Изобретение относится к очистке изделий и может быть использов ано при очистке деталей, в частности, имеющих плоскую форму.
Известен способ струйной очистки поверхностей изделий, заключающийся в воздействии на последнюю струи сжатого горячего воздуха, подаваемой из сопла, в которую вводят моющую жидкость, а соплу и изделию сообщают относительное перемещение, причем сопло располагают над очищаемой поверхностью на расстоянии 1,5-2,0 калибр. сопла, струю направляют под углом 33-4С-0 к очищаемой поверхности, давление воздуха поддерживают в пределах 2,8-3,0 кгс/см2, а температуру 140- 160°С, при этом объемноо соотношение расхода моющей жидкости, и воздуха составляет 8,0- 10 6 - 10- 10 а отношение скорости истечения смеси к относительной
скорости перемещения сопла и изделия поддерживают не менее 5100.
Недостатком известного способа очистки является использование элементов, сообщающих соплу и изделию относительное перемещение, которые могут быть источником загрязнений и ухудшать качество очистки, очистка ведется одной и однонаправленной струей, наклоненной к очищаемой поверхности под определенным углом 33-43°, воздействию подвергается только поверхность, обращенная к моющей струе, остальные поверхности в данный момент не очищаются, то есть операции очистки различных поверхностей разорваны во времени, что ведет к увеличению продолжительности очистки и снижению равномерности и качества очистки предусмотрена очистка изделия моющей средой в одном режиме - однонаправленной струей воздуVI
00
о
00 VI
4
ха с жидкостыо, что недостаточно для создания высокотурбулентного потока в пристеночной области очищаемых поверхностей и снижает эффективность очистки.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ струйной обработки изделий, заключающийся в воздействии струями обрабатывающей среды, например, газа или жидкости, действующими сверху м снизу, на перемещаемые в горизонтальном направлении изделия, причем изделия перемещают во взвешенном состоянии за счет обеспечения разности между нижними и верхними струями, при этом давление нижних струй превышает давление верхних струй на величину, необходимую для поддержания изделий во взвешенном состоянии.
Недостатком известного способа является присутствие в зоне очистки элементов, способствующих перемещению изделий в камере очистки, и направляющих элементов, которые контактируют с очищаемым изделием и закрывают часть поверхности от струйной обработки, предусматривается струйная Очистка только верхних и нижних поверхностей, следовательно, неравномерность очистки различных поверхностей изделия и ухудшение качества очистки, кроме того затруднен вынос загрязнений из зоны очистки в результате воздействия струй по нормали к очищаемой поверхности, однонаправленное действие омывающих струй, отрицательное влияние веса изделия, очистка изделия в одном режиме,
Целью изобретения является повышение эффективности и качества очистки.
Поставленная цель достигается тем, что в способе обработки изделий, заключающемся в воздействии на изделие в процессе его перемещения в зоне обработки струями обрабатывающей среды, одна часть которых подается на изделие сверху и снизу под давлением, обеспечивающим поддержание изделий во взвешенном состоянии, другая часть струй подается на изделие с его боковых сторон и под углом к вертикали, при этом струи подают на изделие под углом и направление подачи боковых струй противоположно направлению подачи верхних и нижних струй, причем боковые струи подают под давление, обеспечивающим перемещение изделий в зоне обработки с различной скоростью. Соседние струи обрабатывающей среды направлены под различ- ными углами к очищаемой поверхности. Очистку ведут воздействием сплошным потоком обрабатывающей среды.
Отличительными признаками предлагаемого технического решения от прототипа являются то, что часть струй подается на изделие с его боковых сторон и под углом к
вертикали, при этом струи подают на изделие под углом и направление подачи боковых струй противоположно направлению подачи верхних и нижних струй, причем бо- кооые струи подают под давлением, обеспечивающим перемещение изделий в зоне обработки с различной скоростью. Соседние струи обрабатывающей среды могут быть направлены под различными углами к очищаемой поверхности. Очистку можно вести воздействием сплошным потоком обрабатывающей среды.
Положительный эффект при осуществлении способа появляется в результате устранения всех элементов, контактирующих с
очищаемыми поверхностями, передачи функций движителя изделия в камере промывки и средства, предотвращающего заклинивание, моющей жидкости, создания противо- направленных потоков струй,
воздействующих циклически в каждой точке очищаемого изделия с возможностью регулирования скорости перемещения изделия, а следовательно, длительности и частоты воздействия наклоненных под различными
углами к очищаемой поверхности струй, чередования режимов очистки струйным Методом и сплошным потоком с регулированием их длительности, периоди- . чности и очередности, а также уменьшения
отрицательного влияния силы тяжести изделия, поэтому к обеспечению взвешенного состояния изделия при меньшей разности давлений между нижними и верхними струями и положительному влиянию на перемещение изделия по наклонной плоскости, что приводит к экономии энергии струй, снижению продолжительности очистки, а также к повышению эффективности, равномерности и качества очистки.
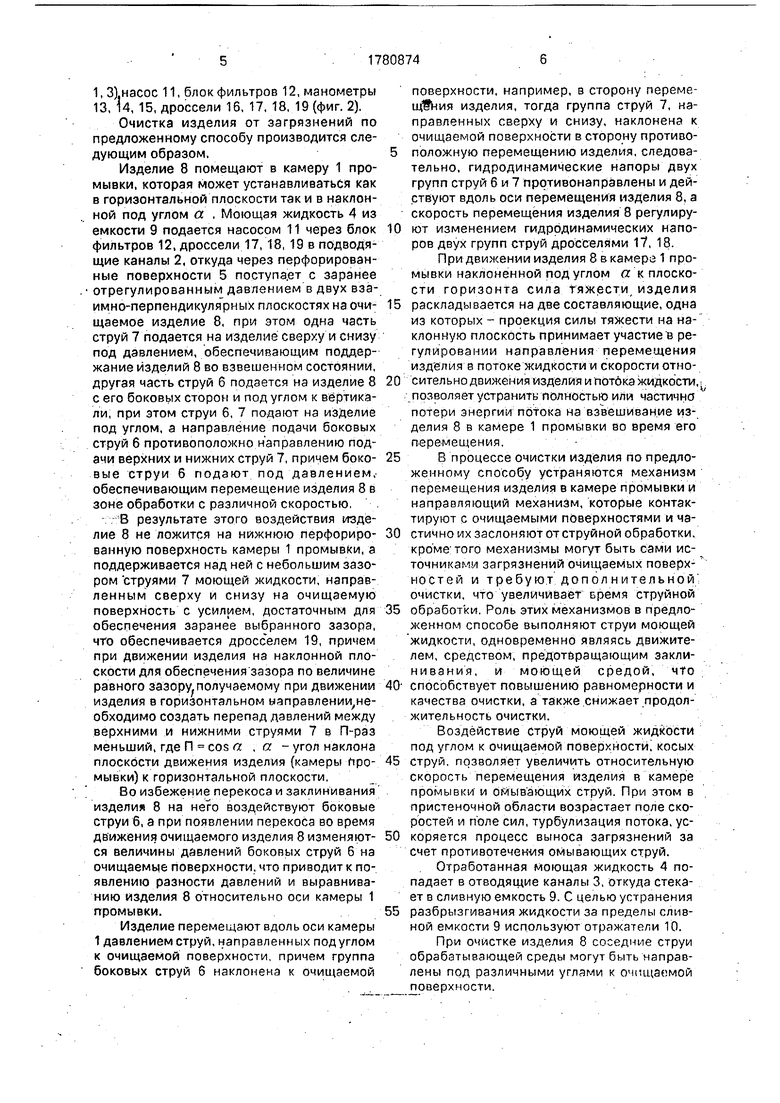
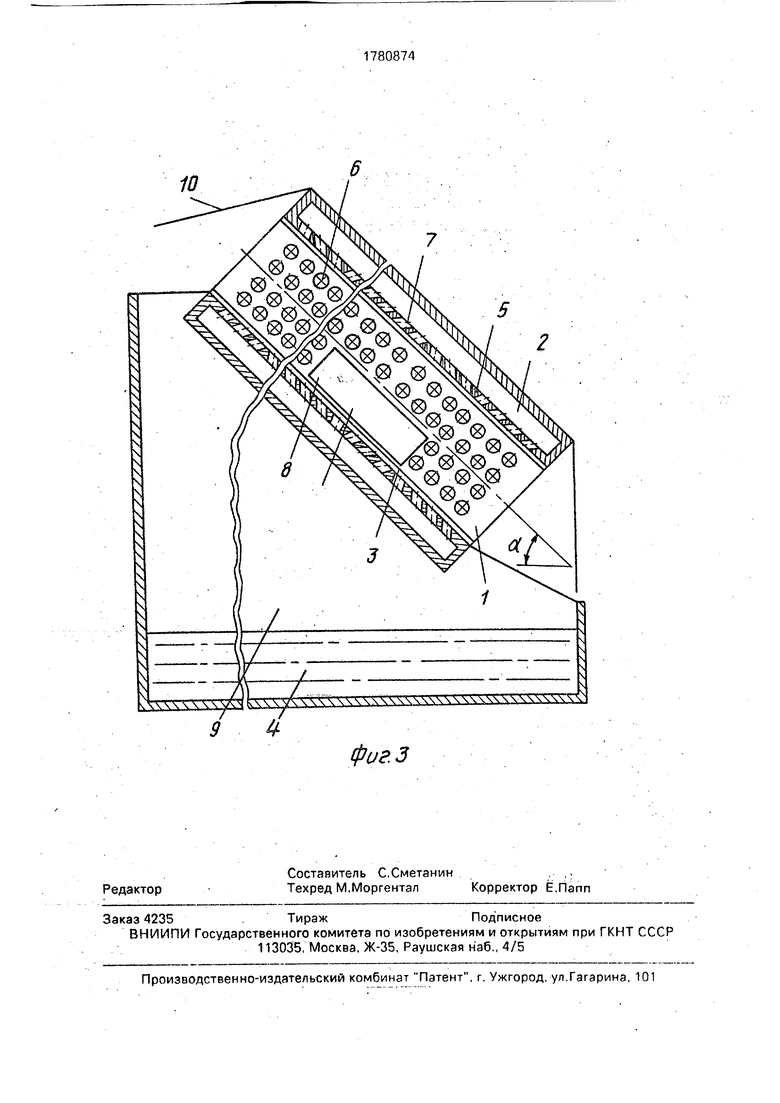
На фиг. 1 изображено устройство, позволяющее реализовать предлагаемый способ, с косыми струями, направленными под углом к очищаемой поверхности; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство
0 с косыми струями, направленными под различными углами к очищаемой поверхности.
Устройство, позволяющее реализовать способ, содержит по крайней мере одну ка- меру 1 промывки с подводящими 2 и отводящими 3 каналами моющей жидкости 4 к перфорированным поверхностям 5 очистки боковыми струями б и струями 7, направленными сверху и снизу на очищаемое изделие 8. сливную емкость 9, отражатели 10 (фиг,
