1
(21)4816436/08 (22) 20.04.90 (46)15.10.92. Бюл. Nfc 38
(71)Витебское специальное конструкторское бюро зубообрабатывающих шлифовальных и заточных станков
(72)С.П.Рык
(56)Крайнев А.Ф. Словарь-справочник по механизмам, М.: Машиностроение, 1987, с.266.
(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО ОТКЛЮЧЕНИЯ ПРИНУДИТЕЛЬНОГО ВРАЩЕНИЯ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ СТОЛА МЕТАЛЛОРЕЖУЩЕГО СТАНКА
(57)Использование: изобретение относится к станкостроению и может быть использовано для повышения степени автоматизации зубообрабатывающего станка, обеспечивающего комбинированную обработку с одного установка червячной фрезой методом обкатз и шевером при свободном вращении изделия. Автоматизация включения и выключения червячной передачи стола зубообрабатывающего стенка обеспечивается за счет установленной с возможностью поворота вокруг неподвижкой оси подпружиненной плитой, на которой размещен привод червяка, что дает возможность осуществлять вывод и ввод червяка в зацепление с червячным колесом и обеспечивает стабильность и жесткость его установки определяя высокую точность и крутипьную жесткость червячной передачи. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Многооперационный зубообрабатывающий автомат | 1991 |
