Использование - область станкостроения, в частности обработка цилиндрических зубчатых колес с циклоидальным профилем зуба, например сателлитов с прямым и косым зубом планетарно-цевочных приводов с внецетроидным зацеплением.
Известен станок для чистовой обработки циклоидального профиля цилиндрической зубчатого колеса по патенту №1783696 А1.
Недостатком указанного станка является отсутствие возможности нарезания косозубого с циклоидной формой зубьев цилиндрического циклоидального колеса с углом β град. наклона зуба.
Это обусловлено тем, что в указанном изобретении не предусмотрено возможности сообщения эксцентриковой втулке, на которой расположены нарезаемые циклоидальные зубчатые колеса, дополнительного движения для получения косозубого профиля циклоидальных зубчатых колес.
Цель изобретения - сообщение дополнительного движения эксцентриковой втулке при обработке любого косозубого циклоидального зубчатого колеса с углом наклона β градусов с возможностью компенсации рассогласований угловых шагов нарезаемого циклоидального колеса и цевочного колеса, образованным измерительным щупом и инструментом (фрезой или шлифовальным кругом).
Поставленная цель достигается тем, что в станке для обработки циклоидального профиля прямо- и косозубых цилиндрических зубчатых колес, на станке которого размещен корпус механизма обката с элементами кинематической цепи, несущий шпиндель на эксцентриковой части которого размещена эксцентриковая втулка, а инструментальная головка, несущая инструмент (фреза, шлифовальный круг), установленный на стойке станка, при этом станок содержит средство контроля текущих параметров, связанные с системой программного управления, а ось измерительного щупа установлена параллельно оси шпинделя механизма обката и совместно с инструментом образуют цевочное колесо, конечное звено кинематической цепи механизма обката содержит разноходовую червячную пару с возможностью осевого перемещения червяка по заданной программе, средства программного управления содержат датчик линейного перемещения, расположенный на измерительном щупе, и датчик угловых перемещений, один