1,3),насос 11, блок фильтров 12, манометры 13, 14, 15, дроссели 16, 17, 18, 19 (фиг. 2).
Очистка изделия от загрязнений по предложенному способу производится следующим образом,
Изделие 8 помещают в камеру 1 промывки, которая может устанавливаться как в горизонтальной плоскости так и в наклонной под углом а , Моющая жидкость 4 из емкости 9 подается насосом 11 через блок фильтров 12, дроссели 17, 18, 19 в подводящие каналы 2, откуда через перфорированные поверхности 5 поступает с заранее отрегулированным давлением в двух взаимно-перпендикулярных плоскостях на очи- щаемое изделие 8, при этом одна часть струй 7 подается на изделие сверху и снизу под давлением, обеспечивающим поддержание изделий 8 во взвешенном состоянии, другая часть струй б подается на изделие 8 с его боковых сторон и под углом к вертикали, при этом струи 6, 7 подают на изделие под углом, а направление подачи боковых струй 6 противоположно направлению подачи верхних и нижних струй 7, причем боко- вые струи б подают под давлением, обеспечивающим перемещение изделия 8 в зоне обработки с различной скоростью,
В результате этого воздействия изделие 8 не ложится на нижнюю перфориро- ванную поверхность камеры 1 промывки, а поддерживается над ней с небольшим зазором струями 7 моющей жидкости, направленным сверху и снизу на очищаемую поверхность с усилием, достаточным для обеспечения заранее выбранного зазора, что обеспечивается дросселем 19, причем при движении изделия на наклонной плоскости для обеспечения зазора по величине равного зазору.получаемому при движении изделия в горизонтальном ыаправлении,не- обходимо создать перепад давлений между верхними и нижними струями 7 в П-раз меньший, где П cos a , а -угол наклона плоскости движения изделия (камеры Про- мывки) к горизонтальной плоскости.
