Изобретение относится к технологии очистки внутренних поверхностей полых изделий и может быть применено, в частности, при очистке от загрязнений деталей гидравлических и топливных агрегатов, трубопроводов и систем.
Известен способ очистки полых изделий, заключающийся в том, что поток моющей жидкости прокачивают через изделие, периодически изменяя ее вязкость путем введения добавок высокомолекулярного полимера, а на моющую жидкость накладывают давление и изменяют его по величине синхронно с изменением вязкости жидкости, причем давление повышают в период подачи жидкости с меньшей вязкостью.
Недостатком известного способа является трудность получения требуемого закона изменения вязкости моющей жидкости, невозможность использования моющей жидкости повторно для получения, того же самого закона изменения вязкости без предварительного отделения высокомолекулярного полимера, невозможность изменения вязкости жидкости, уже находящейся в зазорах между частицами загрязнений и очищаемой поверхностью, трудность удаления моющей жидкости с большой вязкостью с поверхности очищаемого изделия, обладающей большей адгезией, т.е. недостаточное качество очистки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ очистки систем трубопроводов, заключающийся в том, что Ноток моющей жидкости прокачивают через изделие, периодически изменяя ее вязкость, при этом период времени подачи жидкости с меньшей вязкостью выбирают достаточным для проникновения в зазоры между частицами загрязнений и очищаемой поверхности, а период времени подачи жидкости с большей вязкостью выбирают меньшим времени ее проникновения в этот зазор, причем вязкость изменяют путем изменения температуры жидкости в пределах агрегатного состояния, а в качестве жидко(Л
С
vi
00
Os
о
4
(
сти с меньшей вязкостью используют раствор ПАВ.
Недостатками известного способа являются трудность получения требуемого закона изменения вязкости моющей жидкости, существование зависимости вязкости от температуры, в то время как оптимум температуры может не совпадать с оптимумом вязкости, невозможность мгновенного изменения вязкости жидкости, уже находящейся в зазорах между частицами загрязнений и очищаемой поверхностью, т,е. низкая производительность процесса.
Целью изобретения является повышение производительности и качества очистки полых изделий, расширение технологических возможностей.
Поставленная цель достигается тем, что в способе очистки внутренней поверхности полого изделия путем прокачки моющей жидкости в процессе очистки периодически изменяют вязкость жидкости, при этом период времени подачи жидкости с меньшей вязкостью выбирают достаточным для ее проникновения в зазоры между частицами загрязнений и очищаемой поверхностью, причем в качестве моющей жидкости используют ферромагнитную жидкость, изменение вязкости которой осуществляют путем наложения магнитного поля на отдельных участках вдоль всего изделия, а температурный режим выбирают из техцо- логических соображений.
На отдельных участках вдоль изделия изменение магнитного поля осуществляют импульсно.
После проникновения ферромагнитной жидкост и в зазоры между частицами загрязнений и очищаемой поверхностью вязкость ферромагнитной жидкости изменяют до образования твердых монолитных пробок для захвата частиц загрязнений с последующим выдавливанием пробок путем приложения давления, достаточного для преодоления сил сцепления частиц загрязнений в пробке со стенкой изделия.
Твердую монолитную пробку создают на выходном участке изделия для создания в полости изделия гидроудара.
Наложение магнитного поля осуществляют на участках ограниченной длины, на которых падение давления не превышает 5% от наибольшего давления, а твердые монолитные пробки создают в начале и конце каждого участка для создания на каждом из них гидроудара.
Наложение импульсного магнитного поля осуществляют периодически на конечном участке изделия для создания в полости изделия гармонических колебаний давления жидкости и возникновения неустановившегося режима течения.
Отличительными признаками предлагаемого способа являются применение в качестве моющей жидкости ферромагнитной жидкости, изменение вязкости которой осуществляют путем наложения магнитного поля на отдельных участках вдоль всего изделия плавно или импульсно, приложение
0 магнитного поля вдоль всего промываемого изделия на отдельных участках или на выходном участке так, чтобы создать условия чередования следующих режимов промывки: промывка жидкостью с малой вязкостью;
5 промывка жидкостью с вязкостью, изменяющейся по любому закону во времени и вдоль промываемого изделия; промывка жидкостью с чередующимися твердыми монолитными пробками; промывка гидроуда0 ром; промывка неустановившимся потоком, а температурный режим потока моющей жидкости выбирают из технологических соображений.
Положительный эффект при осуществ5 лении способа появляется в результате чередования различных режимов течения моющей жидкости с изменяющейся под действием магнитного поля вязкостью, причем вязкость жидкости можно менять не
0 только в ядре потока, но и в зазорах между частицами загрязнений и очищаемой поверхностью, значительно увеличивается время нахождения частиц загрязнений во взвешенном состоянии и до максимума увеличи5 вается время оседания взвешенных частиц загрязнений.
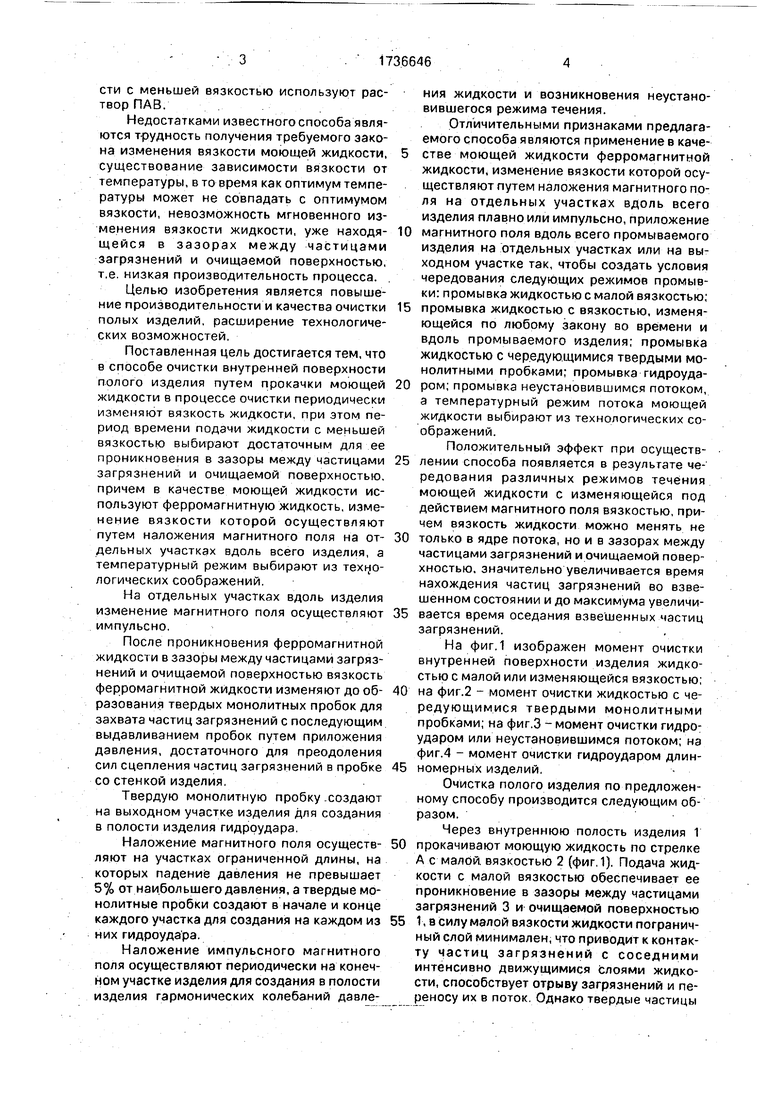
На фиг.1 изображен момент очистки внутренней поверхности изделия жидкостью с малой или изменяющейся вязкостью;
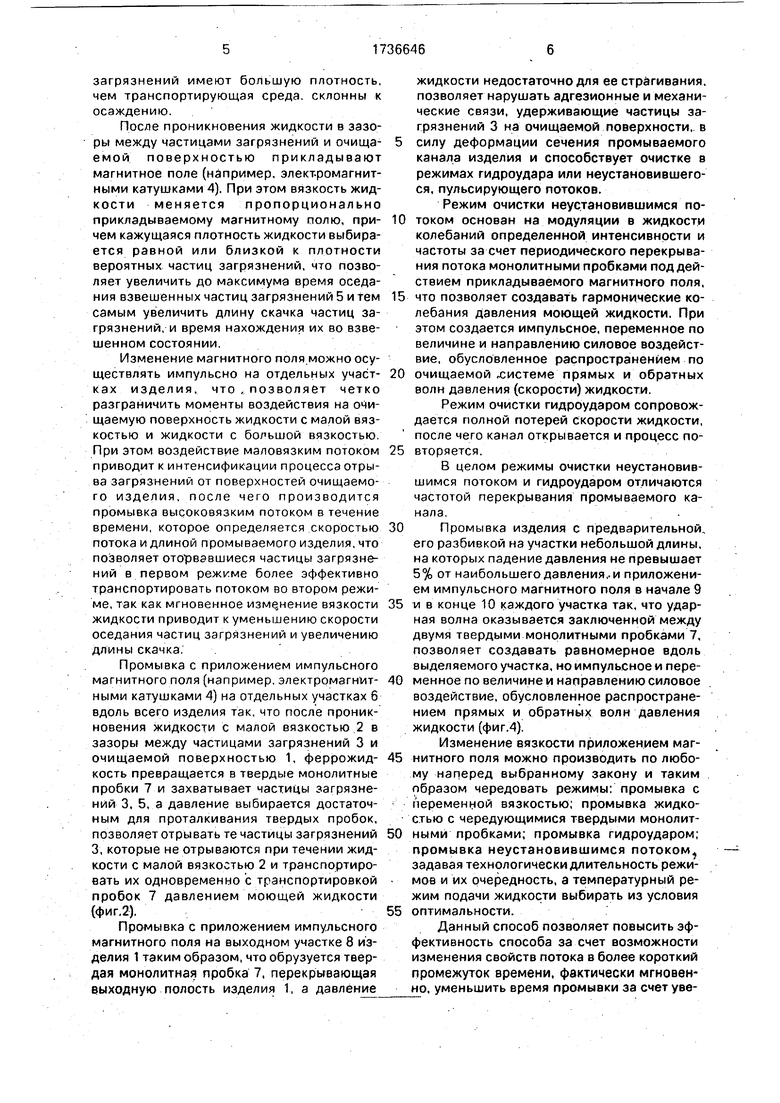
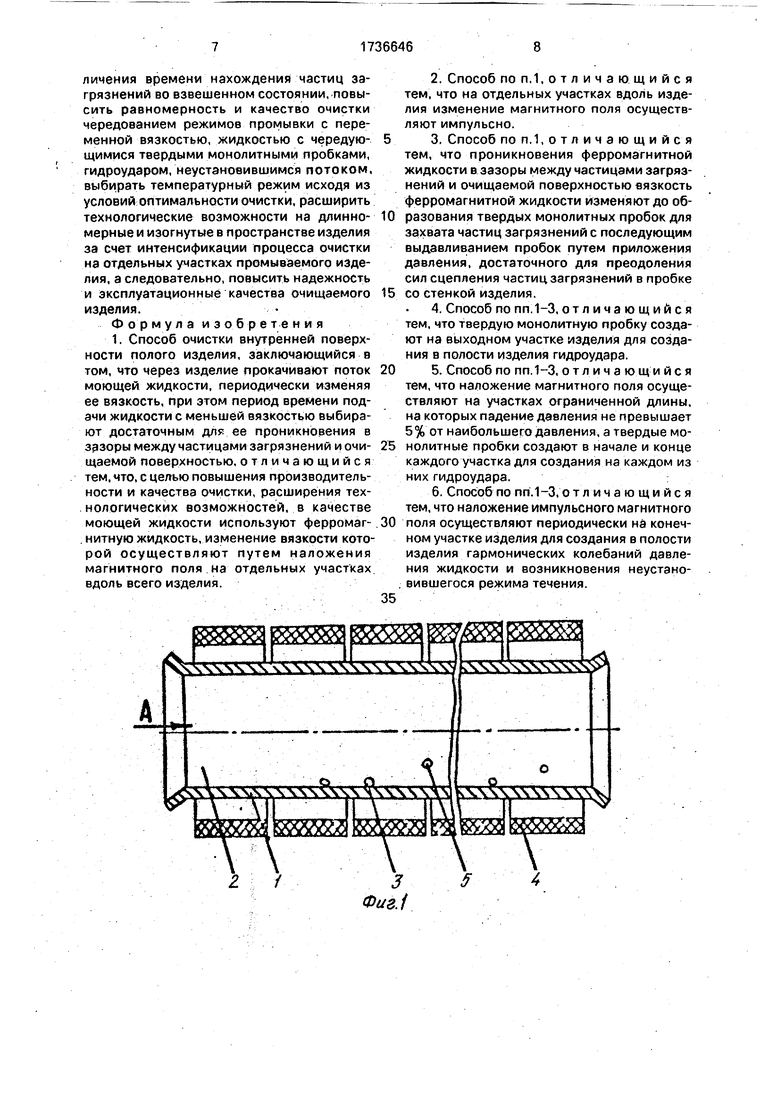