|
SU1808530A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Зубофрезерный станок с чпу | 1977 |
|
SU666016A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках.
Цель изобретения - повышение степени автоматизации зубообрабатывающего станка, обеспечивающего комбинированную обработку с одного установа червячной фрезой методом обкатки и шевером при свободном вращении изделия.
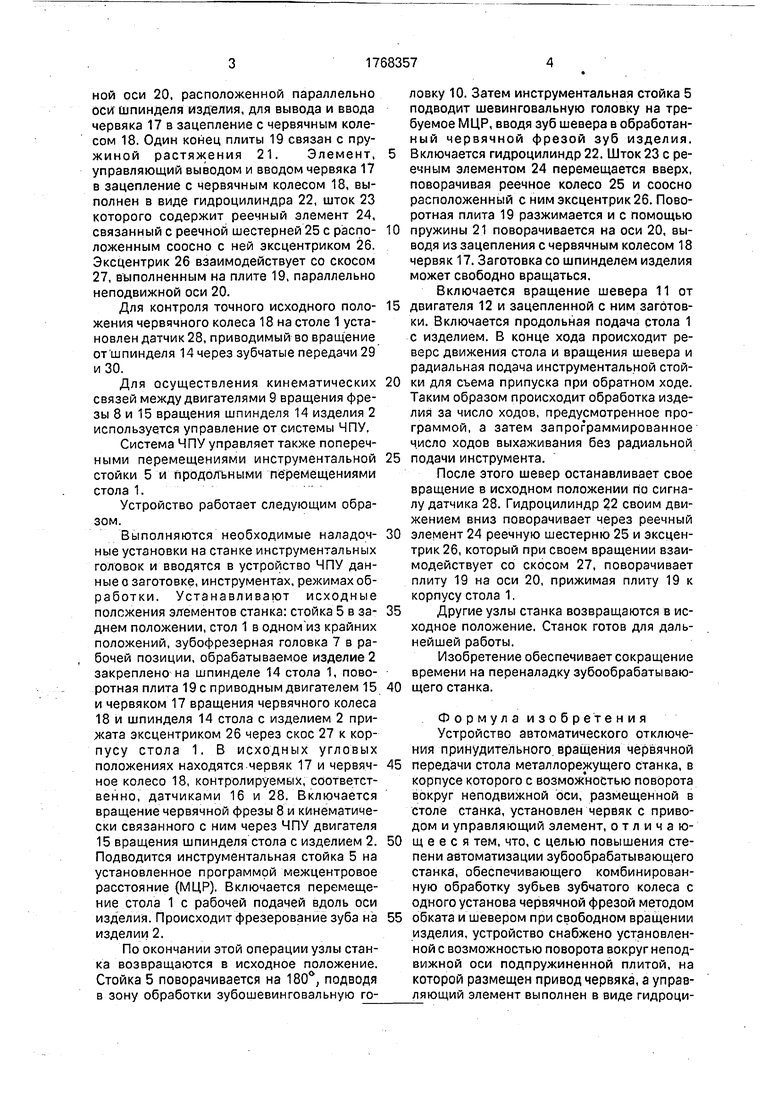
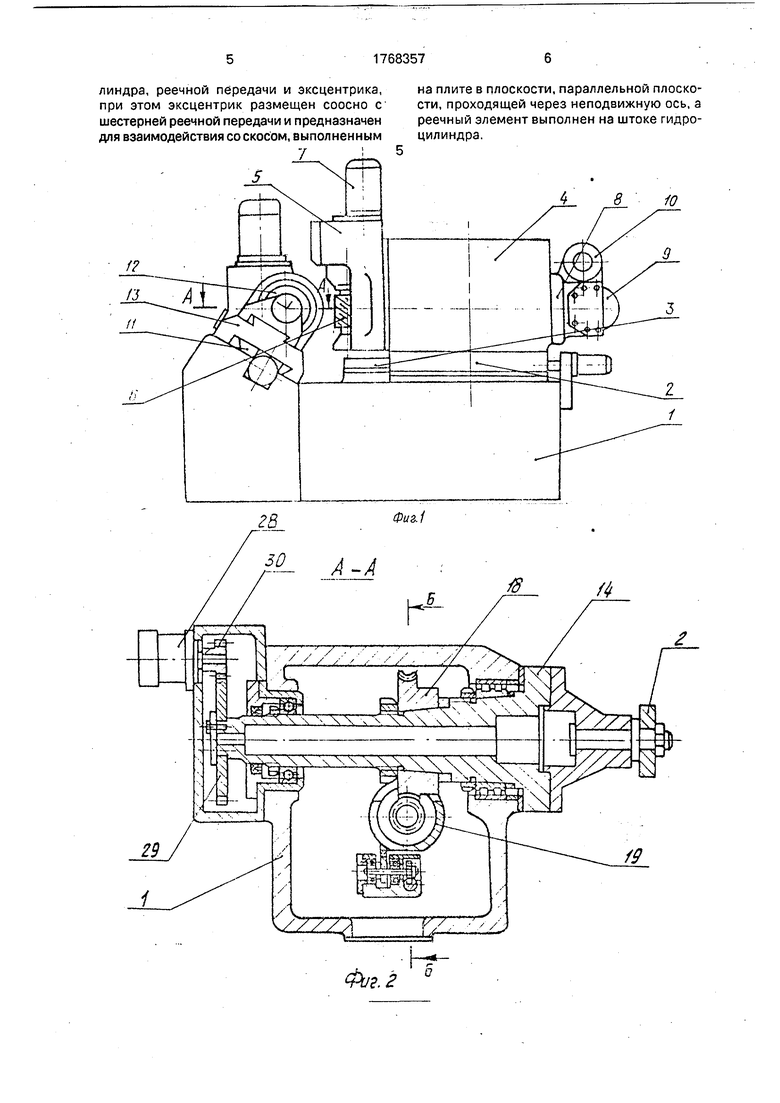
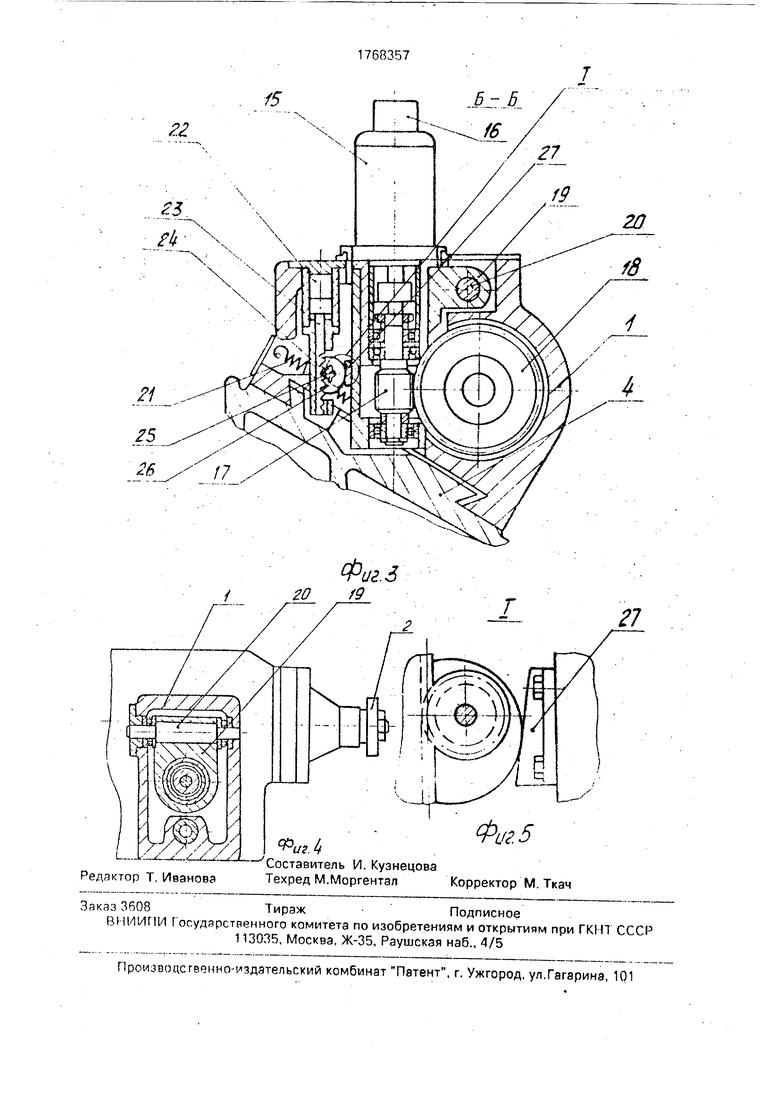
На фиг.1 изображен общий вид зубообрабатывающего станка; на фиг.2 - разрез А-А на фиг.1 (по оси шпинделя изделия); на фиг.З - продольный разрез Б-Б на фиг.2 по оси червяка червячной передачи; на фиг.4 - показан разрез на фиг 3 по оси вращения плиты; на фиг.5 - показан увеличенный узел I фиг.З.
Устройство установлено в столе 1 зубообрабатывающего станка Стол 1 предназсо
с
начен для закрепления изделия 2 и перемещения его вдоль оси для осуществления подачи по продольным направляющим 3 станины 4. Обрабатывающие инструменты размещаются ка инструментальной стойке 5. имеющей поворотную часть б с зубофре- зерной головкой 7, несущей червячную фрезу 8 с приводным двигателем 9 и шевинговальную головку 10 с шевером 11 и приводным двигателем 12.