из которых расположен на эксцентриковой втулке шпинделя, а другой - на противоположном его конце, при этом средство контроля с измерительным щупом содержит жестко связанную с инструментальной головкой телескопическую штангу, установленную с возможностью перемещения вдоль оси шпинделя механизма обката и по круговым направляющим, выполненным в его корпусе, с дифференциальной кинематической цепью, состоящей из растрового датчика, углового перемещения, установленного на конце винта ШВП, органа настройки дифференциальной цепи (гитары дифференциала) 




Такое конструктивное решение по станку позволит путем непрерывного управления корректирующими радиальными перемещениями инструмента и угловыми перемещениями обрабатываемого косозубого циклоидального цилиндрического зубчатого колеса в процессе нарезания обеспечить требуемую точность обработки и направление зуба.
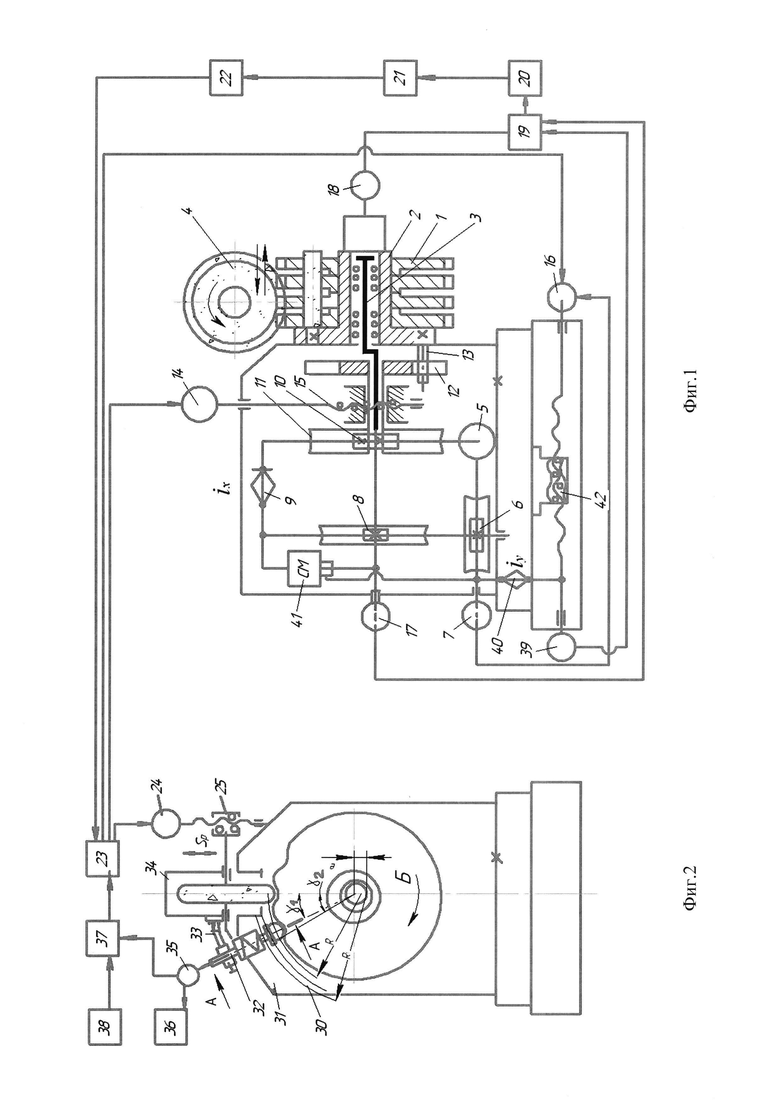
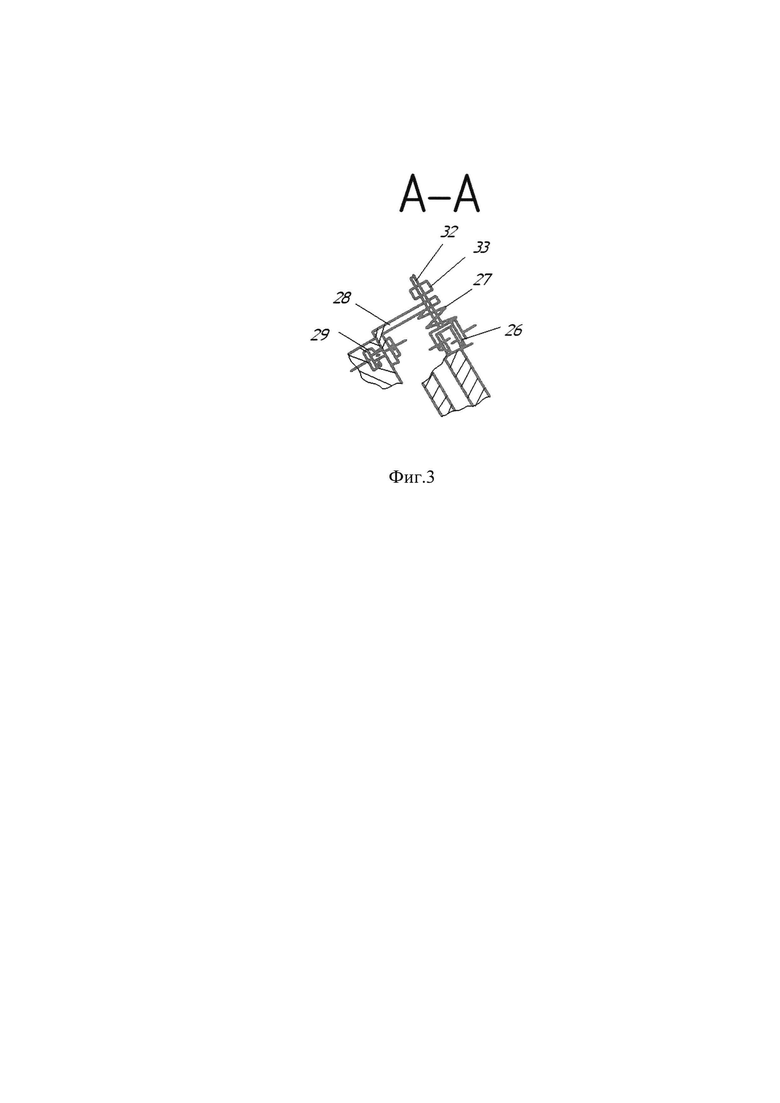
На фиг. 1 показана проекция станка; на фиг. 2 - фрагмент вида сбоку; на фиг. 3 - разрез А-А на фиг. 2.
Нарезаемое циклоидальное колесо 1 установлено на эксцентриковой втулке 2 шпинделя 3, вращающейся вокруг его эксцентриковой конусной части с эксцентриситетом е.
Движение на нарезаемое колесо 1 относительно вращающегося инструмента (фреза, шлифовальный круг) 4 передается от двигателя 5 через червячную передачу 6, на валу червяка которой установлен датчик поворота 7, червячную передачу 8, горизонтально расположенный орган настройки (гитара деления-обката) 9 (
Фиксированная осевая подача нарезаемого колеса 1 относительно инструмента 4 в режиме многопроходной «маятниковой обработки» осуществляется от двигателя 16 по сигналу датчика 7, отмечаемого один оборот втулки 2, посредством шариковинтовой передачи ШВП 42, на винте которой размещен растровый датчик углового перемещения дифференциальной кинематической цепи 39. На шпинделе 3 и втулке 2 установлены растровые датчики 17 и 18 компьютера 19, из которого измеренная кинематическая погрешность кинематической цепи обката и дифференциальной цепи поступает на анализатор 20.
Дополнительное (суммарное) вращательное движение эксцентриковой втулке 2 при обработке косозубого зубчатого колеса с циклоидным профилем сообщает дифференциальная кинематическая цепь, состоящая из растрового датчика углового перемещения 39, установленного на конце винта ШВП 42, органа настройки дифференциальной цепи (гитары дифференциала) с передаточным отношением 






Анализатор 20 выделяет низкочастотные компоненты и посылает их на цифроаналоговый преобразователь 21. Последний преобразует цифровую величину гармонических составляющих кинематической погрешности деления обката и дифференциальной цепи в аналоговый сигнал, поступающий в функциональный преобразователь 22, который преобразует угловые величины сигнала в линейные, изменяет фазу сигнала на противоположную и посылает сигнал в блок усиления и управления 23.
Подача 
Беззазорное зацепление щупа 26 колеса 1 обеспечивается пружиной сжатия 27 (А-А), которая упирается в кронштейн 28, снабженный секторным центрирующим выступом 29, взаимодействующим с круговыми направляющими в виде секторного паза 30, выполненного в корпусе 31 механизма обката по радиусу R, из центра катящейся окружности цевочного колеса.
Щуп 26 закреплен на штанге 32 с возможностью перемещения вдоль оси шпинделя 3 механизма обката и осевого перемещения щупа к центру нарезаемого колеса 1 по направляющим кронштейна 28 телескопической штанги 33, которая жестко связана с корпусом 34 инструментальной головки.
На штанге 32 измерительного щупа 26 размещен датчик 35 его линейного перемещения, посылающий сигналы на измеритель 36 межцентрового расстояния и его самописец, а также сравнивающее и преобразующее устройство 37, в котором сигналы от задатчика 36 управляющей программы ЧПУ теоретического циклоидного профиля зуба и его направления под углом β и датчика 35 непрерывно (online) сравниваются, разностный сигнал инвертируется и подается в блок усиления и управления 23.
Станок работает следующим образом. Предварительно нарезанное, например фрезой, косозубое зубчатое колесо 1 с циклоидным профилем зуба после термообработки устанавливается, выверяется относительно, например, шлифовального круга по радиусному профилю зуба и закрепляется на эксцентриковой втулке 2. Вводится в беззазорное зацепление с колесом 1 измерительный щуп 26 и обеспечивается его жесткое крепление посредством телескопической штанги 33 к корпусу 34 инструментальной головки с возможностью его перемещения вдоль оси шпинделя 3 механизма обката по направляющим кронштейна 28.
Размещение щупа 26 на угол γ1 осуществляется путем перемещения кронштейна 28 по круговым направляющим 30, выполненным в корпусе 31 механизма обката. Телескопическая штанга 33, органы настройки 9 (
Двигателем 16 стол станка с механизмом обката, дифференциальной цепи и нарезаемыми колесами 1 перемещается и инструмент, например, шлифовальный круг 4 врезается на фиксированную величину подачи Sp, например, на 1,5 мм. Затем двигателем 5 сообщают движение механизму цепи деления-обката и с включением дифференциальной цепи стол получает дополнительное движение к основному в соответствии с настройкой органа настройки дифференциальной цепи (гитары дифференциала) 40 с передаточным отношением 
Одновременно ведут измерение линейного перемещения измерительного щупа 26 и кинематической погрешности цепи механизма обката станка. Посредством датчика 35 линейные измерения щупа 26 преобразуют в сигналы, которые параллельно фиксируют измерителем и самописцем 36 как межцентровое расстояние и направляют их в сравнивающее и преобразующее устройство 37, в котором сигналы сравниваются с сигналами от задатчика 38 управляющей программы (УП) ЧПУ теоретического циклоидального профиля зуба. Разностный сигнал инвертируется в устройстве 37 и подается в блок 23, где усиливается и задерживается на время поворота нарезаемых колес 1 на угол γ1.