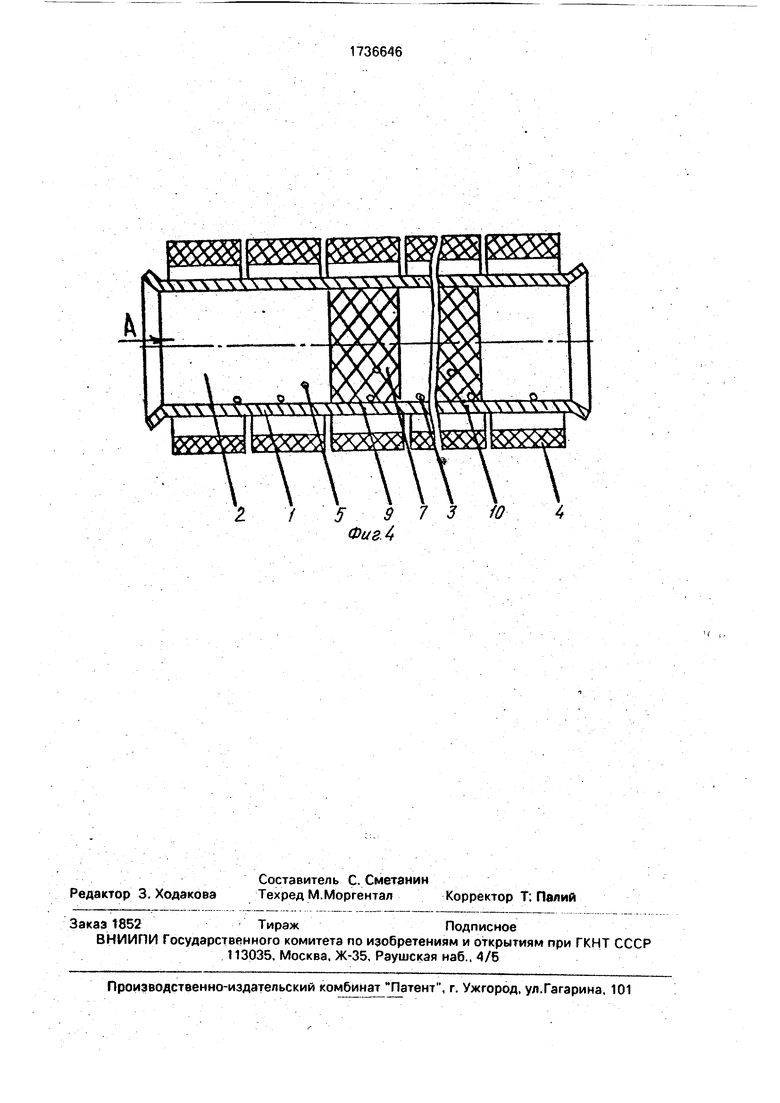
0 на фиг.2 - момент очистки жидкостью с чередующимися твердыми монолитными пробками; на фиг.З - момент очистки гидроударом или неустановившимся потоком; на фиг.4 - момент очистки гидроударом длин5 номерных изделий.
Очистка полого изделия по предложенному способу производится следующим образом.