Инструментальная стойка 5 имеет возможность перемещаться по поперечным направляющим 13 станины 4.
Шпиндель 14 изделия 2 приводится во вращение от двигателя 15 с датчиком 16 через червяк 17 и червячное колесо 18. Двигатель 15 с червяком 17 и его опорами установлен на плите 19, установленной с возможностью поворота вокруг неподвижVJ
О 00
со ел VI
ной оси 20, расположенной параллельно оси шпинделя изделия, для вывода и ввода червяка 17 в зацепление с червячным колесом 18. Один конец плиты 19 связан с пружиной растяжения 21. Элемент, управляющий выводом и вводом червяка 17 в зацепление с червячным колесом 18, выполнен в виде гидроцилиндра 22, шток 23 которого содержит реечный элемент 24, связанный с реечной шестерней 25 с расположенным соосно с ней эксцентриком 26. Эксцентрик 26 взаимодействует со скосом 27, выполненным на плите 19, параллельно неподвижной оси 20.
Для контроля точного исходного положения червячного колеса 18 на столе 1 установлен датчик 28, приводимый во вращение от шпинделя 14 через зубчатые передачи 29 иЗО.
Для осуществления кинематических связей между двигателями 9 вращения фрезы 8 и 15 вращения шпинделя 14 изделия 2 используется управление от системы ЧПУ.
