которой в процессе очистки изменяют путем наложения на струю смеси капель жидкости с воздухом, изменяющегося во времени по напряженности магнитного поля для возможности изменения состояния капель жидкости от жидкого до твердого; магнитное по/is накладывают в поперечном относительно движения струи направлении с обеспечением его неоднородности в направлении движения струи, а в качестве жидкой составляющей ферромагнитной жидкости используют электропроводную жидкость для обеспечения вращения капель ферромагнитной жидкости относительно оси каждой капли; частоту и направление вращения капель в процессе очистки регулируют путем изменения положения оси симметрии неоднородного магнитного поля относительно оси струи, что позволяет проводить очистку поверхностей изделий в режимах;
струйная очистка обычными каплями
рабочего агента;
струйная очистка каплями с изменяющейся вязкостью;
струйная очистка монолитными затвердевшими каплями;
струйная очистка вращающимися затвердевшими или упругодеформируемыми каплями с регулированием частоты и направления их вращения,
а также чередованием вышеперечисленных режимов, выбирая длительность и очередность режимов в зависимости от требуемого качества очистки поверхностей.
Среди известных способов имеется решение с применением феррожидкости для
очистки изделий, однако известное решение обладает отличными от предлагаемого свойствами, а именно феррожидкость применяется для образования обтекателя и а конечном итоге для очистки поверхностей
высокоскоростным потоком, а моющая жидкость, прокачиваемая через зазор между поверхностью изделия и обтекателем,не является феррожидкостью. Предлагаемое решение обладает иными свойствами.
Очистка осуществляется распавшимися на капли струями феррожидкости, прикладываемое магнитное поле позволяет менять свойства этой жидкости и вести очистку в режимах затвердевшими, упругодеформируемыми или обычными каплями или попеременным сочетанием режимов, а неоднородное переменное магнитное поле и изменение расстояния между электропроводными каплями и ферромагнитными поверхностями позволяет расширить спектр воздействия на очищаемую поверхность изделия и проводить очистку вращающимися с переменной частотой и направлением электропроводными каплями, Из основании вышеизложенного можно сделать вывод, что предлагаемое решение обладает существенными отличиями.
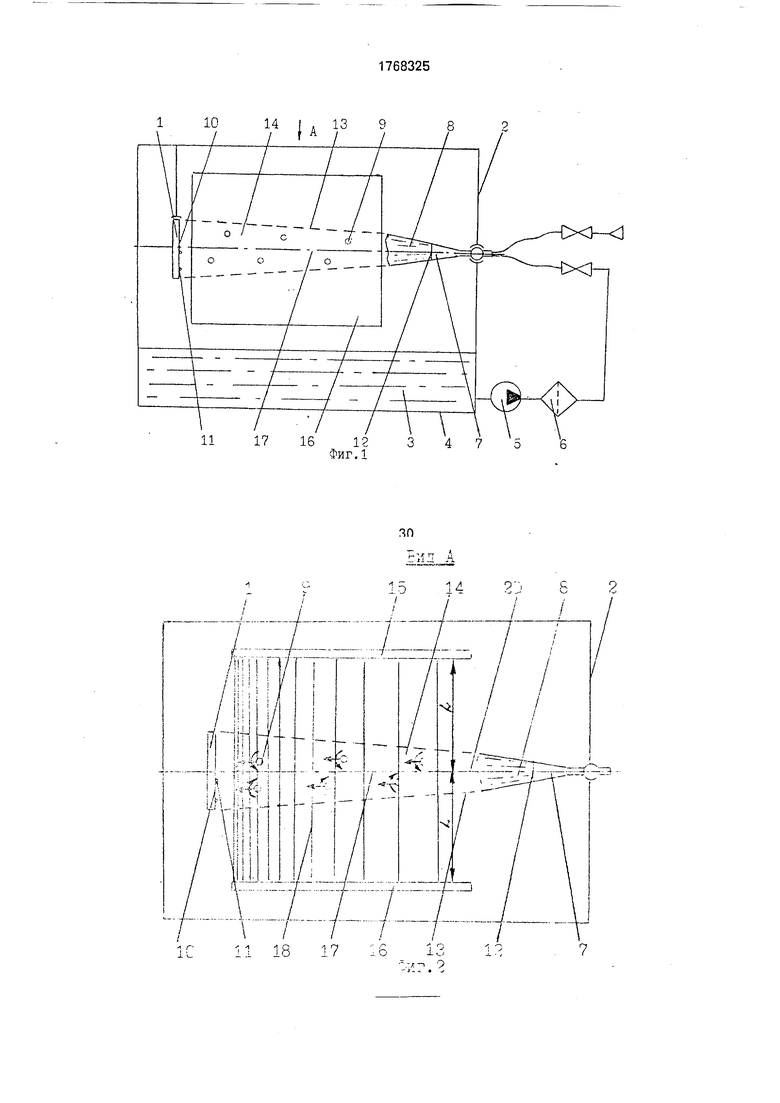
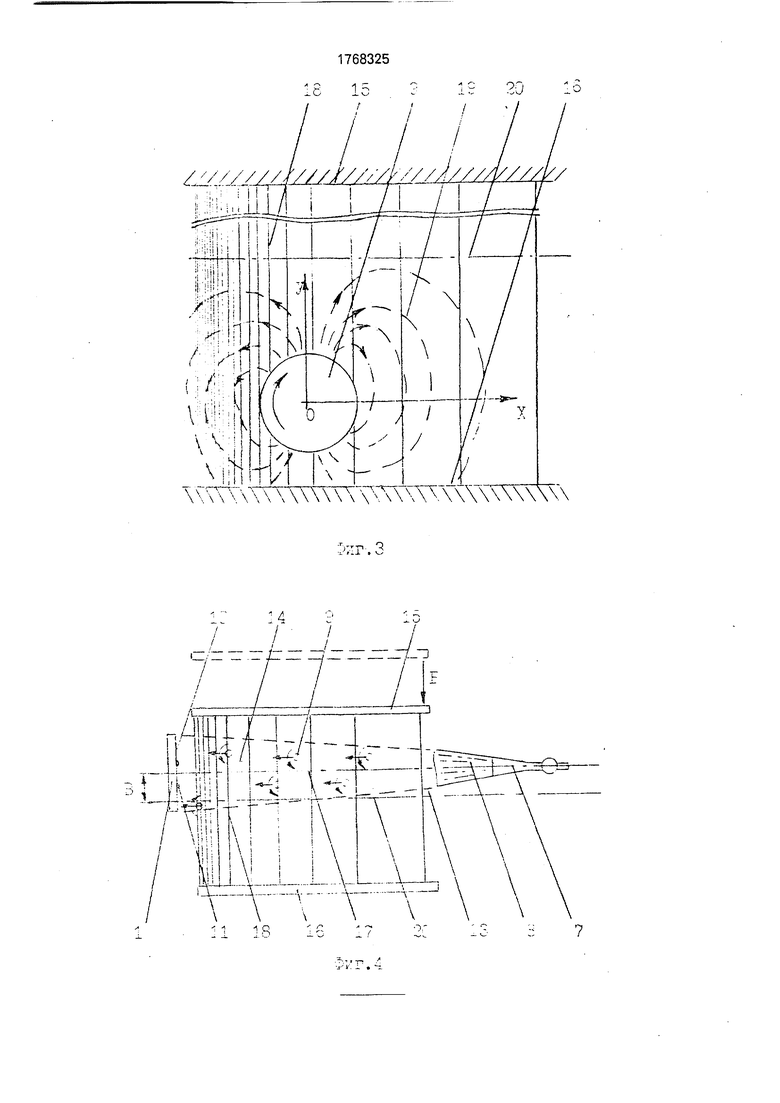
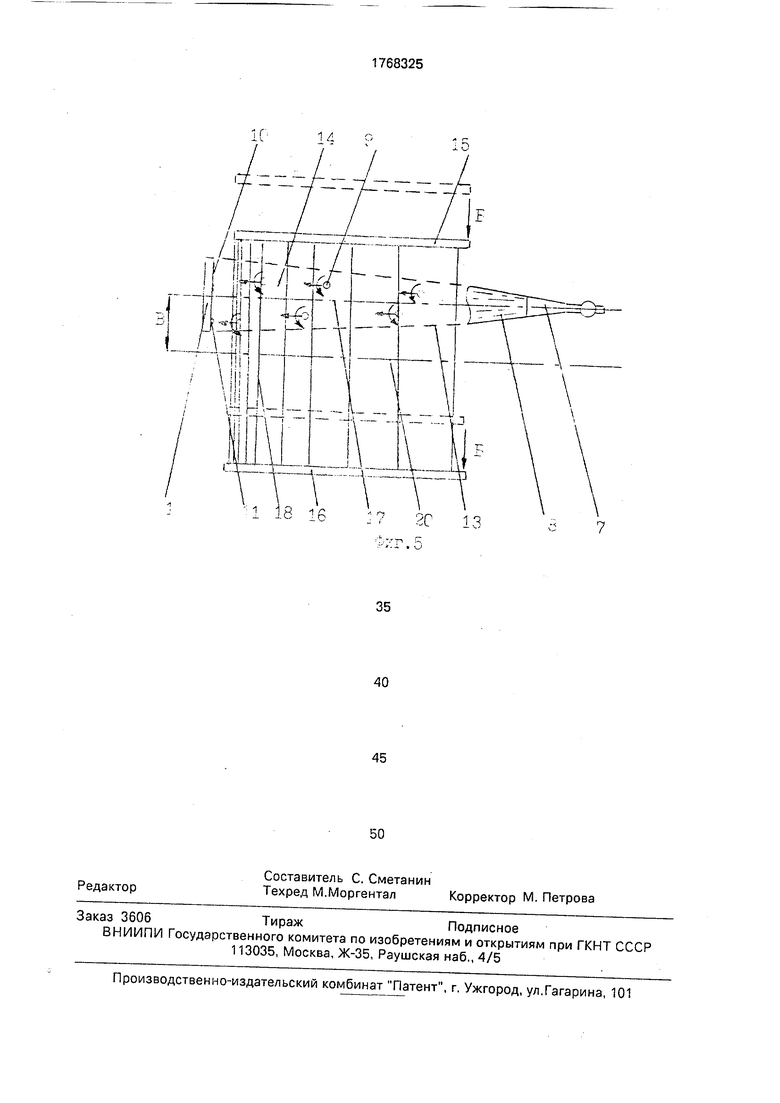
На фиг.1 изображена схема, поясняю- щая способ струйной очистки жидкостью, распавшейся на капли; на фиг.2 - вид А на фиг.1;на фиг.З - схема, поясняющая способ вращения электропроводных капель между ферромагнитными поверхностями; на фиг.4 - схема, поясняющая способ изменения частоты и направления вращения капель в результате изменения положения одной из ферромагнитных поверхностей; на Фиг.5 схема, поясняющая способ изменения частоты и направления вращения капель в результате изменения положения двух ферромагнитных поверхностей.
Струйная очистка поверхностей изделий по предложенному способу производится следующим образом.
Изделие 1 помещают в камеру промывки 2. Моющая емкость 3 из емкости 4 подается насосом 5 под давлением через блок фильтров 6 к соплу 7, где смешивается с воздухом и аэрированная струя 8, распадаясь на капли 9 моющей жидкости, воздействует на очищаемую поверхность 10, затем стекает, увлекая за собой загрязнения 11 как механические, так и жировые (фиг.1).