Через внутреннюю полость изделия 1
0 прокачивают моющую жидкость по стрелке А с малой, вязкостью 2 (фиг.1). Подача жидкости с малой вязкостью обеспечивает ее проникновение в зазоры между частицами загрязнений 3 и очищаемой поверхностью
5 1, в силу малой вязкости жидкости пограничный слой минимален, что приводит к контакту частиц загрязнений с соседними интенсивно движущимися слоями жидкости, способствует отрыву загрязнений и переносу их в поток Однако твердые частицы
загрязнений имеют большую плотность, чем транспортирующая среда, склонны к осаждению.
После проникновения жидкости в зазоры между частицами загрязнений и очища- емой поверхностью прикладывают магнитное поле (например, электромагнитными катушками 4). При этом вязкость жидкости меняется пропорционально прикладываемому магнитному полю, при- чем кажущаяся плотность жидкости выбирается равной или близкой к плотности вероятных частиц загрязнений, что позволяет увеличить до максимума время оседания взвешенных частиц загрязнений 5 и тем самым увеличить длину скачка частиц загрязнений, и время нахождения их во взвешенном состоянии.
Изменение магнитного поля можно осуществлять импульсно на отдельных участ- ках изделия, что , позволяет четко разграничить моменты воздействия на очищаемую поверхность жидкости с малой вязкостью и жидкости с большой вязкостью При этом воздействие маловязким потоком приводит к интенсификации процесса отрыва загрязнений от поверхностей очищаемого изделия, после чего производится промывка высоковязким потоком в течение времени, которое определяется скоростью потока и длиной промываемого изделия, что позволяет оторвавшиеся частицы загрязнений в первом режиме более эффективно транспортировать потоком во втором режиме, так как мгновенное изменение вязкости жидкости приводит к уменьшению скорости оседания частиц загрязнений и увеличению длины скачка.
Промывка с приложением импульсного магнитного поля (например, электромагнит- ными катушками 4) на отдельных участках 6 вдоль всего изделия так, что после проникновения жидкости с малой вязкостью 2 в зазоры между частицами загрязнений 3 и очищаемой поверхностью 1, феррожид- кость превращается в твердые монолитные пробки 7 и захватывает частицы загрязнений 3, 5, а давление выбирается достаточным для проталкивания твердых пробок, позволяет отрывать те частицы загрязнений 3, которые не отрываются при течении жидкости с малой вязкостью 2 и транспортировать их одновременно с транспортировкой пробок 7 давлением моющей жидкости (фиг.2).
Промывка с приложением импульсного магнитного поля на выходном участке 8 изделия 1 таким образом, что обрузуется твердая монолитная пробка 7, перекрывающая выходную полость изделия 1, а давление
жидкости недостаточно для ее страгивания. позволяет нарушать адгезионные и механические связи, удерживающие частицы загрязнений 3 на очищаемой поверхности, в силу деформации сечения промываемого канала изделия и способствует очистке в режимах гидроудара или неустановившегося, пульсирующего потоков.
Режим очистки неустановившимся потоком основан на модуляции в жидкости колебаний определенной интенсивности и частоты за счет периодического перекрывания потока монолитными пробками под действием прикладываемого магнитного поля, что позволяет создавать гармонические колебания давления моющей жидкости. При этом создается импульсное, переменное по величине и направлению силовое воздействие, обусловленное распространением по очищаемой .системе прямых и обратных волн давления (скорости) жидкости.
Режим очистки гидроударом сопровождается полной потерей скорости жидкости, после чего канал открывается и процесс повторяется.
В целом режимы очистки неустановившимся потоком и гидроударом отличаются частотой перекрывания промываемого канала.
Промывка изделия с предварительной, его разбивкой на участки небольшой длины, на которых падение давления не превышает 5% от наибольшего давления,, и приложением импульсного магнитного поля в начале 9 vi в конце 10 каждого участка так, что ударная волна оказывается заключенной между двумя твердыми монолитными пробками 7, позволяет создавать равномерное вдоль выделяемого участка, но импульсное и переменное по величине и направлению силовое воздействие, обусловленное распространением прямых и обратных волн давления жидкости (фиг.4).
Изменение вязкости приложением магнитного поля можно производить по любому наперед выбранному закону и таким образом чередовать режимы: промывка с переменной вязкостью; промывка жидкостью с чередующимися твердыми монолитными пробками; промывка гидроударом; промывка неустановившимся потоком, задавая технологически длительность режимов и их очередность, а температурный режим подачи жидкости выбирать из условия оптимальности.