Система ЧПУ управляет также поперечными перемещениями инструментальной стойки 5 и продольными перемещениями стола 1.
Устройство работает следующим образом.
Выполняются необходимые наладочные установки на станке инструментальных головок и вводятся в устройство ЧПУ данные о заготовке, инструментах, режимах обработки. Устанавливают исходные положения эяементов станка: стойка 5 в заднем положении, стол 1 в одном из крайних положений, зубофрезерная головка 7 в рабочей позиции, обрабатываемое изделие 2 закреплено на шпинделе 14 стола 1, поворотная плита 19с приводным двигателем 15 и червяком 17 вращения червячного колеса 18 и шпинделя 14 стола с изделием 2 прижата эксцентриком 26 через скос 27 к корпусу стола 1. В исходных угловых положениях находятся червяк 17 и червячное колесо 18, контролируемых, соответственно, датчиками 16 и 28. Включается вращение червячной фрезы 8 и кинематически связанного с ним через ЧПУ двигателя 15 вращения шпинделя стола с изделием 2. Подводится инструментальная стойка 5 на установленное программой межцентровое расстояние (МЦР). Включается перемещение стола 1 с рабочей подачей вдоль оси изделия. Происходит фрезерование зуба на изделии 2.
По окончании этой операции узлы станка возвращаются в исходное положение. Стойка 5 поворачивается на 180°, подводя в зону обработки зубошевинговальную головку 10. Затем инструментальная стойка 5 подводит шевинговальную головку на требуемое МЦР, вводя зуб шевера в обработан- ный червячной фрезой зуб изделия.
Включается гидроцилиндр 22. Шток 23 с реечным элементом 24 перемещается вверх, поворачивая реечное колесо 25 и соосно расположенный с ним эксцентрик 26. Поворотная плита 19 разжимается и с помощью
пружины 21 поворачивается на оси 20, выводя из зацепления с червячным колесом 18 червяк 17. Заготовка со шпинделем изделия может свободно вращаться.
Включается вращение шевера 11 от
двигателя 12 и зацепленной с ним заготовки. Включается продольная подача стола 1 с изделием. В конце хода происходит реверс движения стола и вращения шевера и радиальная подача инструментальной стойки для съема припуска при обратном ходе. Таким образом происходит обработка изделия за число ходов, предусмотренное программой, а затем запрограммированное число ходов выхаживания без радиальной
подачи инструмента.
После этого шевер останавливает свое вращение в исходном положении по сигналу датчика 28. Гидроцилиндр 22 своим движением вниз поворачивает через реечный
элемент 24 реечную шестерню 25 и эксцентрик 26, который при своем вращении взаимодействует со скосом 27, поворачивает плиту 19 на оси 20, прижимая плиту 19 к корпусу стола 1.
Другие узлы станка возвращаются в исходное положение. Станок готов для дальнейшей работы.
Изобретение обеспечивает сокращение времени на переналадку зубообрабатывающего станка.
Формула изобретения Устройство автоматического отключения принудительного вращения червячной
передачи стола металлорежущего станка, в корпусе которого с возможностью поворота вокруг неподвижной оси, размещенной в столе станка, установлен червяк с приводом и управляющий элемент, отличающ е е с я тем, что, с целью повышения степени автоматизации зубообрабатывающего станка, обеспечивающего комбинированную обработку зубьев зубчатого колеса с одного установа червячной фрезой методом
обката и шевером при свободном вращении изделия, устройство снабжено установленной с возможностью поворота вокруг неподвижной оси подпружиненной плитой, на которой размещен привод червяка, а управ- ляющий элемент выполнен в виде гидроцилиндра, реечной передачи и эксцентрика,на плите в плоскости, параллельной плоскопри этом эксцентрик размещен соосно ссти, проходящей через неподвижную ось, а
шестерней реечной передачи и предназначенреечный элемент выполнен на штоке гидродля взаимодействия со скосом, выполненнымцилиндра.
:JL 5
5
f5
Редактор Т, Иванова
/Фиг-5
Фиг ч
Составитель И. Кузнецова Техред М.МоргенталКорректор М Ткач