Участок объема камеры промывки 2, находящийся между срезом 12 сопла 7 и поверхностью 10 очищаемого изделия 1, ограниченный конусом распыла струи 8 будем называть участком 14 свободного полета струи 8. Ферромагнитные поверхности 1Б,16 находятся за пределами участка 14 свободного полета струи 8 параллельно оси 17 сопла 7, направленной по нормали к очищаемой поверхности 10, при этом ферромагнитные поверхности 15J6 параллельны и лежат по обе стороны от оси 17 сопла 7, например, в вертикальных плоскостях (фиг.1,2). Ферромагнитные поверхности 15,16 могут лежать не обязательно в вертикальных плоскостях, но обязательно выполнение других перечисленных требований. В начальный момент ферромагнитные поверхности 15,15 равноудалены от оси 17 сопла 1 на расстояние L Моющая жидкость передается насосом 5 через блок фильтров 6 к соплу 7, смешивается с воздухом, образуется аэрированная струя 8, которая, распадаясь на капли 9, движется по участку 14 свободного полета струи, т.е. попадает в зону действия магнитного поля 18, создаваемого ферромагнитными поверхностями 15,16. В качестве моющей жидкости используется ферромагнитная жидкость. Феррожидкость - это обычная жидкость, применяемая для очистки изделий (вода, масло, керосин), в которую введены мельчайшие частицы ферромагнетиков размером от 0,1 мм до 7-15 нм, причем образуется устойчивая взвесь типа коллоидного раствора. Чтобы эти частицы не слипались, на их поверхности создают защитный слой путем введения в жидкость поверхностно-активных веществ. Феррожидкость чутко реагирует на магнитное поле, будет намагничиваться, менять кажущийся удельный вес и эффективную вязкость.