Во избежение перекоса и заклинивания изделия 8 на него воздействуют боковые струи 6, а при появлении перекоса во время движения очищаемого изделия 8 изменяют- ся величины давлений боковых струй 6 на очищаемые поверхности, что приводит к появлению разности давлений и выравниванию изделия 8 относительно оси камеры 1 промывки.
Изделие перемещают вдоль оси камеры 1 давлением струй, направленных под углом к очищаемой поверхности причем группа боковых струй 6 наклонена к очищаемой
поверхности, например, в сторону переме- щЈйия изделия, тогда группа струй 7, направленных сверху и снизу, наклонена к очищаемой поверхности в сторону противоположную перемещению изделия, следовательно, гидродинамические напоры двух групп струй 6 и 7 противонаправлены и действуют вдоль оси перемещения изделия 8, а скорость перемещения изделия 8 регулируют изменением гидродинамических напоров двух групп струй дросселями 17, 18.
При движении изделия 8 в камера 1 промывки наклоненной под углом а к плоскости горизонта сила тяжести, изделия раскладывается на две составляющие, одна из которых - проекция силы тяжести на наклонную плоскость принимает участие в регулировании направления перемещения изделия в потоке жидкости и скорости относительно движения изделия и потока жидкости, позволяет устранить полностью или частично потери энергии потока на взвешивание изделия 8 в камере 1 промывки во время его перемещения.
В процессе очистки изделия по предложенному способу устраняются механизм перемещения изделия в камере промывки и направляющий механизм, которые контактируют с очищаемыми поверхностями и частично их заслоняют от струйной обработки, кроме того механизмы могут быть сами источниками загрязнений очищаемых поверх- ностой и требуют дополнительной очистки, что увеличивает время струйной обработки Роль этих механизмов в предложенном способе выполняют струи моющей жидкости, одновременно являясь движителем, средством, предотвращающим заклинивания, и моющей средой, что способствует повышению равномерности и качества очистки, а также снижает продолжительность очистки.
Воздействие струй моющей жидкости под углом к очищаемой поверхности, косых струй, позволяет увеличить относительную скорость перемещения изделия в камере промывки и омывающих струй. При этом в пристеночной области возрастает поле скоростей и поле сил, турбулизация потока, ускоряется процесс выноса загрязнений за счет противотечения омывающих струй.
Отработанная моющая жидкость 4 попадает в отводящие каналы 3, откуда стекает в сливную емкость 9. С целью устранения разбрызгивания жидкости за пределы сливной емкости 9 используют отражатели 10.
При очистке изделия 8 соседние струи обрабатывающей среды могут быть направлены под различными углами к очищаемой поверхности.
В процессе очистки изделие 8 перемещается вдоль осевой линии камеры 1 промывки, в результате чего каждая точка очищаемой поверхности попадает поочередно в область действия струй, наклоненных под различными углами к очищаемой поверхности. При этом в пристеночной, области изделия изменяется циклически поле скоростейи rfq/ie сил, что приводит к повышению турбулентности потока, импульсному, периодическому воздействию струй жидкости в каждой точке в различных направлениях, а следовательно, к интенсификации процесса отрыва и выноса загрязнений.
Изменение гидродинамического напора боковых струй 6 или струй, направленных сверху и снизу 7 позволяет управлять скоростью перемещения изделия 8, а следовательно, регулировать частоту и длительность воздействия струй наклоненных под различными углами к очищаемой поверхности.
Такая реализация течения моющей жидкости устраняет однонаправленное действие потока, способствует расширению диапазона поля скоростей и поля сил, позволяет повысить турбулентность потока и относительную скорость перемещения изделия и омывающих струй.
Повышение напора в магистралях нагнетания дает возможностью проводить очистку изделия сплошным потоком жидкости, причем изделие обтекают сверху, снизу и с боков противонаправленные потоки, которые создаются и дополнительно турбулизу- ются затопленными струями, а скорость течения потоков относительно изделия можно регулировать дросселями 16, 17, 18.
При очистке изделия по предложенному способу последовательно можно устанавливать несколько камер промывки (сушки), причем возможна очистка различными моющими жидкостями, если между этими камерами промывки устанавливать камеры удаления остатков жидкости (сушки), при этом технологическая цепочка камер промывки может быть произвольной длины в
зависимости от требований чистоты предъявляемых к обрабатываемому изделию.
Таким образом, в предложенном способе струйной обработки струи моющей жидкости одновременно выполняют функции движителя изделия в камере промывки, средства, предотвращающего его заклинивание, и моющей среды, что позволяет повысить эффективность, равномерность и
качество очистки, а также сократить время промывки за счет устранения лишних узлов, контактирующих с очищаемыми поверхностями и являющихся потенциальными источниками дополнительных загрязнений,
возрастания и периодического изменения поля скорости и поля сил в пристеночной области с регулированием длительности и
частоты воздействия наклоненных под различными углами струй, чередования режимов очистки струйным методом и сплошным потоком с регулировкой их длительности и периодичности.
Формула изобретения
1.Способ обработки изделий, заключа- ющийся в воздействии на изделие в процессе его перемещения в зоне обработки струями обрабатывающей среды, одна часть которых подается на изделие сверху и снизу под давлением, обеспечивающим
поддержание изделия во взвешенном состоянии, отличающийся тем, что, с целью повышения качества и эффективности очистки, другая часть струй подается на изделие с его боковых сторон и под углом к
вертикали, при этом струи подают на изделие под углом, .а направление подачи боковых струй противоположно направлению подачи верхних и нижних струй, причем боковые струи подают под давлением, обеспечивающим перемещение изделий в зоне обработки с различной скоростью.
2.Способ поп, 1,отличающийся тем, что соседние струи обрабатывающей среды направлены под различными углами
к очищаемой поверхности,
3.Способ по пп. 1м 2, отличающий- с я тем, что очистку ведут воздействием сплошным потоком обрабатывающей среды.
-&& ffl °

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ мойки и сушки наружной поверхности труб | 1990 |
|
SU1771830A1 |
| СПОСОБ ОЧИСТКИ ПОТРОШЕНОЙ ПТИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2192133C2 |
| СПОСОБ МОЙКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277981C2 |
| Устройство для промывки полых изделий | 1990 |
|
SU1796284A1 |
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| Способ очистки изделий | 1986 |
|
SU1405900A1 |
| Способ струйной очистки поверхности изделий | 1990 |
|
SU1768325A1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414308C1 |
| УСТАНОВКА ДЛЯ СТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1992 |
|
RU2046686C1 |
| СПОСОБ ОЧИСТКИ НЕМЫТОЙ ШЕРСТИ ОТ ЗАГРЯЗНЕНИЙ | 2001 |
|
RU2193081C1 |
Использование: при очистке изделий с помощью, натример, жидкости или газа. Сущность изобретения: способ обработки изделий заключается в воздействии струями обрабатывающей среды, действующими на перемещаемые во взвешенном состоянии изделия, причем взвешенное состояние обеспечивается разностью давлений соответствующих струй В данном способе изде лия перемещают по наклонной плоскости давлением струй, направленных под углом к очищаемой поверхности, а в качестве направляющих используют боковые струи, причем проекция равнодействующей гидродинамической силы боковых струй противо- направлена проекции равнодействующей гидродинамической силы струй на наклонную плоскость, направленных сверху и снизу, при этом скорость перемещения изделия регулируют изменением проекций гидродинамических сил двух равнодействующих струй, а суммарная равнодействующая указанных сил действует вдоль оси перемещения изделия. Смежные струи обрабатывающей среды могут быть направлены под различными углами к очищаемой поверхности. 2 з.п, ф-лы, 3 ил. сл
-$& Я
Г/
L-
W .
tt
s
У гn
V 1
Ы.20Ш
/ 7
фигЗ
| Способ струйной обработки плоских деталей | 1986 |
|
SU1442278A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