Данный способ позволяет повысить эффективность способа за счет возможности изменения свойств потока в более короткий промежуток времени, фактически мгновенно, уменьшить время промывки за счет увеличения времени нахождения частиц загрязнений во взвешенном состоянии, повысить равномерность и качество очистки чередованием режимов промывки с переменной вязкостью, жидкостью с чередую- щимися твердыми монолитными пробками, гидроударом, неустановившимся потоком, выбирать температурный режим исходя из условий оптимальности очистки, расширить технологические возможности на длинно- мерные и изогнутые в пространстве изделия за счет интенсификации процесса очистки на отдельных участках промываемого изделия, а следовательно, повысить надежность и эксплуатационные качества очищаемого изделия.
Формула изобретения 1. Способ очистки внутренней поверхности полого изделия, заключающийся в том, что через изделие прокачивают поток моющей жидкости, периодически изменяя ее вязкость, при этом период времени подачи жидкости с меньшей вязкостью выбирают достаточным дл ее проникновения в зазоры между частицами загрязнений и очи- щаемой поверхностью, отличающийся тем. что, с целью повышения производительности и качества очистки, расширения технологических возможностей, в качестве моющей жидкости используют ферромаг- нитную жидкость, изменение вязкости которой осуществляют путем наложения магнитного поля на отдельных участках вдоль всего изделия.
2.Способ по п. 1,отличающийся тем, что на отдельных участках вдоль изделия изменение магнитного поля осуществляют импульсно.
3.Способ по п. 1, отличающийся тем, что проникновения ферромагнитной жидкости в зазоры между частицами загрязнений и очищаемой поверхностью вязкость ферромагнитной жидкости изменяют до образования твердых монолитных пробок для захвата частиц загрязнений с последующим выдавливанием пробок путем приложения давления, достаточного для преодоления сил сцепления частиц загрязнений в пробке со стенкой изделия.
4.Способ по пп 1-3, о т л и ч а ю щ и и с я тем, что твердую монолитную пробку создают на выходном участке изделия для создания в полости изделия гидроудара.
5.Способ по пп. 1-3, о т л и ч а ю щ и и с я тем, что наложение магнитного поля осуществляют на участках ограниченной длины, на которых падение давления не превышает 5% от наибольшего давления, а твердые монолитные пробки создают в начале и конце каждого участка для создания на каждом из них гидроудара.
6.Способ по пп.1-3, от л ичающийся тем, что наложение импульсного магнитного поля осуществляют периодически на конечном участке изделия для создания в полости изделия гармонических колебаний давления жидкости и возникновения неустановившегося режима течения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ струйной очистки поверхности изделий | 1990 |
|
SU1768325A1 |
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
| Устройство для очистки внутренней поверхности емкости | 1988 |
|
SU1607982A1 |
| Способ очистки трубопроводов | 1986 |
|
SU1341847A2 |
| СПОСОБ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ | 2013 |
|
RU2552450C1 |
| СПОСОБ БЕСКОНТАКТНОЙ КОНТРОЛИРУЕМОЙ МАГНИТНО-ГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2014 |
|
RU2625878C2 |
| Способ очистки полых изделий | 1985 |
|
SU1278045A1 |
| СПОСОБ ОЧИСТКИ И СТЕРИЛИЗАЦИИ МЕДИЦИНСКОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068705C1 |
| СПОСОБ ОЧИСТКИ МАСЛОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2043528C1 |
| СПОСОБ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2211099C2 |
Использование: очистка внутренних поверхностей полых изделий, в частности деталей гидравлических и топливных агрегатов. Сущность-изобретения: через изделие прокачивают феррожидкость, которая проникает между загрязнениями и очищаемой поверхностью. Путем наложения магнитного поля на отдельных участках вдоль изделия изменяют вязкость феррожидкости до образования неустановившегося режима течения и твердых монолитных пробок для захвата загрязнений. Пробки удаляют приложением давления. На отдельных участках изделия с помощью монолитных пробок создают режим гидроудара. 5 з.п, ф-лы, 4 ил.
| Способ очистки систем трубопроводов | 1980 |
|
SU1011285A1 |