Приложение изменяющегося во времени магнитного поля по напряженности позволяет менять вязкость ферромагнитной жидкости, начиная от вязкости обычных капель вплоть до их затвердевания, а следовательно, подбирать упругость и твердость капель в зависимости от свойств загрязнений и задаваемого качества очистки поверхностей.
При отсутствии магнитного поля осуществляется гидродинамическое воздействие на очищаемую поверхность 10 изделия 1 каплями 9 жидкости, находящимися в жид0 ком состоянии. При этом очистка поверхности 10 изделия 1 ведется каплями 9 жидкости с малой вязкостью. Это позволяет жидкости 3, разрыхляя, растворяя слой загрязнений 11, проникать в зазоры между
5 частицами загрязнений 11 и поверхностью 10 изделия 1, уменьшая силу сцепления частиц с очищаемой поверхностью и удаляя загрязнения, стекая по очищаемой поверхности 10 в емкость 4.
0 По мере увеличения магнитного поля возрастает вязкость капель, при этом увеличивается их механическое воздействие. С одной стороны капли еще способны проникать в зазоры,упруго деформируясь, с дру5 гой стороны упругая деформация не дает возможности рассеиваться энергии удара капель на большую площадь, а увеличивает количество передаваемой энергии удара на единицу площади.
0Дальнейшее увеличение магнитного
поля приводит к затвердеванию капель, которые представляют собой монолитные, твердые частицы. При этом полностью отсутствует гидродинамическое воздействие
5 струи и имеет место механическое, ударное ее действие каплями. Капли ведут себя подобно абразиву страгивая и выбивая частицы загрязнений. Сила удара на площадь контакта поверхности очищаемого изделия
0 и капли минимальная, но направлена в лобовую.
Недостаток способов абразивной очистки состоит в том, что абразивные частицы имеют свойство разрушаться в процессе
5 ударного действия при циклическом их использовании, по крайней мере снижается их стойкость к ударному действию, что приводит к нестабилизации процесса очистки и требует замены абразивных частиц на но0 вые.
В данном способе отработавшие затвердевшие капли падают в емкость, где отсутствует магнитное полежи вновь превращаются в феррожидкость, которая легко
5 транспортируется сплошным потоком к соплу и, смешиваясь с воздухом, образуется аэрированная струя, которая,распадаясь на капли и попадая вновь в зону действия магнитного поля, изменяет вязкость вплоть до затвердевания. Процесс воздействия на
очищаемую поверхность повторяется. С одной стороны затвердевшие капли одноразового действия, т.к. после воздействия на очищаемую поверхность они разрушаются, превращаясь в феррожидкость, с другой стороны эта феррожидкость может сколько угодно раз использоваться для образования затвердевших капель и стойкость капель к ударному действию не снижается.
Изменяя величину магнитного поля, можно варьировать вязкостью моющей жидкости, а следовательно, силовым воздействием:
гидродинамическими каплями жидкости с малой вязкостью и с изменяющейся по выбранному закону, т.е. упругодеформируе- мыми каплями с различной упругостью;
механическими затвердевшими каплями.
Электропроводными телами являются упругодеформируемые или затвердевшие капли феррожидкости. Для обеспечения вращения капель 9 ферромагнитной жидкости относительно оси каждой капли в качестве жидкой составляющей ферромагнитной жидкости используют электропроводную жидкость.
Если на участке 14 свободного полета струи 8 между срезом 12 сопла 7 и поверхностью 10 очищаемого изделия 1 (фиг. 2) ферромагнитными поверхностями 15-16 создать неоднородное магнитное поле (первичное), силовые линии 18 которого направлены перпендикулярно траектории движения капель 9, то под действием первичного магнитного поля в электропроводных каплях наводятся вихревые токи, создающие свое магнитное поле 19 (вторич- ное)(фиг.З), Тогда, если капля смещена относительно оси симметрии 20 магнитного поля (ось симметрии 20 в начальный момент совпадает с осью 17 сопла 7, направленной по нормали к очищаемой поверхности 10 изделия 1) к одной из ферромагнитных поверхностей 16, то магнитное сопротивление вторичному магнитному потоку будет различным. Вследствие различного размагничивающего действия вторичного магнитного потока и неоднородности первичного магнитного поля создается вращающий момент, и электропроводные капли 9 приводятся во вращение (фиг.2,3). При этом капли 9 производят ударное действие не в лобовую, как при обычной струйной очистке, а возникают еще осевые силы, действующие на механические и жировые загрязнения как бы страгивая, расшатывая и вытесняя их с боков, передавая дополнительно вращающий момент в процессе удара, что благоприятно сказывается на эффективности очистки.
Если капля 9 смещена от оси симметрии 20 магнитного поля к ферромагнитной поверхности 15, то вращение капли будет против часовой стрелки (фиг. 2), если - к ферромагнитной поверхности 16, то вращение капли будет по часовой стрелке (фиг.2,3).
Любая неоднородность по напряженности магнитного поля будет способствовать вращению капель, чем больше неоднородное магнитное поле, тем больше частота вращения капель. Таким образом, одним из
способов изменения частоты вращения капель является изменение величины неоднородности магнитного поля. Другим способом изменения вращения капель является изменение расстояния между каплями и ферромагнитной поверхностью, т.е. приближение какой-либо ферромагнитной поверхности к движущейся капле приводит к увеличению частоты ее вращения,
Изменения направления вращения капель 9 добиваются путем перемещения капель вдоль магнитных силовых линий 18 от одной ферромагнитной поверхности через ось симметрии 20 к другой ферромагнитной поверхности или другими словами путем изменения положения оси симметрии 20 неоднородного магнитного поля относительно оси 17 струи 8 (фиг4,5).
Изменить направление вращения капель 9 можно следующим образом.
Одну из ферромагнитных поверхностей
16 оставляют неподвижной, а другую 15, например, приближают к первой (удаляют) по стрелке Б, тогда ось симметрии 20 магнитного поля смещается от оси 17 сопла 7 и
в зоне В, которая ограничена поверхностями, проходящими соответственно через эти оси 20 и 17 и параллельно плоскостям, з которых лежат ферромагнитные поверхности 15,16, направление вращения изменяется на противоположное. При этом расстояние от оси симметрии 20 до ферромагнитной поверхности 15,16 уменьшается (увеличивается) (фиг.4).
Можно перемещать одновременно две
ферромагнитные поверхности 15.16 на одинаковое расстояние по стрелке Б, тогда происходит смещение оси 17 сопла 7 и оси симметрии 20 магнитного поля и в зоне В, которая ограничена поверхностями,
проходящими соответственно через эти оси 20,17 и параллельно плоскостям, в которых лежат ферромагнитные поверхности 15,16, направление вращения изменяется на противоположное. При этом
расстояние от оси симметрии 20 до ферромагнитных поверхностей 15,16 остается неизменным (фиг.5).
Изменение расхода и давления в магистралях подачи воздуха и моющей жидкости позволяет варьировать количеством и размерами (зернистостью) капель, воздействующих на очищаемую, поверхность изделия, что позволяет расширить технологические возможности предлагаемого способа.
Изменение вязкости приложением магнитного поля можно производить по любому наперед выбранному закону, можно изменять частоту и направление вращения электропроводных капель и таким образом чередовать режимы:
струйная очистка обычными каплями;
струйная очистка упругодеформируе- мыми каплями;
струйная очистка затвердевшими каплями, т.е. абразивными частицами;
струйная очистка вращающимися упру- годеформируемыми или затвердевшими каплями (вращение с шестью степенями свободы), задавая технологически длительность режимов и их очередность.
Примером реализации способа струйной очистки поверхностей изделий является очистка полусфер диаметром 1 м ферромагнитной жидкостью (коллоидным раствором ферромагнетиков) со скоростью ее истечения из сопла не менее 5 м/с, объемным расходным газосодержз -;ием ,4-0,6 или 0,9 и напряженностью однородного переменного поля Н 0-50Э до 5 класса чистоты.
