Изобретение относится к области машиностроения и предназначено для использования в зубообрабатывающих станках, требующих высокой точности синхронизации движений исполнительны элементов станка, перемещающихся один относительно другого с различными скоростями. Известен зубофрезерный станок с применением электронной гитары настройки, импульсных измерительных преобразователей ИП и системой коррекции неточностей механических передач, в котором для управления следящим приводом стола используется сигнал,пропорциональный сдвигу фаз И установленных на делительном червяке и инструментальном шпинделе, причем для получения равных частот, ука занных ИП, импульсы ИП инструменталь ного шпинделя делятся на число нарезаемых зубьев, умноженное на число заходов фрезы 1. Для реализации операции деления аппаратными средствами без накоплени оишбки число импульсов ИП инструментального шпинделя на один оборот дол но быть равно произведению числа им пульсов на один оборот ИП делительно го червяка, умноженному на передаточ ное отношение делительной пары. Эти требования накладывают ограничения на максимальную величину передаточного отношения делительной пары, что способствует снижению точности станка. Кроме того, датчик инструментального шпинделя должен иметь высокую разрешающую способность и соответственно высокую стоимость. В указанном станке установка ИП на делительном червяке, а не на столе станка, не позволяет устранять ошибки делительной пары. Кроме того, невозможно нарезание косозубых колес. Для нарезания косозубых капес в станке предусмотрены дополнительные ИП, установленные на ходовом винте вертикальной подачи, и регулирующий контур. что существенно усложняет систему yhравления станком. Недостатком станка является также низкая точность электромеханического устройства коррекции, содержащего механические передачи, лимитируемая ограниченным количеством импульсов шагового двигателя на один оборот, а также статическими и динамическими ошибками гидравлических усилителей момента.
Целью изобретения является повышение точности обрабатываемых Колес (косозубых, прямозубых, -ервячных) без использования МП повышенной точности и разре1иаю1дей способности для цепей коррекции и сле.ця1щ- х приводов:
Поставленная цель достигается тем что станок снабжен включекньи Ф последовательно в цепь коррекции блоком процессора настройки соотношения скоростей фрезы и стола, фазовым дискрими н атером, импул ьсн о-анал огоны ,преобразователем и cyr-tf ipyioiiy-iM ус -и;Ителем, вход блока процессора настройки соединен с выходом датчик-а шпинделя,, один из входон Фазового дискриминатора - о выходоь; naT4ii ;a стопа, а один из входов ycpnii те,:;я - с выходом блока путевого празланыя.
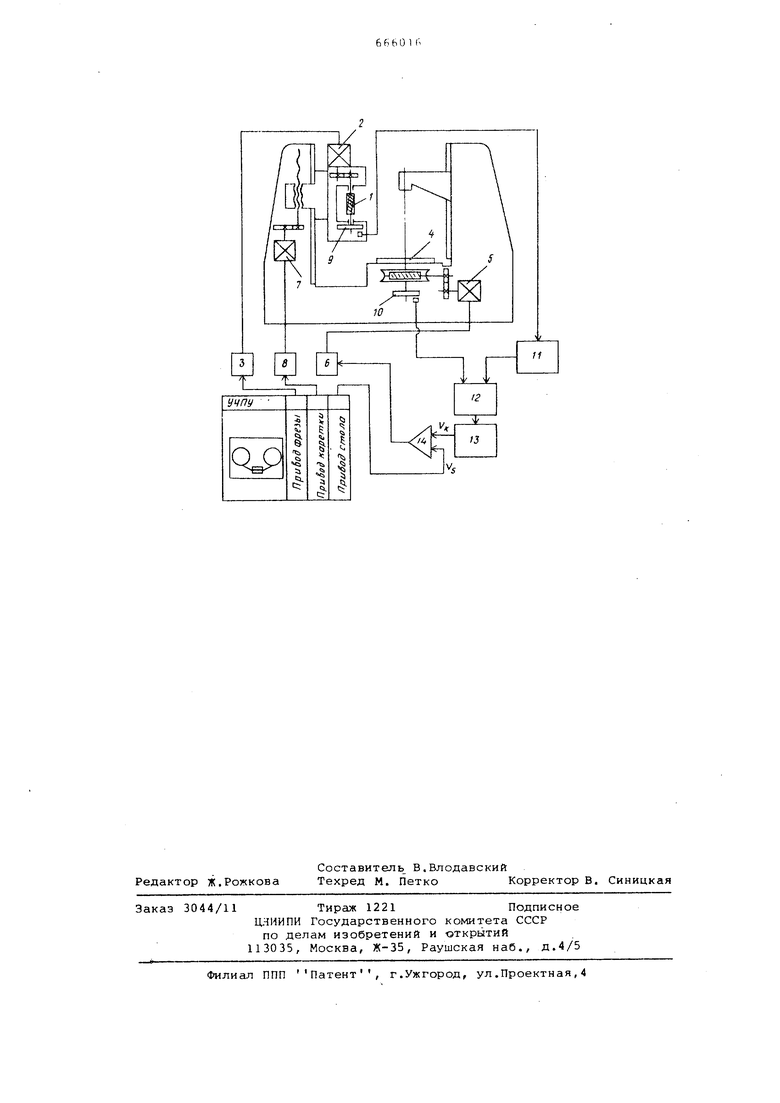
f-fa чертеже представлена схема системы управления зу бсзфрез еюным c-raM;t ог
Для привода и С1рументального деля 1 используете.:-: двигатель 2, уп с)авляемь й тирксторн -1м преобраэоват-- лем 3 Для привода стола 4 слольз;--ется двигатель 5, упо f-л f ivii-jr; -;-рис TopHDJM преобр ; 3 оваталем о, TV i я i/pi- tii;-да фрезерной кареткк используе-гся двигатель 7 с тнристор Иг-- пояобразсвателем 8..