Одновременно сигналы с растровых датчиков 17, 18 и 39 углового перемещения подают на компьютер 19, измеряющий текущее значение кинематической погрешности кинематической цепи механизма обката станка. Анализатором 20 выделяют низкочастотные компоненты кинематической погрешности, которые посредством цифроаналогового преобразователя преобразуются в аналоговый сигнал. Последний преобразуется в функциональном преобразователе 22 из угловых величин сигнала в линейные, инвертируется и подается в блок 23, где усиливается и задерживается на время поворота нарезаемых колес1 на угол γ1. При вращении нарезаемых колес 1 по часовой стрелке (по стрелке Б) за один оборот эксцентриковой втулки 2 по мере перемещения измеряемых участков профиля циклоидального зуба под инструмент (например, шлифовальный круг) 4 блок управления 23 непрерывно выдает корректирующие сигналы на двигатели 24, 14 и 16. Посредством шариковинтовых передач 25, 15 и ШВП 42 соответственно получат корректирующие радиальные перемещения инструмент 4 и осевые перемещения червяк 10 и бабка механизма обката 31, тем самым повышая точность обработки прямо и косозубых циклоидных колес за счет компенсации рассогласований угловых шагов нарезаемого колеса и цевочного колеса, образованного измерительным щупом 26 и инструментом (фрезой или шлифовальным кругом) 4.
После завершения одного оборота нарезаемых колес 1 датчик поворота 7 выдает сигнал на включение двигателя 16, который перемещает стол станка с нарезаемыми колесами 1 на следующую фиксированную величину подачи и процесс обката при нарезании прямо и косозубых колес повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕДУКТОР С ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ | 1995 |
|
RU2123627C1 |
| УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2009796C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЕК | 2002 |
|
RU2237553C2 |
| Зубофрезерный станок для зубофрезерования цилиндрических колес с криволинейными по длине зубьями | 1990 |
|
SU1808535A1 |
| МУЛЬТИПЛИКАТОР С ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ | 2001 |
|
RU2202059C2 |
| Способ активного контроля кинематической погрешности зубчатого колеса | 1986 |
|
SU1445873A1 |
| Двухступенчатый циклоидальный редуктор | 2020 |
|
RU2733447C1 |
| МОТОР-КОЛЕСО НА БАЗЕ ЦИКЛОИДАЛЬНОГО (ПЛАНЕТАРНО-ЦЕВОЧНОГО) РЕДУКТОРА | 2016 |
|
RU2665017C2 |
Изобретение относится к области станкостроения, в частности к обработке цилиндрических зубчатых колес с циклоидальным профилем зуба, например сателлитов с прямым и косым зубом планетарно-цевочных приводов с внецетроидным зацеплением. Станок снабжен дифференциальной кинематической цепью, состоящей из растрового датчика углового перемещения, установленного на конце винта ШВП, органа настройки дифференциальной цепи, дифференциального механизма, присоединенного к кинематической цепи деления обката. В результате обеспечивается возможность обработки циклоидного профиля зуба косозубых цилиндрических циклоидальных зубчатых колес за счет дополнительного движения к основному движению эксцентриковой втулке, на которой расположена заготовка циклоидного профиля зуба косозубых цилиндрических циклоидальных зубчатых колес. 3 ил.
Станок для обработки циклоидного профиля зуба прямо- и косозубых цилиндрических циклоидальных зубчатых колес, содержащий стол, на котором размещен корпус механизма обката с элементами кинематической цепи, несущий шпиндель, на эксцентриковой части которого размещена эксцентриковая втулка, и инструментальную головку, несущую инструмент, установленный на стойке станка, при этом станок содержит средства контроля текущих параметров, связанные с системой программного управления, а ось измерительного щупа установлена параллельно оси шпинделя механизма обката и совместно с инструментом образуют цевочное колесо, причем конечное звено кинематической цепи механизма обката содержит разноходовую червячную пару с возможностью осевого перемещения червяка по заданной программе, при этом средства программного управления содержат датчик линейного перемещения, расположенный на измерительном щупе, и датчики угловых перемещений, один из которых расположен на эксцентриковой втулке шпинделя, а другой - на противоположном его конце, при этом средство контроля с измерительным щупом содержит жестко связанную с инструментальной головкой телескопическую штангу, установленную с возможностью перемещения вдоль оси шпинделя механизма обката и по круговым направляющим, выполненным в его корпусе, отличающийся тем, что он выполнен с возможностью сообщения эксцентриковой втулке дополнительного движения к основному движению при обработке любого косозубого с циклоидной формой зубьев цилиндрического циклоидального колеса с углом наклона зуба β и снабжен дифференциальной кинематической цепью, состоящей из растрового датчика углового перемещения, установленного на конце винта шариковинтовой передачи (ШВП), органа настройки дифференциальной цепи с передаточным отношением 




| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1980 |
|
SU1187706A3 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| WO 2010144929 A1, 23.12.2010. | |||