Таким образом данный способ позволяет повысить эффективность очистки за счет возможности изменения свойств струи в более короткий промежуток времени, фактически мгновенно, повысить равномерность и качество очистки чередованием режимов промывки:
струйная очистка обычными каплями;
струйная очистка затвердевшими каплями, т.е. абразивная очистка;
струйная очистка упругодеформируе- мыми каплями, т.е. каплями с вязкостью,
изменяющейся по любому наперед выбранному закону от вязкости обычных капель вплоть до их затвердевания;
струйная очистка вращающимися электропроводными каплями (вращение с шестью степенями свободы) с регулированием частоты и направления их вращения, задавая технологически длительность режимов и их очередность, регулируя количественный и качественный состав капель, а следовательно, повысить надежность и эксплуатационные качества очищаемого изделия.
Формула изобретения
1. Способ струйной очистки поверхности изделий, заключающийся в том, что на очищаемую поверхность воздействуют струей смеси капель моющей жидкости с
воздухом, а струе и изделию сообщают относительное перемещение, отличающийся тем, что, с целью расширения технологических возможностей, в качестве моющей жидкости используют ферромзгнитную жидкость, вязкость которой в процессе очистки изменяют путем наложения на струю смеси капель жидкости с воздухом изменяющегося во времени по напряженности магнитного поля для возможности изменения состояния капель жидкости от жидкого до твердого.
2.Способ по п.1,отличающийся тем, что магнитное поле накладывают в поперечном относительно движения струи
направлении с обеспечением его неоднородности в направлении движения струи, а в качестве жидкой составляющей ферромагнитной жидкости используют электропроводную жидкость для обеспечения
вращения жидкости относительно оси каждой капли.
3.Способ по п.2, отличающийся тем, что частоту и направление вращения капель в процессе очистки регулируют путем изменения положения оси симметрии неоднородного магнитного поля относительно оси струи.
LO IM CO CO
to rсо
Г-i
( f-t
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки внутренней поверхности полого изделия | 1989 |
|
SU1736646A1 |
| Способ струйной очистки поверхностей изделий | 1977 |
|
SU704680A1 |
| Способ очистки внутренних поверхностей полого изделия | 1987 |
|
SU1496845A1 |
| Способ обработки поверхности струей электропроводной жидкости и устройство для его осуществления | 1991 |
|
SU1791044A1 |
| СПОСОБ ГИДРОТЕРАПЕВТИЧЕСКОГО КАВИТАЦИОННОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2561292C1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ЦИСТЕРН ОТ ОСТАТКОВ МЫШЬЯКСОДЕРЖАЩИХ ХЛОРОРГАНИЧЕСКИХ ПОЛИМЕРНЫХ СОЕДИНЕНИЙ | 2017 |
|
RU2661572C1 |
| Способ обработки изделий | 1990 |
|
SU1780874A1 |
| СПОСОБ ГИДРОДИНАМИЧЕСКОЙ ОЧИСТКИ ВОДЫ И УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОЙ ОЧИСТКИ ВОДЫ | 2021 |
|
RU2769109C1 |
| Моечная головка для струйной очистки | 2020 |
|
RU2752735C1 |
| Способ и устройство получения мелкодисперсных аэрозолей с предотвращением засорения форсунок | 2016 |
|
RU2636522C1 |
Использование:при счистке от механических и жировых загрязнений деталей, в частности имеющих плоскую форму. Сущность изобретения: в способе реализуется явление изменения вязкости феррожидкости после ее распыления и образования капель в результате приложения уменьшающегося по напряженности магнитного поля для изменения состояния этих капель от жидкого до твердого. Вращение электропроводных капель с регулированием частоты и направления их вращения обеспечивается путем приложения неоднородного переменного магнитного поля и изменения расстояния между каплями и ферромагнитными поверхностями. Это позволяет проводить очистку в режимах затвердевшими, упругодеформируемыми или обычными каплями или попеременно сочетанием режимов, также струйную очистку вращающимися электроприводными каплями с регулированием частоты их вращения. 2 з.п.ф-лы. 5 ил.