::тоит ;; изнер тельных преобразователей с румен-тального шпинделя 9 и стеле 10, процессора 11- фазового Д1 скоимйна:горс 1.2, и.Шул ьсно-аналогового ::р:: обцазоватеУ1я 13 и суммирующе-- j yCi-jiHTeл я 1 4 ,
Управление г :л-аодам;-1 MHCTDyivieHтальногО шпинделя, фрззер1-;о (;о::л KL-. и стола осу;цесгвляется у-с-;сройстБом ЧПУ, Приводы выполнены с.педяш;лм - с Обратной связью по лути, осущестллнемой ИП низкой т очи ос гк я разрешалощей способности,, например ВТ (на схеме не показаны). Привод также управляется от устройства ЧПУ. npjjчем при отсутствии корректИруюгцоло сигнала U; на вход сумь-мрующего усилителя 1ч от УЧИУ подается пу-гено сигнал Uq ; yiipabjiji-ouuifl иррзодом с-гог-
Сигнал ИП инструментального шпин-деля 10 подается ка вход процессора 11, настроенного на. расчетное соотношение скоростей фрезы и стола ,для косозубы:., червячных или прямозубых колес.
В результате преобразования блоко процессора входного сигь ала частота сигнала ка его выходе ра.вна частоте сигнала ИП стола. Сра.внение у;каэанны сигналов по фазе осуществляется фазовым дискриминатором,.причем фазовый сдвиг двух последо.вательностей импульсов одинаковой частоты, подаваемых на вход ФД, соответствует фак
тическому рассогласованию инструментального шгш.чделя и стола станка. С возрастанием рассогласования скважность импульсов на выходе фазового дискриминатора уменьшается. Выходное напряжение импул сно-аналогового преобразователя 13 (корректирующий сигнал и«), пропорциональное среднему значению сигнала на его входе, подается на вход суммирующего усилителя 14 и складывается с путевым сигналом
приво,гта стола Ug .
Использование блока процессора, гсозволяющего реализовать расчетное соотношение меж,ду скоростями фрезы
и cToJ-ia как для косозубых, так и для liGpasr-ifibix и прямозубых колес, а также ИП ка конечных звеньях кинематических цепей станка в описанной системе ,оекции позволяет существенно повыси---ь точность обрабатываемых колес за c-ieT достижения точной синхронизации движений фрезы и стола станка я статигеских и динамических режимах об..аботки . При этом не предъявляются высс-.-сие- требования по разрешающей
способности и точности к ИП, осущест.B.nn.-Cii-KJ-- путевую связь с УЧПУ, и, следов ататьн о, к быстродействию устройства ЧПУ,
изобретения
Зубофрезерный станок с ЧПУ, содер,-;а1цнй злекгронную гитару цепи деления выг-олкенную на базе интерполятора, сладяцтий прйво,ды фрезы, фрезерной кареткк и стсл.а, блок .коррекции неточнос-ей механических передач, включающий в себя импульсные измерительные пгзеобр-аэователи, установленные на фрезерном шпинделе и столе станка, блок путевого управления приводом cTOJja,, от л и чающийс я тем, что, с целью повышения точности обрабатываердых колес, станок снабжен включенными последовательно в цепь коррек-ции блоком процессора настройки cooT;;ou;e iHH скоростей фрезы и сто.ла., фазовым дискригушнатором, импульсно-аналоговым преобразователем и суммирующим усилителем, вход блока процессора настройки соединен с выходо:.{ датчи1са шпинделя, один из входов фазового дискриминатора - с выходом датчика стола, а о,дин из входов усилител.я - с выходом блока путевого управления ,
Источники информации, принятые во внимание при экспертизе
1 Левицкий М,Я. Корректирующие устройства. Киев, Техника , 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Зубофрезерный станок | 1986 |
|
SU1404214A1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |